

4.6. Выводы
1. В систему ССР можно выделить три функционально-законченных устройства, реализующих операции контроля текущего радиуса обработки R, определения в соответствии с заданным алгоритмом сигнала управления приводом главного движения и поддержание на заданном уровне соотношения скоростей шпинделя и подач, причём эти устройства должны автоматически настраиваться на заданные или начальные значения этих параметров.
2. Контроль R наиболее рационально осуществлять, формируя двоичный код, подсчётом импульсов на выходе поперечной координаты интерполятора (в станках с УЧПУ) или соответствующего датчика (в универсальных станках), корректируя его при смене инструмента.
3. Построение систем ССР в соответствии с разработанными принципами, т.е.
- настройка на скорость резания при использовании фактической угловой скорости со шпинделя, что обеспечивает улучшение динамических процессов в непрерывных системах и определение по сигналу датчика угловых перемещений шпинделя в станках с УЧПУ;
- ограничение диапазона измерения R. снизу, что при дискретном характере его измерения позволяет уменьшить аппаратурный состав систем ССР;
- совмещение функций измерения R и определения в АПР непрерывной системе ССР;
- построение системы ССР для станков с АКС в соответствии с разработанным алгоритмом;
- реализация режима ССР в станках с микропроцессорным управлением по предложенному алгоритму;
- поддержание постоянным соотношения скоростей шпинделя и подач при построении РСС в соответствии с предложенными рекомендациями, позволяет создать системы ССР практически для всех типов токарных станков, обладающих малым аппаратурным составом, высокой надёжностью и универсальностью, хорошими показателями качества работы, функционирующих полностью автоматически и не усложняющих обслуживание станков, УЧПУ и программирования, а также не увеличивающих объёма программ и дающих возможность реализовать режим ССР программным способом в станках с микропроцессорным управлением.
4. Лабораторные и производственные испытания систем ССР подтвердили основные теоретические положения работы, рекомендации по построению и применению этих систем, а также технико-экономическую целесообразность их использования.
Система ССР для станка модели 16К20ФЗ с АКС в главном приводе и УЧПУ Н22-IM была внедрена в производство с экономическим эффектом более 12 тысяч рублей на единицу оборудования при плане внедрения на 11 станков.
Система ССР с интегральным параметрическим регулятором для универсального токарного станка особо высокой точности модели 250ИТА, имеющего регулируемый привод главного движения, внедрена в производство с экономическим эффектом 2,3 тысячи рублей на один станок и будет изготовлена серийно в двенадцатой пятилетке в количестве 40 штук.
Подготовлена и запланирована к внедрению в производство система ССР параметрического типа с дополнительной обратной связью и различным значением параметров в пусковом режиме .для станков с регулируемым приводом главного движения и УЧПУ.
ЗАКЛЮЧЕНИЕ
Основные выводы и рекомендации, полученные в результате теоретических и экспериментальных исследований, проведённых в работе, заключаются в следующем.
1. Существующие системы ССР не обладают достаточно высокими показателями качества работы, поскольку при их построении не учитываются в полной мере особенности работы этих систем, в частности, действие возмущающего воздействия, обусловленного усилием резания.
2. Анализ режимов работы различных систем ССР, проведённый на основе математической модели процесса резания совместно с системой управления показал, что в непрерывных системах ССР
- ошибка по скорости резания в установившихся режимах работы в системах статического типа, которые имеют важное значение для реализации режима ССР программным способом в станках с микропроцессорным управлением, зависит от значения радиуса обработки и от структурного построения самой системы управления;
- динамические процессы в системах ССР в пусковых режимах значительно зависят как от структуры самих систем, так и от технологических параметров процесса резания. В общем случае качественные показатели динамических процессов в этих ; системах имеют тенденцию к ухудшению при комбинации технологических параметров, приводящих к увеличению скорости изменения радиуса обработки;
- максимальное перерегулирование по скорости резания в системах ССР при действии усилия резания тем больше, чем больше тормозящий момент на шпинделе станка, обусловленный этим усилием и другими технологическими параметрами, чем меньше скорость резания и больше радиус обработки. Это перерегулирование различно для различных систем ССР и при прочих равных условиях имеет наименьшее значение в статических системах, особенно в cистеме ССР параметрического типа с дополнительной обратной связью;
- в системах ССР с .дискретным измерением радиуса обработки зависимость динамических процессов от технологических параметров процесса резания в пусковом режиме и в динамических режимах, обусловленных дискретизацией радиуса, имеет гораздо меньшее значение, чем в непрерывных системах. Дискретность измерения радиуса в этих системах при увеличении последнего следует увеличивать, что позволит дополнительно упростить системы за счёт уменьшения аппаратурного состава при сохранении заданной погрешности стабилизации скорости резания.
3. Разработанная методика исследования систем ССР в установившихся режимах и полученные аналитические выражения, описывающие изменение координат систем в этом режиме во времени, и в зависимости от радиуса обработки, дают возможность производить анализ и синтез этих систем ССР с учётом технологических параметров процесса резания при управляющих и возмущающих воздействиях, непрерывном и дискретном измерении радиуса обработки.
4. Проведена линеаризация нелинейных дифференциальных уравнений систем ССР с параметрическими регуляторами скорости резания, выполняемая при некоторых допущениях, накладываемых на линейную часть системы. На основе линеаризованных уравнений можно производить не только всесторонний анализ, но и синтез указанных систем ССР с помощью любых методов линейной теории управления с учётом влияния технологических параметров процесса резания при управляющих и возмущающих воздействиях. При этом погрешность определения переходных функций этих систем для большинства комбинаций технологических параметров не превышает 1,5-2,5 % и лишь в отдельных случаях достигает 20%.
5. На основе теоремы Котельникова получены аналитические, условия, определяющие дискретный или непрерывный характер работы статических систем ССР, в зависимости от технологических параметров процесса резания и параметров самой системы управления три дискретном измерении радиуса обработки. Установлено, что в v большинстве практических случаев характер работы систем ССР, входящих в состав У.ЧПУ, можно считать непрерывным.
6. Синтезирован ряд структурных схем непрерывных систем ССР для токарных станков различных типов: универсальных различной точности и с устройствами ЧПУ, а также разработан алгоритм режима ССР для станков с микропроцессорным управлением, реализуемый' программным способом. Эти системы учитывают технологические особенности работы указанных станков и позволяют получить достаточно высокие показатели качества процессов управления, т.е. перерегулирование по скорости резания в пусковых режимах и при действии усилия резания 5 – 15%, при погрешности стабилизации скорости резания не более 4 - 6% от заданного значения.
7. Разработаны рекомендации по конкретному построению различных систем ССР и.их функциональные схемы, а также конструкции и схемные построения основных элементов этих систем для токарных станков с УЧПУ и универсальных как с регулируемым приводом главного движения, гак и главным приводом, содержащим АКС. Полученные технические решения позволяют реализовать системы ССР с минимальным аппаратурным составом, высокой степенью универсальности и унификации, не усложняющие обслуживания станков УЧПУ и программирования, обладающих высокой надёжностью, работающих полностью автоматически и обеспечивающих стабилизацию скорости резания при обработке деталей любой конфигурации.
Наиболее перспективные системы ССР были реализованы в виде опытно-промышленных образцов и прошли лабораторные и производственные испытания, подтвердившие основные теоретические выводы и положения .диссертационной работы, а также рекомендации по построению и применению этих систем.
Новизна и оригинальность, разработанных технических решений 4 подтверждены 11 авторскими свидетельствами, 4 из которых используются в промышленности.
8. Ряд систем ССР внедрён в производство:
- на Ульяновском авиационном промышленном комплексе имени Д.Ф. Устинова система ССР для токарного станка модели 16К20ФЗ с АКС в главном приводе и УЧЕУ H22-IM с годовым экономическим эффектом более 12 тысяч рублей в год на единицу оборудования при плане внедрения на 11 станков;
- на производственном объединении ИЖМАШ г. Устинова система ССР с интегральным .параметрическим регулятором для универсального токарного станка особо высокой точности модели 250 ИТА с регулируемым приводом главного движения, с экономическим эффектом .2,3 : тысячи рублей в год на один станок. Подготовлен и запланирован в двенадцатой пятилетке серийный выпуск этой системы в комплекте со станком модели 250 ИТА в количестве 40 штук;
- результаты диссертационной работы были использованы при разработке системы ССР параметрического типа с дополнительной обратной связью и различными значением параметров в пусковом режиме для токарного, станка с регулируемым приводом главного движения. и УЧПУ, подготовленной к внедрению в производство.
ЛИТЕРАТУРА
1. Автоматизация процессов механической обработки при изготовлении дисков турбин и компрессоров ТРД /В.Ц.Зориктуев, Р.М.Сибаев, Ш.Г.Исаев, А.А.Загидуллин. - В кн.: Вопросы оптимального резания металлов. - Уфа; Уфимский авиационный ин—т, 1976, с. 51 - 56.
2. Автоматизация типовых технологических процессов и промышленных установок / А.М.Корытин, Н.П.Петров, С.Н.Радимов и др. - Киев, Одесса: Вища школа, 1980. - 373 с,
3. Адаптивное управление станками / Б.М.Базров, Б.С.Балакшин, И.М.Баранчукова и др.; Под ред, Е.С.Балакшина. - М.: Машиностроение, 1973, - 688 с,
4. Адаптивное управление технологическими процессами (на металлорежущих станках) / Ю,М,Соломенцев, В.Г.Митрофанов, С.П.Протопопов и др, - М.: Машиностроение, 1980. - 536 с.
5. Андреев Г.И, ? Босинзон М.А., Кондриков А.И. Электроприводы главного движения металлообрабатывающих станков с ЧПУ. - М.: Машиностроение, 1980. – 152 с.
6. Арапов А.Н, Переходные процессы в многомуфтовых кинематических системах. - Станки и инструмент, 1970, -№9, с. 12 – 14.
7. Арапов А.Н,, Татур О.Н., Фридлидер Г.М. Регулирование под нагрузкой скорости резания токарных станков с ЧПУ шестеренчатой коробкой скоростей с электромагнитными муфтами. - В сб.: Программное управление станками / Отв. ред. В.И.Дикушин, - М.: Наука, 1975, с. 87 - 90.
8. Балашов Е.Д,,. Пузанков Д,В. Микропроцессоры и микропроцессорные системы, - М.: Радио и связь, 1981. - 328 с.
9. Башарин А.В., Новиков В.А., Соколовский Г.Г, Управление электроприводами, - Л.: Энергоиздат, 1982. - 392 с.
10. Бесекерский В.А., Цифровые автоматические системы. - М.: Наука, 1976. - 576 с.
11. Бесекерский В.А., Попов Е.П. Теория систем автоматического регулирования. 3-е изд. – М.: Наука, 1975. – 767с.
12. Вавилов А.А. Частотные методы расчёта нелинейных систем. - Л.: Энергия, 1970. – 323 с.
13. Вальков В.М. Микроэлектронные управляющие вычислительные комплексы. – Л.:. Машиностроение, 1979. - 200 с.
14. Васильев С.В. Электрические точки в зоне резания. – Станки и инструмент, 1974, № 9, с. 26 - 28.
15. А.с. 464841 (СССР). Ваттметровый преобразователь счётчика электрической энергии / Ф.А.Зыкин, М.И.Белый, Т.С. Плотникова и др. Опубл. в Б.И., 1975, № II.
16. Вихман B.C., Райхлин Р.И., Сычёв Ю.M. Системы автоматического регулирования процесса резания и их элементы. - М.: НИИ информации по машиностроению, 1972. - 94 с.
17. ВНИИ метрологической службы. Методика выполнения измерений параметров шероховатости поверхности по ГОСТ 2889- 73 при помощи приборов профильного метода. МИ 41 – 75. – М.: Изд-во стандартов, 1975. - 15 с.
18. Волгин Л.И. Линейные электрические преобразователи для измерительных приборов и систем. – М.: Сов. радио, 1971. - 333 с.
19. Воронов А.А. Основы теории автоматического управления. – М. – Л.-: Энергия, 1966. - Ч.2,364 с.
20. Воронов А.А. Основы теории автоматического управления: Особые линейные и нелинейные системы. – М.: Энергоиздат, 1981 - 304 с.
21. Воронов А.А., Титов В.К., Новоградов Б.Н. Основы теории автоматического регулирования и управления. - М.: Высш. школа, I977.– 519 с.
22. Вульвет Д. Датчики в цифровых системах / Пер. с англ. Под ред. А.С.Яроменка. – М,: Энергоиздат, 1981. - 200 с.
23. Гинзбург С.А.. Лехтман И.Я., Малов B.C. Основы автоматики и телемеханики / Под общ. ред. С.А.Гинзбурга. - М.; Энергия, 1968. – 511 с.
24. Горбачёв М.С. Политический доклад Центрального Комитета КПСС ХХVП съезду Коммунистической партии Советского Союза; Докл. Генерального секретаря ЦК КПСС ХХVП съезду Коммунистической партии Советского Союза 25 февраля 1986 года. - Правда, 1986, 26 февраля.
25. Грицай А.С.| Ермаков С.И., Коровин Б.Г, Устройства числового программного управления на базе микро - ЭВМ "Электроника – 60". — Л,: Ленинград, дом науч. - техн. пропаганды, 198I. – 24 с.
26. ГУтников В.С. Интегральная электроника в измерительных устройствах. - Л,: Энергия, 1980, - 247 с.
27. Д'Днжело Линейные системы с переменными параметрами: Анализ и синтез. Пер. с англ. и ред. Н.Т.Кузовкина, – M.: Машиностроение: 1974.
- 287 с.
28. Деруссо П.М. и др. Пространство состояний в теории . управления: Для инженеров (Пер. с англ. под ред. М.В.Меерова. – М.; Наука, I970. – 620 с.
29. Дискретные нелинейные системы / Под ред. Ю.М.Топчеева. - М.: Машиностроение, 1982. - 312 с.
30. Догановский С.А. Параметрические системы автоматического регулирования. - М.: Энергия, 1973. - 168 с.
31. Заде Л.А.. Дезоер И.А. Теория линейных систем: Метод пространства состояний / Пер. с англ. под ред. Г.С. Поспелова. – М.: Наука, 1970. - 703 с.
32. Зайцев Г.Ф, Теория автомагического управления и регулирования. – Киев.: Вища школа, 1975. – 424 с.
33. Иванов В.А., Кйценко А.С. Теория дискретных систем автоматического управления / Под ред. Е.П.Попова. – М.: Наука, 1983. – 336 с.
34. Иванов В.М. Автоматическое управление процессом стабилизации скорости резания на станках токарной группы: Автореф. дис. на соискание учёной степени канд. техн. наук. - Пермь, 1982. - 20 с.
35. А.с. 970322 (СССР). Устройство для управления станком / В.М.Иванов. Опубл. в Б.И., 1982, № 40.
36. А.с. 947830 (СССР). Аналого-цифровое устройство для управления токарным станком / В.М.Иванов, Г.В.Логинов. Опубл. В Б.И., 1982, № 28.
37. Иванов В.М., Логинов Г.В. Синтез систем управления электроприводом главного движения металлорежущих станков в режиме стабилизации скорости резания. - Электротехническая промышленность. Электропривод, 1973, №I (III), с. 8 – II.
38. Изерман Р. Цифровые системы управления / Пер. с англ. под ред. И.М.Макарова. – М.: Мир, 1984. – 541 с.
39. Измерительные преобразователи контроля перемещения и положения в числовом программном управлении станками: Обзор / В.Я.Солтык, И.Н.Богаенко, Г.Я.Кабков и др.: ЦНИИ информ. и техн, - экон. исслед. приборостроения, средств автоматизации и систем упр., 1974, - вып. 2, 70 с.
40. Исследование путей повышения технологических возможностей станков с системами ЧПУ: Отчёт / Ульяновский политехн. ин-т: Научн. руководитель работы Г.В.Логинов, ответств. исполнитель В.М.Иванов, исполнители Ю.А.Решетников, А.В.Кузьмин - № ГР0183.0044366: инв. № 0285.0041975. – Ульяновск, 1985. - 54 с.
41. Исследование, разработка, внедрение адаптивных систем оптимизации режимов резания: Отчёт / Ульяновский политехи. ин-г; Научн. руководитель работы Г.В.Логинов, ргветств. исполнитель В.М.Иванов, исполнитель А.В.Кузьмин - JS IP8Q0- ' 42283; инв, № 0282.0080673. - Ульяновск, 1982. - 87 о.
42. Исследование, разработка и внедрение адаптивной системы управления для станков с ЧПУ модели I6K20Ф3: Отчёт / Ульяновский политехн., ин-т; Научн. руководитель работы Г.В. Логинов; ответств. исполнитель А.В.Кузьмин № ГР78015072; инв. № 0282.0059695. - Ульяновск, 1981, - 89 с.
43. Исследование, разработка и внедрение системы стабилизации скорости резания для станков модели 250ИТА: Отчёт / Ульяновский политехн., ин-т; Научн. руководитель работы Г.В. Логинов; ответств. исполнитель А.В.Кузьмин –
№ ГР0183.0044367; инв. № 0284.0077537. – Ульяновск, 1983. – 43 с.
44. Казаков И.Е.. Статистическая теория систем управления в пространстве состояний. - М.; Наука, 1975. - 432 с.
45 Киселёв В.М., Сурин Ю.C., Багдасаров Г,А. функциональные схемы некоторых устройств современных систем ЧПУ. - В кн.; Системы числового управления и перспективы их развития / Э.Л.Тихомиров, В.Г.Зусман, А.Г. Розинов и др. - М»: Машиностроение, 1975, с. 151 - 166.
46. Клюев А.С. Автоматическое регулирование. - М.: Энергия, J973. - 392 с.
47. Козлов Ю.M. Юсупов P.M. Беспоисковые самонастраивающиеся системы. – М.: Наука, 1969. - 445 с.
48. Колев К.С. Технология машиностроения. - М. Высш. школа, 1977. - 256 с.49.
49. Колмановский В.Б., Носов В.Р. Устойчивость и периодические режимы регулируемых систем с последействием.- М.: Наука, 1981, - 448 с.
50. Комплексные системы управления электроприводами тяжёлых металлорежущих станков / Н.В.Донской, А.А.Кирилов, Я.М.Кудчан и др.; Под ред. А.Д.Поздеева. - М.: Энергия, 1980, - 228 с.
51. Корн Г., Корн Т. Справочник по математике для научных работников и инженеров: Определения, теоремы, формулы / Пер. с англ. под общ. ред. И.Г.Арамановича. - М.: Наука, 1984. – 831 с.
52. Краус М., Вошни Э. Измерительные информационные системы / Пер. с нем. под ред. Я.В.Малкова. - М.: Мир, 1975. - 310 с.
53. Кринецкий И.И. Расчёт нелинейных автоматических систем. - Киев.: Техника, 1968. - 311 с.
54. А.с. 1030809 (СССР). Множительно-делителъное устройство / А.В.Кузьмин. Опубл. в Б.И., 1983, № 27.
55. Кузьмин А.В. Система адаптивного управления металлорежущим станком с ЧПУ. – Оборудование с числовым программным управлением, 1983, № 4, с. 3-4.
56. Кузьмин А.В. Система стабилизации скорости резания токарного станка с ЧПУ. - Ульяновский ЦНТИ, 1983. -4 с.- (информ. листок / Ульяновский межотр. Террит. ЦНТИ, 150-83).
57. А.0. 1023647 (СССР). Устройство для преобразования периодов импульсной последовательности в напряжение /А.В. Кузьмин, Опубл. в Б.И., 1983, № 22.
58. А.о. 1180845 (СССР). Устройство стабилизации скорости резания, для токарно-винтовых станков с числовым программным управлением / А.В.Кузьмин. Опубл. в Б.И., 1985, № 35. .
59. Кунцевич В.М., Лычак М.М. Синтез систем автоматического управления с помощью функций Ляпунова. – М.: Наука, 1977, - 400 с.
60. Лищинский Л.Ю. Системы привода главного движения с постоянной скоростью резания (ПСР) на прецизионных станках. - В кн.: Электроавтоматика прецизионных станков.М,: Машиностроение, 1968, с. 39 – 89.
61. Логинов Г.В. Приближённые метода исследования нелинейных систем с невозрастающим модулем частотной характеристики. - Саратов.: Изд-во Саратовского ун-та. 1983. - 148 с.
62. Логинов Г.В., Кузьмин А.В. Датчик временных параметров редкоповторящихся и одиночных сигналов для систем автоматического управления и регулирования. - В кн.: Датчики систем измерения, контроля и управления. - Пенза,: Пензенский политехн. ин-т, 1983, с. 124 – 127.
63. Логинов Г.В., Кузьмин А.В. Датчики параметров процесса резания систем ЧПУ со стабилизацией скорости и мощности резания. - В кн.: Измерения и контроль при автоматизации производственных процессов: Тез. докл. Всесовзн. науч.-техн. конф. Измерение и контроль при автоматизации производственных процессов, - Барнаул: Алтайский политехн. Ин-т, 1982, - ч. 3, с. 74.
64. А.с. 819733 (СССР). Измеритель мощности / Г.В.Логинов, А.В.Кузьмин. Опубл. в Б.И., 1981, № 13.
65. А.с. 868609 (СССР). Измеритель мощности / Г.В.Логинов, А.В.Кузьмин, Опубл. в Б.И., 1981, № 36.
66. Логинов Г.В., Кузьмин А.В. Принципы построения и методы исследования систем стабилизации скорости резания. Изв. ВУЗов СССР. Электромеханика, 1984, В 3, с. 40 – 44.
67. Логинов Г.В., Кузьмин А.В. Система адаптивного программного управления металлорежущим станком на основе микропроцессора. В кн.: Проблемы создания и эксплуатации систем ЧПУ для металлообрабатывающего оборудования на основе микропроцессоров; Teз. Докл. Всесоюзн. науч.-техн. конф. Проблемы создания и эксплуатации систем ЧПУ для металлообрабатывающего оборудования на основе микропроцессоров. - М.: Центральное правление науч. техн. общества машиностроительной промышленности, 1982. - ч. 2, с. 154.
68. А.с. 954945 (СССР). Система адаптивного числового программного управления металлорежущим станком. / Г.В.Логинов, А.В.Кузьмин. Опубл. в Б.И., 1982, № 32.
69. Логиноз Г.В., Кузьмин А.В. Системы стабилизации скорости резания для станков токарной группа с ЧПУ. - Станки и инструмент; J983, № 9, о. 15 - 17.
70. А,с. 9?8Ю2 (СССР). Система числового программного управления .с постоянной скоростью резания для токарно-винторезных станков / Г.В.Логинов, А.В.Кузьмин. Опубл. в Б.И., 1982, № 44,
71. Логинов Г.В., Кузьмин А.В. Установившиеся режимы работы систем стабилизации скорости резания при управляющих и возмущающих воздействиях. - Ульяновск, 1985. - 13 с. - Рукопись представлена Ульяновским политехн. ин-том. Деп. В ВИНИТИ 9 июня 1985, № 271 МШ – 85Деп.
72. А.с. 1068994 (СССР). Устройство для стабилизации линейной скорости дискового носителя информации / Г.В.Логинов, А.В.Кузьмин, В.Ц.Соловьёв. Опубл. в Б.И., 1984, № 3.
73. А.с. 1136112 (СССР). Устройство стабилизации скорости резания для токарных станков с ЧПУ / Г.В.Логинов, А.В. Кузьмин, Опубл. в Б.И., 1985, № 3.
74. Макаров А.Д. Оптимизация процессов резания. - М.: Машиностроение, 1976. - 276 с.
75. Макаров А.Д., Зориктуев В.Ц. Автоматическое регулирование процессов резания при торцовом и продольном точении. – В кн.: Резание и инструмент: Респ. Межведомств. темат. науч.-техн. сб. - Харьков, 1973. - вып. 7, с. 5 - 11.
76. А.с. 666045 (СССР). Адаптивная система управления процессом резания / А.Д.Макаров, В.А.Новицкий, Д.Ю.Рюков. Опубл. в Б.И., 1979, № 21.
77. Метод гармонической линеаризации в проектировании нелинейных систем автоматического регулирования / Вавилов В.А., Козлов Ю.М., Максимов А.Д. и др.; под общ. ред. Е.П. Попова, под ред. Ю.И.Топчеева. - М.: Машиностроение, 1970. – 567 с.
78. Методы исследования нелинейных систем автоматического управления / А.Т. Барабанов, В.Я.Катковник, Р.А.Нелепин и др.; под ред. Р.А.Нелепина. - М.: Наука, 1975. – 447 с.
79. Микроэлектронные цифро-аналоговые и аналого-цифровые преобразователи информации / В.Б.Смолов, Е.П.Угрюмов, В.К .Шмидт и др.; Под ред. В.Б.Смолова. - Л.: Энергия, 1976, 336 с.
80. Мирский Г.Я. Измерение временных интервалов. - М. - Л.: Энергия, 1964. - 72 с.
81. Мухин B.C., Зориктуев В.Д. Остаточные напряжения и наклеп при торцовом точении. - Вестник машиностроения, 1974, №I, с. 60 – 63.
82. Наумов Н.Н, Теория нелинейных автоматических.систем: Частотные методы. – М,: Наука, 1972. – 544 с.
83. Общемашиностроительные укрупнённые нормативы времени на работы, выполняемые на металлобрабатывающих станках. Ч. I. Токарные, токарно-карусельные, строгальные и долбёжные станки.:— М.: НИИ труда, 1975, – 348 с.
84. Озеряный Н.А. Системы с параметрической обратной связью. - М.: Энергия, 1974. - 151 с.
85. Цальтов И.Д. Качество процессов и синтез корректирующих устройств в нелинейных автоматических системах. – М.: Наука, 1975. – 367 с.
86. Пальтов И.П. Нелинейные метода исследования автоматических систем. – Л.: Энергия, 1976. – 128 с.
87. Додураев Б.Н. Автоматически регулируемые и комбинированные процессы резания. – М.: Машиностроение, 1977. – 303с.
88. Долозок Н.Д. Исследование сил действующих на нарост при резании сталей, - Изв. ВУЗов. Сер. Машиностроение, 1975, № 12, с. 154 – 157.
89. Попов Е.П. Прикладная теория процессов управления в нелинейных системах, - М.: Наука, 1973. - 583 с.
90. А.с. 783980 (СССР). Преобразователь временного интервала в напряжение / Г.В.Логинов, А.В.Кузьмин, В.М.Иванов и др. Опубл. в Б.И., 1980, с 44.
91.Применение микропроцессорной техники. Труды Международного научно-исследовательского института проблем управления. М.: 1981, вып.1. - 144 с.
92. Программное управление станками / ВД.Сосонкин, О.П. Михайлов, Ю.А.Павлов и др.; Под ред. В.Л.Сосонкина. - М.: Машиностроение, J98I. - 398 с.
93. Пугачёв B.C., Казаков И.В., Евланов Л.Г. Основы статистической теории автоматических систем, - М.: Машиностроение, 1974, - 400 с.
94. Расчёты автоматических систем / А.В.Фатеев, А.А. Вавилов,. Л.П.Смольников и др. под ред. А.В.Фатеева. - М.: Высш. школа, 1973. - 336 с.
95. ратмиров В.А. Основы программного управления станками. – М„: Машиностроение, 1978, - 240 с.
96. Ратмиров В.А., Сиротенко А.П., Гаевский Ю,С. Самонастраивающиеся системы управления станками: Обзор. – М. НИИ информации по машиностроению, I971, - 105 с.
97. Рыжков Н.И. Об основных направлениях экономического и социального развития СССР на 1986 - 1990 годы и на период до 2000 года; Докл. Председателя Совета Министров СССР ХХVII съезду Коммунистической партии Советского Союза 3 марта 1986 года. – Правда, 1986, 4 марта.
98 Самоподнастраивающиеся станки. Управление упругими перемещениями системы СПИД.: Сб. статей / Под ред. Б.С.Балакшина, – M,: Машиностроение, 1970. - 415 с.
99. Сандлер А.С. Электропривод и автоматизация металлорежущих станков, - M,: Высш. школа, 1972, - 440 с.
100. Санковский Е.А. Вопросы теории автоматического управления, - М.: Высш. школа, 1971. - 231 с.
101. Сергиевский Л.В. Электронные устройства систем ЧПУ - М,: Машиностроение, 1977. - 216 с.
102. Системы стабилизации скорости и мощности резания / Г.В.Логинов, В.М.Иванов, А.В.Кузьмин, Ю.А.Решетников. - В кН: Алгоритмы, средства и системы автоматического управления: Тез докл. Поволжской науч.-техн. конф. Алгоритмы, средства и системы автоматического управления. - Волгоград: Научн. Исслед. и проектный ин-т автоматизированных систем управления, 1984, с. 130 – 131.
103. Смирнов В.И. Курс высшей математики. - М,: Наука, 1967. – Т. 2, 656 с.
104. Смолов В.Б. функциональные преобразователи информации. - Л.: Энергоиздат., 1981. - 247 с.
105. Смолой В.Б., .Угрюмов Е.П. Время-импульсные вычислительные устройства. - Л.; Энергия, 1968. - 140 с.
106. Смолов В.Б., Чернявский Е.А. Гибридные вычислительные устройства с дискретно-управляемыми параметрами. - Л.: Машиностроения, 1977. - 296 с.
107. Соботка 3., Стары Я. Микропроцессорные системы. - М.: Энергоиздат, 1981. - 496 с.
108. Солод В.И., Глушко В.В., Бутузов B.C. Унифицированные системы автоматического управления резанием. М.: Машиностроение, 1975. - 102 с.
109. Солодов А.В., Петров А.Ф.Линейные автоматические системы с переменными параметрами. - М.: Наука, 1971. - 620с.
110. Солодовников В.В., Бородин Ю.И., Иоаннисиан А.Б. Частотные методы анализа и синтеза нестационарных линейных систем. – M.: Сов. Радио, 1972. – 168 с.
111. Сосонкин В.Л. Микропроцессорные системы числового программного управления станками. - М.: Машиностроение, 1985. -288 с.
112. Справочник по полупроводниковым .диодам, транзисторам и интегральным схемам /Н.Н. Горюнов, А.Ю.Крейман, Н.Н. Комков и др.; Под общ. ред. Н.Н.Горюнова. - М.: Энергия, 1979 - 744 с.
11З. Справочник технолога-машиностроителя / В.Н.Гриднев, В.В.Досчатов, В.С.Замалин и др.; Под ред. А.Н.Малова. – М.: Машиностроение, 1972. - Т. 2, 568 с.
114. Станки с числовым программным управлением (специализированные) / Н.А.Богданов, Г.Г.Говберг, М.И.Добромыслин и др. Под ред. В.А.Лещенко. - М.: Машиностроение, 1979. - 592 с.
115. Сю Д., Мейер А. Современная теория автоматического управления и её применение / Пер. с англ. под ред. Ю.И.Топчеева. – М.: Машиностроение, 1972. – 544 с.
116. Теория автоматического управления / Л.С.Гольдбаф, Н.М.Александровский, А.В.Балтрушевич и др.; Под общ. ред. А.В.Нетушила. - М.: Высш. школа, 1972. - ч. 2, 432 с.
117. Техническая кибернетика. Теория автоматического регулирования / М.А.Айзерман, Г.А.Бендриков, А.А.Воронов и др.; Под ред. В.В. Солодовникова. - М.: Машиностроение, 1967. – Н. I, 770 с.
118. Техническая кибернетика. Теория автоматического регулирования / А.Н.Дмитриев, Г.К.Круг, Л.Т. Кузин и др.; Под ред. В.В.Солодовникова. – М.: Машиностроение, 1967. – кН. 2, 682 с.
119. Точные методы исследования нелинейных систем автоматического управления / Под ред. Р.А.Нелепина. - М,: Машиностроение, 1971. - 323 с.
120. Ту Ю. Современная теория управления / Пер. с англ. Под ред. В.В.Солодовникова. – М.: Машиностроение, 1971. – 472 с.
121. А.с. 169976 (СССР). Устройство для автоматического управления скоростью резания на токарных станках / Л.ЮЛещинский, И.С.Ерзин, С.И.Павлов и др. Опубл. в Б.И., 1965, № 7.
122. А.с. 384649 (СССР). Устройство для поддержания постоянной скорости резания / Н.В.Конорев, М.Е.Лебенсон, В.Г. Солдатов и др. Опубл. в Б.И., 1973, № 25.
123. А.с. 427831 (СССР). Устройство для поддержания постоянной скорости резания / Н.В.Конорев, М.Е.Лебенсон, В.Г. Солдатов и др. Опубл. в Б.И., 1974, № 18.
124. А.с. 486895 (СССР). Устройство для поддержания постоянной скорости резания / Н.В.Конорев, В.Г.Маранцман, М.П. Рашкович и др. Опубл. В Б.И., 1975, В 37.
125. А.с. 875338 (СССР). Устройство для поддержания постоянной скорости резания / Г.В.Логинов, В.М.Иванов, A.M. Орешин и др. Опубл. в Б.И., 1981, № 39.
126. А.с. 830314 (СССР). Устройство для управления токарным станком / В.М.Иванов, А.В.Кузьмин, Г.В.Логинов и др. Опубл. в Б.И., 1981, № 18.
127. Устройство числового программного управления "Луч- 43Т" и его модификации :"Луч-2Т": Техническое описание. – ДЕИ1.700.000.Т0, 1978. - 159 с.
128. Фёдоров С.М., Литвинов А.П. Автоматические системы с цифровыми управляющими машинами. – М. : Энергия, 1965. – 244 с.
129. Фельдбаум А.А., Дутковский А.Г. Методы теории автоматического управления. - М.: Наука, 1971. - 744 с.
130. Филиппов А.Г., Белкин О.С. Проектирование логических узлов ЭВМ. - М.: Сов. радио, 1974. - 342 с.
131. Филоненко С.Н. Резание металлов. - Киев,: Техника, 1975. - 230 с.
132. Фотоэлектрические преобразователи информации / Л.Н. Преснухин, В.Ф.Шаньгин, С.А.Майоров и др., Под ред. Л.Н.Преснухина. – М.: Машиностроение, 1974. – 375 с.
133. Цыпкин Я.З. Основы теории автоматических систем. – М.: Наука, 1977. – 560 с.
134. Шапарев Н.К. Автоматизация типовых технологических процессов металлообработки: Расчёт и проектирование. - Киев: Одесса: Вища школа, 1984. - 312 с.
135. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики. - Взамен ГОСТ 13358-67; Введ. 01.01.75. - 24 с. УДК 62-408.8 : 006.354. Группа Г00 СССР.
136. Шило В.JI. Линейные интегральные схемы в радиоэлектронной аппаратуре. - М.: Сов. радио, 1979. - 368 с.
137. Юревич Е.И. Теория автоматического управления. - 2-е изд. Л.: Энергия, 1975. - 413 с.
138. Яковлев В.А. Тенденции развития устройств управления следящими приводами подач станков с ЧПУ. - Станкостроение Литва, 1982, г. ХШ, с. 129 - 137.
139. Allison A. Follow three simple rules to improve software productivity. - Everything Designers Need - EDN, 1980, march 20, pp. 167-171.
140. Bollinger J.G. Digital controls and feed drives state-of-the-art and new developments. - CIRP Annals, 1980, v. 29, N. 2, pp. 497 - 506.
141. Duffi N.A., Bollinger J.G. Distributed computing systems for multipleprocessor industrial control. - Annals of the CIRP, 1980, v. 29, N. 1, pp. 357 - 362.
142. Dunlop G.R. A rapid computational method for improvemets to nearest neighbour interpolation. - Computers and Mathematics, 1980, v. 6, N. 3, pp. 349 - 353.
143. Erdelyi P. Interpolator features for СNC systems of machine tools. - IFAC Symposium, Control Problems and Devices, Budapest, Hungary, 1980, - Oxford, 1981, pp. 103 - 110.
144. Patent 125986 (DDR). Einrichtung zur Aufzeichnung und/oder Wiedergabe elektrischer Signale/ W. Heis.
145. Patent 148272 (DDR). Einrichtung zur Erzeugung eines zeitlich nichtlinearen Drehzahlverlaufs/ W. Heis, M. Werneburg.
146. Kishinami Т., Saito K. Machining systems for three-dimensional curved surface by means of real time control cutting edge envelope, - Annals of the CIRP, 1982, v. 31, pp. 275 - 279.
147. Papaipannou S.G. Interpolation algorithms for numerical control. - Computers in Industry, 1979 v. 1, N. 1, pp. 27 - 40.
148. Sata Т., Kimura F., Okada N., Hosaka M. A new method of NC interpolation for machining the sculptured surface. Annals of the CIRP, 1981, v. 30, N. 1, pp. 369 - 372.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
СВЕДЕНИЯ О ВНЕДРЕНИИ И ИСПОЛЬЗОВАНИИ РЕЗУЛЬТАТОВ РАБОТЫ
Главный инженер Ульяновского Авиационно-промышленного комплекса |
Проректор по научной работе Ульяновского политехнического института |
Лаптев В.Ф. |
Ефимов В.В. |
23.12.1981г. |
|
АКТ ВНЕДРЕНИЯ
результатов законченной научно- исследовательской работы по теме "Исследование, разработка и внедрение адаптивной системы управления для станков с ЧПУ модели 16К20ФЗ по номенклатуре предприятия"
Мы нижеподписавшиеся,
Представитель Ульяновского политехнического института - руководитель научно-исследовательской работы к.т.н. доцент Логинов Г.В.
Представитель Ульяновского авиационно-промышленного комплекса начальник отдела ОРП тов.Орлов Н.Н
составили настоящий акт в том, что:
1. Результаты научно-исследовательской работы "Исследование, разработка и внедрение адаптивной система управления для станков ЧПУ модели 16К20ФЗ по номенклатуре предприятия" по договору №17-70/78 от I декабря 1978 с Ульяновским авиационно-промышленным комплексом, полученные лабораторией кафедры "Электропривод и АПУ" Ульяновского политехнического института, путем изготовления и испытания в лабораторных и производственных условиях опытного образца адаптивной системы управления внедрены путем установки разработанной системы на станок 16К20ФЗ с системой ЧПУ, с передачей в отдел
ОРП Ульяновского авиационно-промышленного комплекса конструкторско-технической документации на упомянутую адаптивную систему управления.
Получены следующие результаты: разработанная система адаптивного управления станком с ЧПУ, состоящая из систем стабилизации скорости и мощности резания позволяет получить необходимое быстродействие, поддерживать с заданной точностью скорость и мощность резания и обеспечивает выполнение всех технологических требований при любых видах токарной обработки, неувеличивая объема рабочих программ и не усложняя обслуживание комплекса система ЧПУ-станок. При торцевом и фасонном точении заготовок из стали и титана диаметром 290 -.400 мм машинное время на обработку уменьшено в 1,5 - 2 раза, а шероховатость поверхности снижена на 1 - 1,5 класса. Увеличена надежность работы станка за счет уменьшения вероятности его аварий по причине неконтролируемых сбоев приводящих к увеличению мощности резания выше нормы. .Увеличена на 5-8% стойкость режущего инструмента.
Экономическая эффективность, ожидаемая от внедрения разработанной системы управления станком с ЧПУ, в расчете на один год составляет I469I9 рублей (сто сорок шесть тысяч девятьсот девятнадцать рублей) при плане внедрения II станков в год.
2. При проектировании и разработке системы адаптивного управления станком с ЧПУ использованы научные рекомендации по исследованию и разработке систем автоматического управления параметрами технологического процесса резания, полученные в диссертационной работе аспиранта Ульяновского политехнического института Кузьмина А.В, Предложенные тов. Кузьминым принципы построения систем стабилизации скорости и мощности резания позволили определить рациональные структуры схем систем стабилизации, учитывающие технологические особенности обработки изделий на токарных станках с системой ЧПУ, при всех видах обработки с учетом совместной работы систем стабилизации скорости и мощности резания и позволили разработать на их основе ряд оригинальных схемных решений, а также сформулировать рекомендации по их практическому применению.
В основу построения систем стабилизации скорости и мощности резания были положены технические решения, защищенные авторскими свидетельствами А.с. № 819733 "Датчик мощности" (Г.В.Логинов, А.В.Кузьмин), А.с.по заявке № 8250064/18-24 "Система адаптивного числового программного управления металлорежущим станком" (Г.В. Логинов, А.В.Кузьмин), заявка на изобретение № 3296400/18-24 "Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков" ((Г.В.Логинов, А.В.Кузьмин) заявка на изобретение № 3297650/21 "Датчик мощности" (Г.В.Логинов, А.В.Кузьмин), которые позволили обеспечить стабилизацию мощности и скорости резания при любых видах токарной обработки, повысить точность стабилизации мощности резания, уменьшить вероятность аварий станка от неконтролируемых сбоев системы ЧПУ, не увеличивая при этом объема программ обработки и технического обслуживания комплекса система ЧПУ-станок.
3. Считать необходимым изготовление партии опытных образцов упомянутой адаптивной системы в заводских условиях с целью внедрения ее на других однотипных станках. Указанная система адаптивного управления может быть использована на других моделях станков и .другими системами ЧПУ с соответствующей конструктивной доработкой.
От Ульяновского авиациооно-промышленного комплекса |
От Ульяновского политехнического института |
Н.Орлов |
Г.Логинов |
-
УТВЕРЖДАЮ
Главный инженер
Производственного объединения
«Ижмаш»
О.И.Собин
АКТ
внедрения результатов диссертационной работы
Кузьмина Александра Васильевича на тему:
"Система стабилизации скорости резания процесса формообразования деталей с переменным радиусом обработки на станках токарной группы".
Комиссия в составе председателя начальника специанализированного конструкторского бюро станкостроения (CКБС) Сущева М, и членов начальника бюро электроавтоматики и электропривода станков СКБС Яворского В., начальника бюро универсальных токарных станков СКБС Шалагина Е. констатирует, что диссертационная работа т. Кузьмина А.В. посвящена усовершенствованию процесса токарной обработки и по своему содержанию рассматривает вопросы производственного характера, свойственные нашему предприятию. В своей работе автор разработал новую методику исследования систем стабилизации скорости резания (ССР) при управляющих и возмущающих воздействиях, учитывающую влияние технологических параметров процесса резания На основе детального анализа динамических и установившихся процессов в системах ССР т.Кузьминым А.В. разработаны принципы построения этих систем, а также их структуры, обеспечивающие необходимые показатели качества работы этих систем для всего диапазона изменения технологических параметров.
Результаты диссертационной работы были положены в основу разработки системы ССР с интегральным параметрическим регулятором для токарного станка особо высокой точности модели 250 ИТА.
Производственные испытания этой системы показали, что она обладает высокими показателями качества работы: погрешность стабилизации скорости резания не более 4%, перерегулирование по скорости резания не более 12 % в пусковом режиме и – 15% при действии усилия резания во всем диапазоне возможных значений технологических параметров.
Внедрение этой системы позволяет при изготовлении деталей любой конфигурации с переменным радиусом обработки уменьшить одновременно высоту и шаг микронеровностей в центральных участках деталей, а также машинное время обработки до 2-х раз, повысить износостойкость резцов на снизить колебания глубины и степени наклепа и остаточных напряжений по поверхности деталей, что позволяет получить экономический эффект 2,3 тыс.руб {две тысячи триста рублей) в год на один станок.
В двенадцатой пятилетке запланировано серийное внедрение указанной системы в количестве 40 штук.
Представитель комиссии М.Сущев
Члены комиссии В.Яворский
Е.Шалагин
-
Типовая межведомственная форма №Р-2 Утверждена приказом ЦСУ ССС №6 от 18августа от 18 августа 1976г.
У
Ульяновский авиационнон-промышленный комплекс
предприятие, организации, учреждение
Акт
Об использовании предложения
«25» августа 1983г.
Регистрационный номер авторского
Свидетельства 819733_____________________
Название предложения ____________Измеритель мощности_______
____________________________________________________________
____________________________________________________________
Использовано с «25» августа _1983г. в цехе №164 и 243 МЗП_______
____________________________________________________________
В соответствии с описанием или с формулой изобретения (ненужное зачеркнуть)
Зам. главного
Инженера УАПК ____________/Герман К.Г./
Члены комиссии: Зам. начальника МЗП_____________/Гущин Е.Д./
Зам. начальника цеха №164__________/Абрамов/
Зам. начальника №243 __________/Алексеев В.В/
Начальник патентного
отдела __________/Жданов Э.В./
С началом использования предложения ознакомлены:
Автор (соавторы) Логинов Г.В.
Кузьмин А.В.
«17» ноября 1983г.
-
Типовая межведомственная форма №Р-2 Утверждена приказом ЦСУ ССС №6 от 18августа от 18 августа 1976г.
У
Ульяновский авиационнон-промышленный комплекс
предприятие, организации, учреждение
Акт
Об использовании предложения
«25» августа 1983г.
Регистрационный номер авторского
Свидетельства 954945____________________
Название предложения ____________Система адаптивного числового программного управления металлорежущим станком_______________
____________________________________________________________
Использовано с «25» августа _1983г. в цехе №164 и 243 МЗП_______
____________________________________________________________
В соответствии с описанием или с формулой изобретения (ненужное зачеркнуть)
Зам. главного
Инженера УАПК ____________/Герман К.Г./
Члены комиссии: Зам. начальника МЗП_____________/Гущин Е.Д./
Зам. начальника цеха №164__________/Абрамов/
Зам. начальника №243 __________/Алексеев В.В/
Начальник патентного
отдела __________/Жданов Э.В./
С началом использования предложения ознакомлены:
Автор (соавторы) Логинов Г.В.
Кузьмин А.В.
«17» ноября 1983г.
-
Типовая межведомственная форма №Р-2 Утверждена приказом ЦСУ ССС №6 от 18августа от 18 августа 1976г.
У
Ульяновский авиационнон-промышленный комплекс
предприятие, организации, учреждение
Акт
Об использовании предложения
«25» августа 1983г.
Регистрационный номер авторского
Свидетельства 978102____________________
Название предложения ____________Система числового программного управления постоянной скоростью резания для токарно-винторезных станков __________________________________________
Использовано с «25» августа _1983г. в цехе №164 и 243 МЗП_______
____________________________________________________________
В соответствии с описанием или с формулой изобретения (ненужное зачеркнуть)
Зам. главного
Инженера УАПК ____________/Герман К.Г./
Члены комиссии: Зам. начальника МЗП_____________/Гущин Е.Д./
Зам. начальника цеха №164__________/Абрамов/
Зам. начальника №243 __________/Алексеев В.В/
Начальник патентного
отдела __________/Жданов Э.В./
С началом использования предложения ознакомлены:
Автор (соавторы) Логинов Г.В.
Кузьмин А.В.
«17» ноября 1983г.
-
Типовая межведомственная форма №Р-2 Утверждена приказом ЦСУ ССС №6 от 18августа от 18 августа 1976г.
Ульяновский авиационно-промышленный комплекс
предприятие, организации, учреждение
Акт
Об использовании предложения
«22» мая 1984г.
Регистрационный номер авторского
Свидетельства авторское свидетельство по заявке №3641124/24, решение о выдаче от 6 марта 1984г.______________________________________________________
Название предложения ____________Устройство стабилизации скорости резания для токарных станков с ЧПУ________________Использовано с «22» мая _1984г. в цехе №164 и 243 МЗП__________
_________________________________________________________________
В соответствии с описанием или с формулой изобретения (ненужное зачеркнуть)
Зам. главного
инженера УАПК ____________/Герман К.Г./
Члены комиссии: Зам. начальника МЗП_____________/Гущин Е.Д./
Зам. начальника цеха №164__________/Абрамов/
Зам. начальника №243 __________/Алексеев В.В/
Начальник патентного
отдела __________/Жданов Э.В./
С началом использования предложения ознакомлены:
Автор (соавторы) Логинов Г.В.
Кузьмин А.В.
«12»июля 1984г.
ПРИЛОЖЕНИЕ 2
ПОКАЗАТЕЛИ КАЧЕСТВА ПРОЦЕССОВ УПРАВЛЕНИЯ
П.2. Показатели качества процессов управления непрерывных систем стабилизации скорости резания
Одной из важнейших характеристик систем автоматического управления, в том числе и систем ССР, является ошибка поддержания на заданном уровне в установившемся режиме регулируемой величины. В данном случае ошибка между заданным V3 и фактическим значением V скорости резания определяется по формуле
 ,
(П.2.1)
,
(П.2.1)
Во всех рассмотренных системах ССР принималась равной 0,05, кроме специально указанных случаев.
Основным
показателем качества работы систем в
динамических режимах.(117) является
максимальное отклонение регулируемой
величины от её установившегося значения
или максимальное перерегулирование
 ,
определяемое в процентах по следующей
формуле
,
определяемое в процентах по следующей
формуле
 , (П.2.2)
, (П.2.2)
где Vmox - максимальное отклонение скорости резания.
Другим основным показателем качества является время регулирования tp, т.е. наименьшее из значений времени, отсчитываемого от момента приложения воздействия, после которого имеет место неравенство
 (П.2.3)
(П.2.3)
В неравенстве (П.2.3) также равна 5%.
К основным показателям качества относится число колебаний регулируемой величины Nn или число перерегулирований за время регулирования -tр и время -tM , соответствующее максимальному перерегулированию .
Исследование
.динамических процессов в системах ССР
проводилось при решении нелинейных
дифференциальных уравнений, описывающих
работу систем, численным методом
Рунге-Кутте, решении линеаризованных
дифференциальных уравнений и уравнений,
полученных методом замороженных
коэффициентов (см. § 2.3), с использованием
цифровых вычислительных машин. При этом
считалось, что метод Рунге-Кугта даёт
точные результаты. Далее приводятся
показатели качества
 ,
определённые с его помощью, а метод
замороженных коэффициентов и
линеаризованные уравнения дают
приближённые результаты, оценка точности
которых производилась при их сравнении
с результатами, определёнными методом
Рунге-Кутта. Для этого использовались
следующие оценки: относительная
погрешность определения максимального
(первого) перерегулирования по скорости
резания
,
определённые с его помощью, а метод
замороженных коэффициентов и
линеаризованные уравнения дают
приближённые результаты, оценка точности
которых производилась при их сравнении
с результатами, определёнными методом
Рунге-Кутта. Для этого использовались
следующие оценки: относительная
погрешность определения максимального
(первого) перерегулирования по скорости
резания
 и
угловой скорости
и
угловой скорости
 в
процентах
в
процентах
,  (П.2.4)
(П.2.4)
где Vn max – максимальное абсолютное значение перерегулирования по скорости резания, полученное с помощью линеаризованных уравнений или методом замороженных коэффициентов;
Vr max - максимальное абсолютное значение перерегулирования по скорости резания, определённое методом Рунге-Кутта.
 (П.2.5)
(П.2.5)
Где wn max – максимальное абсолютное значение перерегулирования по угловой скорости шпинделя, полученное с помощью линеаризованных уравнений или методом замороженных коэффициентов;
wR max — максимальное абсолютное значение перерегулирования по угловой скорости шпинделя, определённоe методом Рунге-Кутта.
При
исследовании систем ССР на основе
линеаризованных .уравнений дополнительно
находилось максимальное относительное
отклонение (погрешность определения)
 радиуса Rn,
полученного при решении линеаризованных
уравнений, от значений радиуса RR
,
найденного методом Рунге-Кутта, за время
tр,
т.е.
радиуса Rn,
полученного при решении линеаризованных
уравнений, от значений радиуса RR
,
найденного методом Рунге-Кутта, за время
tр,
т.е.
.  (П.2.6)
(П.2.6)
Подобная оценка для метода замороженных коэффициентов невозможна, т.к. он не учитывает изменение R .
Необходимо также отметить, что определение по первому {максимальному) перерегулированию даёт для линеаризованных уравнений максимальное значение, а для последующих перерегулирований расхождение между wR max и wn max будет всё меньше при увеличении N. Для метода замороженных коэффициентов, наоборот, - определение первому перерегулированию имеет минимальное значение, а с ростом N оно будет расти. Это объясняется тем, что метод замороженных коэффициентов не учитывает изменение R и установившееся значение w , около которого совершаются колебания w(t) в динамическом режиме, постоянно. Фактическое же значение R и установившееся значение w с течением времени изменяются, что учитывается в линеаризованных уравнениях (см. рис. 2.3).
Показатели
качества находились для различных
комбинаций технологических параметров;
V3
-
заданной скорости резания, R0-
начального радиуса обработки, KR-
поперечной подачи. При этом необходимо
учесть, что KR
задано
в мм/рад и для перевода этой величины в
традиционную размерность мм/об необходимо
домножить значение KR
на
 .
В таблицах показатели качества
сгруппированы по горизонтальным строкам
и вертикальным графам в колонки,
отличающиеся значениями R0
и
V3
причём горизонтальные колонки разбиты
на строки, отличающиеся значением КR.
Такое построение таблиц даёт наиболее
наглядное представление об изменении
показателей качества при различных
комбинациях технологических параметров.
.
В таблицах показатели качества
сгруппированы по горизонтальным строкам
и вертикальным графам в колонки,
отличающиеся значениями R0
и
V3
причём горизонтальные колонки разбиты
на строки, отличающиеся значением КR.
Такое построение таблиц даёт наиболее
наглядное представление об изменении
показателей качества при различных
комбинациях технологических параметров.
В табл. П.2.1 - П.2.5 приведены показатели качества систем СCP с главным приводом, имеющим параметры Т= 0,3, , К1К2 = 2, при действии управляющего воздействия V3 и F=0, т.е. в пусковом режиме. Значение коэффициента Kpv в АП, АПР и ПДС (АППР) системах CСP определяется в соответствии с (1.36), (1.59), (1.74) при значении технологических параметров Rmox= 250мм; V3 = 2м/с, Rr= 10мм; , т.е для тех же значений параметров, для которых построены зависимости V от R, в § 1.4 (см, рис. 1.15). Значение коэффициента Kpv в системе ССР с ИПР-1 регулятором определялось для каждой комбинации технологических параметров V3,R0, КR, исходя из соображений получения лучшего, в смысле качественных показателей , tp, Nn переходного процесса по скорости резания для каждой комбинации V3 , Rо , КR. В системе ССР с ИПР-2 регулятором значение Крv определялось требованием получения наилучшего переходного процесса по V для всех возможных значений комбинаций технологических параметров.
Здесь необходимо отметить, что стабилизация V с заданной ошибкой при F≠0 и принятых значениях Kpv в АПР и ПДС (АППР) системах обеспечивается не во всём диапазоне технологических параметров, а лишь при той их комбинации, которая удовлетворяет соответствующим неравенствам (1.59), (1.74). Это возможно при V3 > 2м/с и любых других указанных значениях технологических параметров или при снижении значения F и расширении за счёт этого диапазона V3 вниз и т.п. Обеспечение режима ССР с заданной ошибкой во всём диапазоне технологических параметров путём увеличения Kpv в АП системе невозможно вообще, т.к. в ней Kpv имеет и .без этого очень большое значение, приводящее к значительной колебательности процессов в системе (см. табл. П.2.1). В ПДС системе ССР увеличение Kpv требует принятия специальных мер (см. § 2.3), исключающих ухудшение динамики системы.
Результаты более подробного исследования наиболее перспективных АПР, ПДС, АППР систем ССР и системы ССР с ИПР-2 регулятором, с поперечной подачей, обеспечивающей движение как к центру шпинделя (KR<0), так и от его центра (KR>0) для средних токарных станков, имеющих диапазон технологических параметров [131] , указанный в
Таблица П. 2.1.
Показатели качества АП системы ССР в пусковом режиме по скорости резания
при Kpv= 1000
V3, м/с |
0,2 |
20,0 |
20,0 |
|||||||||||||
R0, мм |
KК, мм/рад |
tp, с |
|
TM , с. |
Nn |
tp, с |
% |
TM , с. |
Nn |
tp, с |
% |
TM , с. |
Nn |
|||
500 |
1,6 |
1,20 |
47 |
0,02 |
41 |
1,20 |
45 |
0,04 |
19 |
1,34 |
45 |
0,04 |
44 |
|||
0,4 |
1,20 |
47 |
0,02 |
41 |
1,20 |
45 |
0,04 |
19 |
1,30 |
45 |
0,04 |
43 |
||||
0,16 |
1,20 |
47 |
0,02 |
41 |
1,20 |
45 |
0,04 |
19 |
1,26 |
45 |
0,04 |
42 |
||||
0,016 |
1,20 |
47 |
0,02 |
41 |
1,20 |
45 |
0,04 |
19 |
1,24 |
45 |
0,04 |
41 |
||||
50 |
1,6 |
1,32 |
72 |
0,08 |
14 |
1,76 |
89 |
0,08 |
24 |
2,24 |
146 |
0,08 |
49 |
|||
0,4 |
1,24 |
72 |
0,08 |
13 |
1,28 |
73 |
0,08 |
14 |
1,84 |
95 |
0,08 |
31 |
||||
0,16 |
1,16 |
72 |
0,08 |
12 |
1,24 |
71 |
0,08 |
13 |
1,64 |
81 |
0,08 |
23 |
||||
0,016 |
1,12 |
72 |
0,08 |
11 |
1,16 |
71 |
0,08 |
12 |
1,32 |
72 |
0,08 |
14 |
||||
5 |
1,6 |
2,20 |
141 |
0,24 |
16 |
2,32 |
219 |
0,16 |
30 |
- |
323 |
0,10 |
- |
|||
0,4 |
2,0 |
81 |
0,26 |
10 |
2,28 |
182 |
0,20 |
21 |
2,56 |
244 |
0,12 |
42 |
||||
0,16 |
1,68 |
65 |
0,30 |
7 |
2,20 |
141 |
0,24 |
16 |
2,44 |
193 |
0,16 |
32- |
||||
0,016 |
1,76 |
50 |
0,32 |
6 |
1,68 |
70 |
0,28 |
7 |
2,20 |
141 |
0,24 |
16 |
||||
 %
%
Таблица П.2.2
Показатели качества АПР системы ССР в пусковом режиме по скорости резания
при

|
0,2 |
2,0 |
20,0 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
1,6 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
1,40 |
65 |
0,20 |
7 |
|
0,4 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
1,20 |
64 |
0,20 |
6 |
||
0,16 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
||
0,016 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
1,20 |
63 |
0,20 |
6 |
||
50 |
1,6 |
1,05 |
25 |
0,70 |
1 |
1,75 |
51 |
0,65 |
3 |
2,10 |
124 |
0,45 |
7 |
|
0,4 |
1,05 |
22 |
0,70 |
1 |
1,35 |
30 |
0,65 |
2 |
2,10 |
75 |
0,55 |
5 |
||
0,16 |
1,05 |
21 |
0,70 |
1 |
1,05 |
25 |
0,70 |
1 |
1,75 |
51 |
0,65 |
3 |
||
0,016 |
1,05 |
20 |
0,70 |
1 |
1,05 |
21 |
0,70 |
1 |
1,05 |
25 |
0,70 |
1 |
||
5 |
1,6 |
2,20 |
63 |
1,50 |
1 |
2,30 |
120 |
0,80 |
4 |
2,35 |
189 |
0,50 |
8 |
|
0,4 |
3,70 |
38 |
2,10 |
1 |
2,75 |
84 |
1,15 |
3 |
2,25 |
147 |
0,65 |
5 |
||
0,16 |
5,50 |
27 |
2,80 |
1 |
2,15 |
63 |
1,45 |
1 |
2,30 |
120 |
0,80 |
4 |
||
0,016 |
8,90 |
8 |
5,70 |
1 |
5,60 |
27 |
2,80 |
1 |
2,15 |
62 |
1,50 |
1 |
||








Таблица П.2.3
Показатели качества ПДС и АППР систем ССР в пусковом режиме по скорости резания
при

|
0,2 |
2,0 |
20,0 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
1,6 |
1,20 |
53 |
0,28 |
6 |
1,20 |
53 |
0,28 |
4 |
1,24 |
55 |
0,28 |
4 |
|
0,4 |
1,20 |
53 |
0,28 |
6 |
1,20 |
53 |
0,28 |
4 |
1,24 |
55 |
0,28 |
4 |
||
0,16 |
1,20 |
53 |
0,28 |
6 |
1,20 |
53 |
0,28 |
4 |
1,24 |
54 |
0,28 |
4 |
||
0,016 |
1,20 |
53 |
0,28 |
6 |
1,20 |
53 |
0,28 |
4 |
1,20 |
53 |
0,28 |
4 |
||
50 |
1,6 |
1,24 |
53 |
0,28 |
1 |
1,92 |
57 |
0,28 |
6 |
2,52 |
212 |
0,28 |
8 |
|
0,4 |
1,24 |
53 |
0,28 |
1 |
1,56 |
53 |
0,28 |
5 |
2,48 |
105 |
0,32 |
8 |
||
0,16 |
1,20 |
53 |
0,28 |
1 |
1,24 |
53 |
0,28 |
4 |
1,60 |
75 |
0,32 |
5 |
||
0,016 |
1,20 |
53 |
0,28 |
1 |
1,24 |
53 |
0,28 |
4 |
1,28 |
53 |
0,32 |
4 |
||
5 |
1,6 |
2,32 |
212 |
0,28 |
1 |
2,96 |
425 |
0,28 |
10 |
2,88 |
1575 |
0,20 |
10 |
|
0,4 |
2,12 |
107 |
0,28 |
1 |
2,68 |
320 |
0,28 |
9 |
2,64 |
916 |
0,24 |
9 |
||
0,16 |
1,60 |
75 |
0,28 |
1 |
2,32 |
212 |
0,28 |
8 |
2,52 |
631 |
0,24 |
8 |
||
0,016 |
1,24 |
53 |
0,28 |
1 |
1,80 |
75 |
0,28 |
6 |
2,46 |
187 |
0,24 |
8 |
||
Таблица II.2.4
Показатели качества системы ССР с ИПР-1 регулятором в пусковом режиме по скорости резания
при
различных значениях

|
0,2 |
2,0 |
20,0 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
500 |
1,6 |
1,0 |
2,0 |
3 |
2,4 |
0 |
1,0 |
2,0 |
3 |
2,4 |
0 |
1,7 |
5,2 |
35 |
1,7 |
3 |
||
0,4 |
1,0 |
2,0 |
3 |
2,4 |
0 |
1,0 |
2,0 |
3 |
2,4 |
0 |
0,9 |
2,0 |
2 |
2,8 |
0 |
|||
0,16 |
1,0 |
2,0 |
3 |
2,4 |
0 |
1,0 |
2,0 |
3 |
2,4 |
0 |
0,9 |
2,0 |
1 |
2,8 |
0 |
|||
0,016 |
1,0 |
2,0 |
3 |
2,4 |
0 |
1,0 |
2,0 |
3 |
2,4 |
0 |
0,9 |
2,0 |
1 |
2,8 |
0 |
|||
50 |
1,6 |
1,6 |
5,2 |
30 |
2,0 |
3 |
1,4 |
6,0 |
102 |
2,0 |
3 |
1,2 |
6,0 |
375 |
1,6 |
0 |
||
0,4 |
1,8 |
3,6 |
28 |
1,8 |
2 |
1,6 |
5,6 |
47 |
1,8 |
3 |
1,3 |
6,0 |
168 |
2,0 |
3 |
|||
0,16 |
1,5 |
2,8 |
17 |
2,0 |
1 |
2,0 |
4,8 |
45 |
1,6 |
3 |
1,5 |
5,6 |
103 |
2,0 |
3 |
|||
0,016 |
1,5 |
2,8 |
3 |
2,0 |
1 |
2,3 |
4,5 |
39 |
1,5 |
3 |
1,8 |
5,2 |
39 |
1,6 |
3 |
|||
5 |
1,6 |
1,1 |
6,4 |
338 |
1,8 |
3 |
0,9 |
6,8 |
1035 |
1,6 |
3 |
0,9 |
7,0 |
3155 |
1,6 |
3 |
||
0,4 |
1,3 |
6,0 |
167 |
2,0 |
3 |
1,0 |
6,4 |
535 |
1,6 |
3 |
0,9 |
6,8 |
1635 |
1,6 |
3 |
|||
0,16 |
1,4 |
6,0 |
102 |
2,0 |
3 |
1,1 |
6,4 |
340 |
1,6 |
3 |
1,0 |
6,6 |
1130 |
1,6 |
3 |
|||
0,016 |
2,0 |
4,8 |
45 |
1,8 |
3 |
1,6 |
5,6 |
109 |
1,6 |
3 |
1,2 |
6,6 |
373 |
1,6 |
3 |
|||
Таблица II.2.5
Показатели качества системы ССР с ИПР-2 регулятором в пусковом режиме по скорости
резания
при

|
0,2 |
2,0 |
20,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
500 |
1,6 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
2,0 |
0,7 |
2,6 |
0 |
0,4 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
|
0,16 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
|
0,016 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
|
50 |
1,6 |
2,0 |
0,7 |
2,6 |
0 |
4,0 |
6,0 |
2,0 |
2 |
3,6 |
18,0 |
1,4 |
2 |
0,4 |
2,2 |
0 |
нет |
0 |
1,6 |
2,0 |
2,2 |
0 |
4,0 |
11,0 |
1,8 |
2 |
|
0,16 |
2,2 |
0 |
нет |
0 |
2,0 |
0,7 |
2,4 |
0 |
4,0 |
6,5 |
2,0 |
2 |
|
0,016 |
2,2 |
0 |
нет |
0 |
2,2 |
0 |
нет |
0 |
2,0 |
0,7 |
2,6 |
0 |
|
5 |
1,6 |
3,6 |
18,0 |
1,4 |
2 |
3,4 |
32,0 |
1,2 |
2 |
3,2 |
45,0 |
1,0 |
2 |
0,4 |
4,0 |
11,0 |
1,8 |
2 |
3,6 |
23,0 |
1,4 |
2 |
3,2 |
38,0 |
1,0 |
2 |
|
0,16 |
2,0 |
6,6 |
2,0 |
0 |
3,8 |
18,0 |
1,4 |
2 |
3,4 |
32,0 |
1,2 |
2 |
|
0,016 |
2,0 |
0,7 |
2,6 |
0 |
4,0 |
6,0 |
2,0 |
2 |
3,6 |
18,0 |
1,4 |
2 |
|
таблицах, приведены для пускового режима в табл.П.2.6 - П.2.15. Анализ работы этих систем проводился при значении параметров систем, определяемых (1.77); значение Kpv для АПР, ПДС и АППР систем ССР находилось в соответствии с (1.59), (1.74) для тех же значений технологических параметров, что и ранее, но при М=5н∙м. Это необходимо для дальнейшего исследования систем с учётом возмущения F , когда в системе происходит увеличение радиуса обработки от его начального значения R0 (KR>0). В этом случае, если задаться в начальных условиях номинальным моментом М=18Н∙м сразу же после качала переходного процесса, обусловленного действием F , произойдёт превышение номинального момента, т.к. M = FR и двигатель главного движения будет перегружен.
Анализ динамических процессов в системах ССР не производился для случая R0≤10 мм , КR<0 , т.к. детали подобного типа встречаются редко, а такой начальный радиус обработки очень близок к Rr ниже которого осуществление режима ССР невозможно вследствие ограниченных возможностей (wmax ) оборудования.
В
табл. П.2.11 приведены показатели качества
для ППР и систем ССР в пусковом режиме
при различных значениях Kpv.
Причём, если указано только одно какое-то
значение, а пускового нет, то система
движется после приложения управляющего
воздействия при данном значении Kpv
.
Если же значений два, т.е.
 ,и
Kpv
то система на первом участке, следующим
непосредственно за моментом приложения
управляющего воздействия V3
, движется до момента затухания переходной
составляющей V
коэффициентом
.
,и
Kpv
то система на первом участке, следующим
непосредственно за моментом приложения
управляющего воздействия V3
, движется до момента затухания переходной
составляющей V
коэффициентом
.
В таблице же в этой графе указываются показатели качества, уносящиеся к случаю . Затем значение коэффициента скачком изменяется и становится равным Крv , возникающий в результате этого переходный процесс в системе имеет очень незначительное перерегулирование, не более 0,05% по любой координате системы в
Таблица II.2.6
Показатели качества АПР системы ССР в пусковом режиме по скорости резания
при

|
0,4 |
2,0 |
10,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
0,24 |
0,120 |
51,731 |
0,027 |
4 |
0,120 |
51,415 |
0,027 |
4 |
0,120 |
51,482 |
0,027 |
4 |
0,08 |
0,120 |
51,400 |
0,027 |
4 |
0,120 |
51,404 |
0,027 |
4 |
0,120 |
51,433 |
0,027 |
4 |
|
0 |
0,120 |
51,399 |
0,027 |
4 |
0,120 |
51,399 |
0,027 |
4 |
0,120 |
51,399 |
0,027 |
4 |
|
-0,08 |
0,120 |
51,398 |
0,027 |
4 |
0,120 |
51,393 |
0,027 |
4 |
0,120 |
51,362 |
0,027 |
4 |
|
-0,24 |
0,120 |
51,396 |
0,027 |
4 |
0,120 |
51,382 |
0,027 |
4 |
0,120 |
51,315 |
0,027 |
4 |
|
50 |
0,24 |
0,105 |
19,619 |
0,070 |
1 |
0,105 |
20,159 |
0,070 |
1 |
0,107 |
22,773 |
0,070 |
1 |
0,08 |
0,105 |
19,526 |
0,070 |
1 |
0,105 |
19,748 |
0,070 |
1 |
0,107 |
20,941 |
0,070 |
1 |
|
0 |
0,105 |
19,483 |
0,070 |
1 |
0,105 |
19,483 |
0,070 |
1 |
0,105 |
19,483 |
0,070 |
1 |
|
-0,08 |
0,105 |
19,436 |
0,070 |
1 |
0,105 |
19,212 |
0,070 |
1 |
0,102 |
17,889 |
0,070 |
1 |
|
-0,24 |
0,105 |
19,347 |
0,070 |
1 |
0,105 |
18,798 |
0,070 |
1 |
0,155 |
15,965 |
0,070 |
2 |
|
10 |
0,24 |
0,420 |
5,500 |
0,340 |
1 |
0,440 |
16,641 |
0,220 |
1 |
0,240 |
38,785 |
0,140 |
1 |
0,08 |
0,200 |
2,267 |
0,440 |
1 |
0,480 |
8,020 |
0,300 |
1 |
0,380 |
22,520 |
0,200 |
1 |
|
0 |
0,220 |
нет |
0 |
0 |
0,220 |
нет |
0 |
0 |
0,220 |
нет |
0 |
0 |
|
Таблица II.2.7
Относительные погрешности определения методом замороженных коэффициентов максимальных
перерегулирований по скорости резания и угловой скорости шпинделя в АПР системе ССР в
пусковом режиме при
|
0,4 |
2,0 |
10,0 |
||||||
|
|
|
|
|
|
|
|
||
250 |
0,24 |
0,083 |
-0,214 |
0,009 |
-0,016 |
0,330 |
-0,660 |
||
0,08 |
0,001 |
-0,001 |
0 |
-0,003 |
0,058 |
-0,022 |
|||
-0,08 |
0 |
0,001 |
0 |
0,004 |
-0,043 |
0,024 |
|||
-0,24 |
-0,002 |
0,003 |
-0,008 |
0,017 |
-0,330 |
0,661 |
|||
50 |
0,24 |
0,073 |
-0,125 |
0,570 |
-0,541 |
1,832 |
-2,687 |
||
0,08 |
0,011 |
-0,036 |
0,093 |
-0,221 |
0,541 |
-1,206 |
|||
-0,08 |
-0,013 |
0,039 |
-0,105 |
0,227 |
-0,674 |
1,352 |
|||
-0,24 |
-0,073 |
0,105 |
-0,375 |
0,589 |
-1,767 |
3,017 |
|||
10 |
0,24 |
12,856 |
-5,781 |
21,685 |
-18,431 |
36,278 |
-41,059 |
||
0,08 |
7,024 |
-2,322 |
14,361 |
-8,519 |
26,756 |
-23,959 |
|||


Таблица II.2.8
Показатели качества ПДС и АППР системы ССР в пусковом режиме по скорости резания
при

|
0,4 |
2,0 |
10,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
0,24 |
0,116 |
53,202 |
0,027 |
4 |
0,116 |
53,216 |
0,027 |
4 |
0,116 |
53,289 |
0,027 |
4 |
0,08 |
0,116 |
53,199 |
0,027 |
4 |
0,116 |
53,206 |
0,027 |
4 |
0,116 |
53,229 |
0,027 |
4 |
|
-0,08 |
0,116 |
53,197 |
0,027 |
4 |
0,116 |
53,190 |
0,027 |
4 |
0,116 |
53,168 |
0,027 |
4 |
|
-0,24 |
0,116 |
53,195 |
0,027 |
4 |
0,116 |
53,180 |
0,027 |
4 |
0,116 |
53,107 |
0,027 |
4 |
|
50 |
0,24 |
0,116 |
53,289 |
0,027 |
4 |
0,116 |
53,652 |
0,027 |
4 |
0,137 |
53,453 |
0,027 |
5 |
0,08 |
0,116 |
53,229 |
0,027 |
4 |
0,116 |
53,356 |
0,027 |
4 |
0,115 |
53,954 |
0,027 |
4 |
|
-0,08 |
0,116 |
53,168 |
0,027 |
4 |
0,116 |
53,028 |
0,027 |
4 |
0,115 |
52,439 |
0,027 |
4 |
|
-0,24 |
0,116 |
53,107 |
0,027 |
4 |
0,116 |
52,743 |
0,027 |
4 |
0,115 |
50,909 |
0,027 |
4 |
|
10 |
0,24 |
0,137 |
55,453 |
0,027 |
5 |
0,143 |
64,144 |
0,027 |
5 |
0,195 |
101,376 |
0,027 |
7 |
0,08 |
0,116 |
53,954 |
0,027 |
4 |
0,140 |
56,537 |
0,027 |
5 |
0,164 |
71,022 |
0,027 |
6 |
|
Таблица II.2.9
Относительные погрешности определения методом замороженных коэффициентов максимальных
перерегулирований по скорости резания и угловой скорости шпинделя в ПДС и АППР
системах ССР в пусковом режиме при
|
0,4 |
2,0 |
10,0 |
||||||
|
|
|
|
|
|
|
|
||
250 |
0,24 |
0,008 |
-0,003 |
0,033 |
-0,011 |
0,327 |
-0,059 |
||
0,08 |
0,008 |
-0,001 |
0,033 |
-0,005 |
0,121 |
-0,020 |
|||
-0,08 |
-0,008 |
0,001 |
-0,033 |
0,005 |
-0,009 |
0,020 |
|||
-0,24 |
-0,008 |
0,001 |
-0,033 |
0,011 |
-0,016 |
0,059 |
|||
50 |
0,24 |
0,049 |
-0,059 |
0,131 |
-0,295 |
0,624 |
-1,451 |
||
0,08 |
0,049 |
-0,020 |
0,131 |
-0,103 |
0,591 |
-0,491 |
|||
-0,08 |
-0,033 |
0,020 |
-0,131 |
0,111 |
-0,228 |
0,497 |
|||
-0,24 |
-0,033 |
0,059 |
-0,131 |
0,298 |
-0,649 |
1,517 |
|||
10 |
0,24 |
0,641 |
-1,451 |
3,120 |
-6,669 |
14,328 |
-23,924 |
||
0,08 |
0,213 |
-0,491 |
1,289 |
-2,382 |
5,075 |
-10,422 |
|||
Таблица II.2.10
Относительные погрешности определения с помощью линеаризованных дифференциальных уравнений максимальных перерегулирований по скорости резания, угловой скорости шпинделя и максимальной относительной погрешности определения радиуса обработки в ПДС и АППР системах в пусковом режиме
при
|
0,4 |
2,0 |
10,0 |
|||||||||
|
|
|
|
|
, % |
, % |
, % |
, % |
, % |
, % |
||
250 |
0,24 |
0 |
-0,003 |
-0,003 |
0 |
-0,011 |
-0,011 |
0 |
-0,059 |
-0,059 |
||
0,08 |
0 |
-0,001 |
-0,001 |
0 |
-0,005 |
-0,005 |
0 |
-0,020 |
-0,020 |
|||
-0,08 |
0 |
0,001 |
0,001 |
0 |
0,005 |
0,005 |
0 |
0,020 |
0,020 |
|||
-0,24 |
0 |
0,001 |
0,001 |
0 |
0,012 |
0,011 |
0 |
0,059 |
0,059 |
|||
50 |
0,24 |
0 |
-0,059 |
-0,059 |
-0,002 |
-0,294 |
-0,295 |
-0,038 |
-1,445 |
-1,451 |
||
0,08 |
0 |
-0,020 |
-0,020 |
-0,001 |
-0,102 |
-0,103 |
-0,020 |
-0,690 |
-0,491 |
|||
-0,08 |
0 |
0,020 |
0,020 |
-0,001 |
0,111 |
0,111 |
-0,020 |
0,488 |
0,497 |
|||
-0,24 |
0 |
0,059 |
0,059 |
-0,002 |
0,298 |
0,298 |
-0,042 |
1,524 |
1,517 |
|||
10 |
0,24 |
-0,039 |
-1,433 |
-1,451 |
-0,671 |
-6,143 |
6,669 |
-5,965 |
-20,373 |
-23,924 |
||
0,08 |
-0,004 |
-0,488 |
-0,491 |
0,094 |
-2,243 |
-2,382 |
-1,524 |
-5,967 |
-10,422 |
|||
 ,
%
,
% ,
%
,
% ,
%
,
%
Таблица II.2.11
Показатели качества ПДС и АППР системы ССР в пусковом режиме по скорости резания при
различных значениях
|
|
|
|
|
|
|
|
|
10 |
0,24 |
10 |
60 |
нет |
0,202 |
107,1 |
0,009 |
22 |
250 |
-0,24 |
0,4 |
60 |
нет |
0,124 |
81,1 |
0,009 |
14 |
любой |
0 |
любая |
60 |
нет |
0,124 |
81,1 |
0,009 |
14 |
любой |
0 |
любая |
0,014 |
60 |
0,090 |
4,7 |
0,130 |
0 |
10 |
0,24 |
10 |
0,014 |
нет |
0,420 |
62,7 |
0,110 |
3 |
50 |
0,24 |
10 |
0,014 |
нет |
0,190 |
9,0 |
0,130 |
1 |
250 |
-0,24 |
0,4 |
0,014 |
нет |
0,090 |
4,7 |
0,130 |
0 |


Таблица II.2.12
Показатели качества ПДС и АППР систем ССР в пусковом режиме по скорости резания при
включении
поперечной подачи и

|
|
|
|
|
|
|
250 |
-0,24 |
0,4 |
0 |
0,017 |
0,0120 |
0 |
250 |
0,24 |
10 |
0 |
0,016 |
0,0115 |
0 |
50 |
0,24 |
10 |
0 |
0,233 |
0,0040 |
0 |
10 |
0,24 |
10 |
0,04 |
6,542 |
0,0040 |
5 |
Таблица II.2.13
Показатели качества системы ССР с ИПР-2 регулятором в пусковом режиме по скорости
резания
при

|
0,4 |
2,0 |
10,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
0,24 |
0,25 |
5,586 |
0,22 |
1 |
0,25 |
5,605 |
0,22 |
1 |
0,25 |
5,698 |
0,22 |
1 |
0,08 |
0,25 |
5,583 |
0,22 |
1 |
0,25 |
5,589 |
0,22 |
1 |
0,25 |
5,621 |
0,22 |
1 |
|
-0,08 |
0,25 |
5,580 |
0,22 |
1 |
0,25 |
5,574 |
0,22 |
1 |
0,24 |
5,542 |
0,22 |
1 |
|
-0,24 |
0,25 |
5,577 |
0,22 |
1 |
0,25 |
5,558 |
0,22 |
1 |
0,24 |
5,463 |
0,22 |
1 |
|
50 |
0,24 |
0,25 |
5,698 |
0,22 |
1 |
0,25 |
6,148 |
0,22 |
1 |
0,26 |
8,067 |
0,21 |
1 |
0,08 |
0,25 |
5,621 |
0,22 |
1 |
0,25 |
5,775 |
0,22 |
1 |
0,25 |
6,500 |
0,22 |
1 |
|
-0,08 |
0,25 |
5,542 |
0,22 |
1 |
0,25 |
5,382 |
0,22 |
1 |
0,17 |
4,531 |
0,22 |
0 |
|
-0,24 |
0,25 |
5,463 |
0,22 |
1 |
0,25 |
4,968 |
0,22 |
0 |
0,17 |
1,954 |
0,23 |
0 |
|
10 |
0,24 |
0,25 |
8,067 |
0,21 |
1 |
0,25 |
14,082 |
0,20 |
2 |
0,37 |
25,542 |
0,17 |
2 |
0,08 |
0,25 |
6,500 |
0,22 |
1 |
0,25 |
9,446 |
0,21 |
1 |
0,32 |
17,241 |
0,19 |
2 |
|
Таблица II.2.14
Относительные погрешности определения методом замороженных коэффициентов максимальных
перерегулирований по скорости резания и угловой скорости шпинделя в системе ССР
с ИПР - 2в пусковом режиме при
|
0,4 |
2,0 |
10,0 |
||||||
|
|
|
|
|
|
|
|
||
250 |
0,24 |
0,154 |
-0,169 |
0,095 |
-0,187 |
0,214 |
-0,274 |
||
0,08 |
0,154 |
-0,166 |
0,142 |
-0,172 |
0,047 |
-0,202 |
|||
-0,08 |
-0,154 |
-0,163 |
-0,201 |
-0,157 |
-0,307 |
-0,127 |
|||
-0,24 |
-0,213 |
-0,160 |
-0,248 |
-0,142 |
-0,543 |
-0,052 |
|||
50 |
0,24 |
0,202 |
-0,274 |
1,688 |
-0,697 |
8,103 |
-2,461 |
||
0,08 |
0,047 |
-0,202 |
0,453 |
-0,347 |
2,930 |
-1,025 |
|||
-0,08 |
-0,296 |
-0,127 |
-0,800 |
0,025 |
-3,303 |
0,839 |
|||
-0,24 |
-0,543 |
-0,052 |
-2,045 |
0,042 |
-8,286 |
3,378 |
|||
10 |
0,24 |
9,053 |
-2,461 |
30,607 |
-7,603 |
81,474 |
-16,038 |
||
0,08 |
2,930 |
-1,025 |
12,187 |
-3,691 |
40,421 |
-10,093 |
|||
Таблица II.2.15
Относительные погрешности определения с помощью линеаризованных дифференциальных
уравнений максимальных перерегулирований по скорости резания, угловой скорости
шпинделя и максимальной относительной погрешности определения радиуса обработки в
системе ССР с ИПР-2 регулятором в пусковом режиме при
|
0,4 |
2,0 |
10,0 |
|||||||||
|
|
, % |
, % |
, % |
, % |
, % |
, % |
, % |
, % |
, % |
||
250 |
0,24 |
0 |
-0,005 |
-0,004 |
0 |
-0,023 |
-0,023 |
-0,001 |
-0,110 |
-0,111 |
||
0,08 |
0 |
-0,002 |
-0,002 |
0 |
-0,007 |
-0,008 |
-0,001 |
-0,037 |
-0,038 |
|||
-0,08 |
0 |
0,001 |
0,001 |
0 |
0,007 |
0,007 |
0 |
0,038 |
0,037 |
|||
-0,24 |
0 |
0,004 |
0,004 |
0 |
0,022 |
0,022 |
0,001 |
0,113 |
0,111 |
|||
50 |
0,24 |
-0,001 |
-0,107 |
-0,111 |
-0,014 |
-0,527 |
-0,534 |
-0,241 |
-2,503 |
-2,300 |
||
0,08 |
0 |
-0,035 |
-0,038 |
-0,002 |
-0,181 |
-0,183 |
-0,039 |
-0,979 |
-0,863 |
|||
-0,08 |
0 |
0,035 |
0,037 |
-0,002 |
0,191 |
0,189 |
-0,416 |
0,960 |
1,004 |
|||
-0,24 |
-0,001 |
0,118 |
0,111 |
-0,017 |
0,597 |
0,584 |
-0,686 |
4,041 |
3,547 |
|||
10 |
0,24 |
-0,179 |
-2,017 |
-2,300 |
-2,285 |
-8,832 |
-7,452 |
-8,051 |
-20,020 |
-15,899 |
||
0,08 |
-0,095 |
-0,830 |
-0,863 |
-0,492 |
-3,925 |
-3,531 |
-1,802 |
-11,965 |
-9,945 |
|||
наихудшем случае, поэтому его показатели не указываются.
В табл. П.2.12 приведены показатели качества в ПДС и АППР системах ССР для случая, когда переходный процесс в них вызван скачкообразным изменением КR от нулевого значения до значения, указанного в таблице П.2.12, т.е. обусловлен включением поперечной подачи. Причём, при КR=0 система находилась в установившемся режиме работы.
В табл. П.2.12 – П.2.18 приведены показатели качества АПР, ПДС, АППР систем СCP и системы ССР с ИПР-2: регулятором при действии возмущающего воздействия F , причём для RF = 50 мм F=500Н. Таким образом, на каждом из рассматриваемых радиусов действует возмущение F , обеспечивающее постоянный момент М =RFF=15 Н∙м. Это даёт возможность адекватно сравнивать разные системы ССР при различных комбинациях технологических параметров. Причём, в соответствии с требованиями технологии токарной обработки в момент приложения возмущения система находится в установившемся режиме работы.
Таблица II.2.16
Показатели качества АПР системы ССР по скорости резания при действии возмущения и
|
0,4 |
2,0 |
10,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
0,24 |
нет |
-28,248 |
0,0275 |
- |
0,0375 |
-5,649 |
0,0275 |
1 |
0 |
-1,132 |
0,0275 |
1 |
0,08 |
нет |
-28,228 |
0,0275 |
- |
0,0375 |
-5,650 |
0,0275 |
1 |
0 |
-1,271 |
0,0275 |
1 |
|
-0,08 |
- |
-28,221 |
0,0275 |
- |
0,0375 |
-5,651 |
0,0275 |
1 |
0 |
-1,305 |
0,0275 |
1 |
|
-0,24 |
- |
-28,215 |
0,0275 |
- |
0,0375 |
-5,653 |
0,0275 |
1 |
0 |
-1,392 |
0,0275 |
1 |
|
50 |
0,24 |
нет |
-28,270 |
0,070 |
- |
0 |
-4,450 |
0,070 |
1 |
- |
- |
- |
- |
0,08 |
нет |
-28,294 |
0,070 |
- |
0 |
-4,514 |
0,070 |
1 |
0 |
-1,254 |
0,070 |
1 |
|
-0,08 |
- |
-28,303 |
0,070 |
- |
0 |
-4,593 |
0,070 |
1 |
0 |
-2,074 |
0,070 |
1 |
|
-0,24 |
- |
-28,328 |
0,070 |
- |
0 |
-4,718 |
0,070 |
1 |
- |
- |
- |
- |
|
Таблица II.2.17
Показатели качества ПДС и АППР системы ССР по скорости резания при действии возмущения
и
|
0,4 |
2,0 |
10,0 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
0,24 |
нет |
-25,980 |
0,027 |
- |
0,032 |
-5,190 |
0,025 |
1 |
0 |
-1,041 |
0,025 |
0 |
0,08 |
нет |
-25,776 |
0,027 |
- |
0,032 |
-5,187 |
0,025 |
1 |
0 |
-1,038 |
0,025 |
0 |
|
-0,08 |
- |
-25,775 |
0,027 |
- |
0,032 |
-5,185 |
0,025 |
1 |
0 |
-1,036 |
0,025 |
0 |
|
-0,24 |
- |
-25,774 |
0,027 |
- |
0,032 |
-5,184 |
0,025 |
1 |
0 |
-1,035 |
0,025 |
0 |
|
50 |
0,24 |
0,032 |
-5,191 |
0,027 |
1 |
0 |
-1,066 |
0,025 |
0 |
0 |
-0,228 |
0,025 |
0 |
0,08 |
0,032 |
-5,168 |
0,027 |
1 |
0 |
-1,048 |
0,025 |
0 |
0 |
-0,031 |
0,025 |
0 |
|
-0,08 |
0,032 |
-5,161 |
0,027 |
1 |
0 |
-1,033 |
0,025 |
0 |
0 |
-0,027 |
0,025 |
0 |
|
-0,24 |
0,032 |
-5,155 |
0,027 |
1 |
0 |
-1,024 |
0,025 |
0 |
0 |
-0,221 |
0,025 |
0 |
|
Таблица II.2.18
Показатели качества ССР с ИПР-2 регулятором по скорости резания при действии
возмущения и
|
0,4 |
2,0 |
10,0 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
250 |
0,24 |
0,34 |
-178,942 |
0,09 |
2 |
0,20 |
-35,793 |
0,09 |
1 |
0,14 |
-7,216 |
0,09 |
1 |
|||
0,08 |
0,34 |
-178,930 |
0,09 |
2 |
0,20 |
-35,801 |
0,09 |
1 |
0,14 |
-7,176 |
0,09 |
1 |
||||
-0,08 |
0,34 |
-178,920 |
0,09 |
2 |
0,20 |
-35,769 |
0,09 |
1 |
0,14 |
-7,139 |
0,09 |
1 |
||||
-0,24 |
0,34 |
-178,841 |
0,09 |
2 |
0,20 |
-35,738 |
0,09 |
1 |
0,14 |
-7,102 |
0,09 |
1 |
||||
50 |
0,24 |
0,20 |
-36,041 |
0,09 |
1 |
0,15 |
-7,455 |
0,09 |
1 |
- |
- |
- |
- |
|||
0,08 |
0,20 |
-36,862 |
0,09 |
1 |
0,14 |
-7,254 |
0,09 |
1 |
0,00 |
-1,600 |
0,09 |
0 |
||||
-0,08 |
0,20 |
-36,706 |
0,09 |
1 |
0,14 |
-7,065 |
0,09 |
1 |
0,00 |
-1,423 |
0,09 |
0 |
||||
-0,24 |
0,20 |
-36,563 |
0,09 |
1 |
0,14 |
-6,905 |
0,09 |
1 |
0,00 |
-1,933 |
0,09 |
0 |
||||
Здесь необходимо отметить, что поскольку значение Kpv для АППР, ПДС и АПР системы ССР было определено для случая V3≥2м/с и Rmax = 250мм , то в колонке V3= 0,4 м/с табл. П.2.16 для АПР системы ССР V(t) не может стабилизироваться с ≤ 0,05 , по которой и оцениваются показатели качества tp , Nn , вследствие чего они отсутствуют. Этим же объясняется и отсутствие этих показателей качества в табл. П.2.17 для АППР и ПДС систем ССР при V3= 0,4 м/с и RF = 250 мм . Однако уже при V3 = 0,4м/с и RF= 50мм вследствие квадратичной зависимости Kpv от R (1.74) в этих системах достигается ≤ 0,05 в отличии от АПР системы, где это невозможно, т.к. там эта зависимость (1.59) линейна.
В табл. П.2.19 приведены оценки максимальной погрешности исследования указанных систем методом замороженных коэффициентов - строка М3K и с помощью линеаризованных дифференциальных уравнений ЛДУ.
Таблица II.2.19
Относительные погрешности определения с помощью линеаризованных дифференциальных уравнений
и метода замороженных коэффициентов максимальных перерегулирований по скорости резания,
угловой скорости шпинделя максимальной относительной погрешности определения радиуса
обработки в различных системах ССР при действии возмущения.
Погрешность |
Метод определения |
Тип системы ССР |
||
с ИПР-2 |
ПДС и АППР |
АПР |
||
, % не более |
МЗК |
0,587 |
0,334 |
нет |
ЛДУ |
0,022 |
0,015 |
0,208 |
|
, % не более |
МЗК |
1,824 |
2,404 |
нет |
ЛДУ |
0,031 |
0,029 |
0,125 |
|
, % не более |
МЗК |
нет |
нет |
нет |
ЛДУ |
0,015 |
0,011 |
0,030 |
|
ПРИЛОЖЕНИЕ 3
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ
П.3.1 Система с автоматической коробкой скоростей
в главном приводе
В токарных станках с АКС в главном приводе режим ССР осуществляется путём переключения ступеней АКС, передающей крутящий момент от нерегулируемого по частоте вращения двигателя на шпиндель станка. По такому принципу и работает цифровая системе ССР [56, 73] , рассмотренная в § 4.2 (см. рис. 4.3, рис. 4.4). Эта система ССР, оснащённая регулятором соотношения скоростей, описанном в § 4.3 (см. рис. 4,9), является основной составной частью приставки автоматического управления ПАУ-ЗЗ [42], внешний вид которой показан на рис. П.3.1. В состав приставки входит также устройство стабилизации мощности резания [55, 68], работающее по принципу регулирования скоростей подач по координатам станка в зависимости от мощности резания с измерителем мощности [64]. Приставка ПАУ-ЗЗ предназначена для совместной работы с УЧПУ H22-IM и токарно-винторезным станком модели 16К20ФЗ. Она располагается на шкафу управления УЧПУ и связана с ним через кабельный разъём. Приставка предусматривает два режима работы: стабилизацию скорости резания (ручное включение клавишей ПСР) и стабилизацию мощности резания (ручное включение клавишей ПР), которые могут включаться в любом кадре программы как вручную, так и по программе (при нажатой клавшие ПР). Настройка на заданную скорость резания в приставке осуществляется в соответствий с алгоритмом (4.10) путём набора корректирующего кода, равного log V3 либо вручную (с помощью клавиш КОРРЕКЦИЯ S), либо по программе (при нажатой клавише ПР). В зависимости от режима обработки в приставке предусмотрена автоматическая остановка (блокировка) подач на время переключения АКС, включаемая или вручную клавишей
Рис. П.3.1. Приставка автоматического управления для токарного станка модели 16К20ФЗ, оснащённого УЧПУ H22-IM ■
БЛ. ПОДАЧ, или по программе.
Приставка ПАУ-ЗЗ прошла лабораторные и производственные испытания и была внедрена в производство на Ульяновском авиационном промышленном комплексе имени Д.Ф. Устинова. Акт- внедрения и акты использования авторских свидетельств приведены в приложении I. При испытании приставки производилась обработка торцовых, конических и сферических поверхностей с переменным радиусом обработки. Ниже приводятся в качестве примера результаты испытаний системы ССР при обработке торцовой поверхности дисков, которые в общем случае справедливы для деталей с любой другой формой поверхности, имеющих переменный радиус обработки.
Режим обработки дисков диаметром 170 мм из конструкционной стали 45 при обработке подрезными резцами с твердосплавными сменными пластинами TI5K6 на основании [113] имеет заданную скорость резания 3,2 м/с (частота вращения шпинделя 355 об/мин), поперечную подачу 20 мм/мин (0,05 мм/об) и припуск 0,5 мм.
Диск, обработанный без режима ССР, изображён на рис. П.3.2, а в режиме ССР на рис. П.3.3. Обработка в режиме ССР производилась без блокировки подач на время переключения АКС. Визуальное сравнение поверхностей дисков, обработанных в режиме ССР и без него, показывает, что в режиме ССР качество обработанной поверхности лучше (меньше высота микронеровностей в центральных участках диска) и однородно по всей поверхности диска, несмотря на некоторое возрастание неровностей в местах переключения АКС, т.е. в точках а-е (см. рис. П.3.3). Хронометраж времени обработки показал, что время обработки диска в режиме ССР составляет 1,9 мин., а без режима ССР 4,2 мин.

Риc. П.3.2. Диск, обработанный без режима
стабилизации скорости резаний

Рис. П.3.3. Диск, обработанный в режиме стабилизации скорости
резания
Улучшение качества обработки поверхности в режиме ССР подтверждают и профилограммы дисков, снятые на профилографе-профилометре модели 201. На рис. П.3.4 изображена профилограмма участка диска, обработанного без режима стабилизации скорости резания, а на рис. П.3.5 в режиме стабилизации скорости резания. Обе профилограммы сняты по направлению от центра диска к его периферии при начальном радиусе Ro=20мм и базовой длине l= 8мм Сравнение высоты микронеровностей по профилограммам с учётом их вертикального масштаба показывает, что в режиме ССР высота микронеровностей при прочих равных условиях снижается в среднем в три раза. Так, наибольшая высота неровностей Rmax, определяемая расстоянием между линией выступов и линией впадин, проведённых соответственно через наивысшую и наинизшую точки профиля на базовой длине [17, 135], для профилограммы участка диска, обработанного в режиме ССР, равна 20 мкм, а без режима ССР - 56 мкм. Высота неровностей профиля по десяти точкам , считая, что профиль номинально прямолинеен, определяется согласно [17] следующим выражением
,  (П.3.1)
(П.3.1)
где hi max - расстояние в микрометрах от пяти наибольших
максимумов профиля в пределах базовой длины до базовой линии, проходящей параллельно общему направлению профилограммы и не пересекающей профиль на участке, определяемом базовой длиной;
hi min - расстояние в микрометрах от пяти наибольших
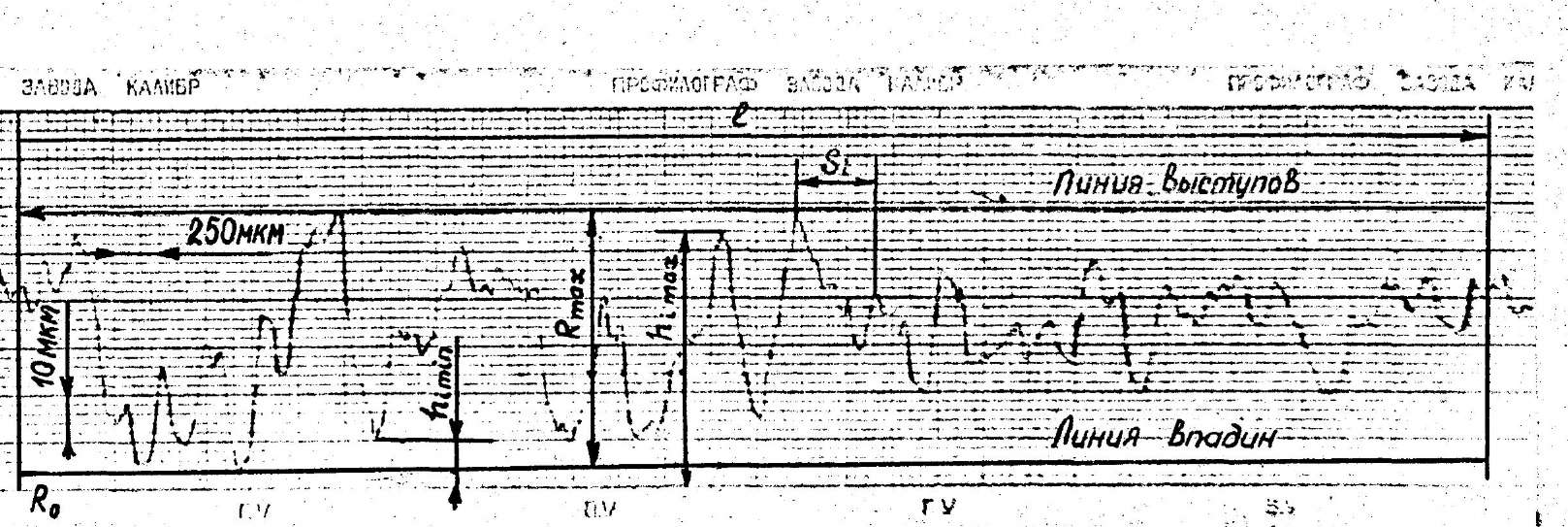
Р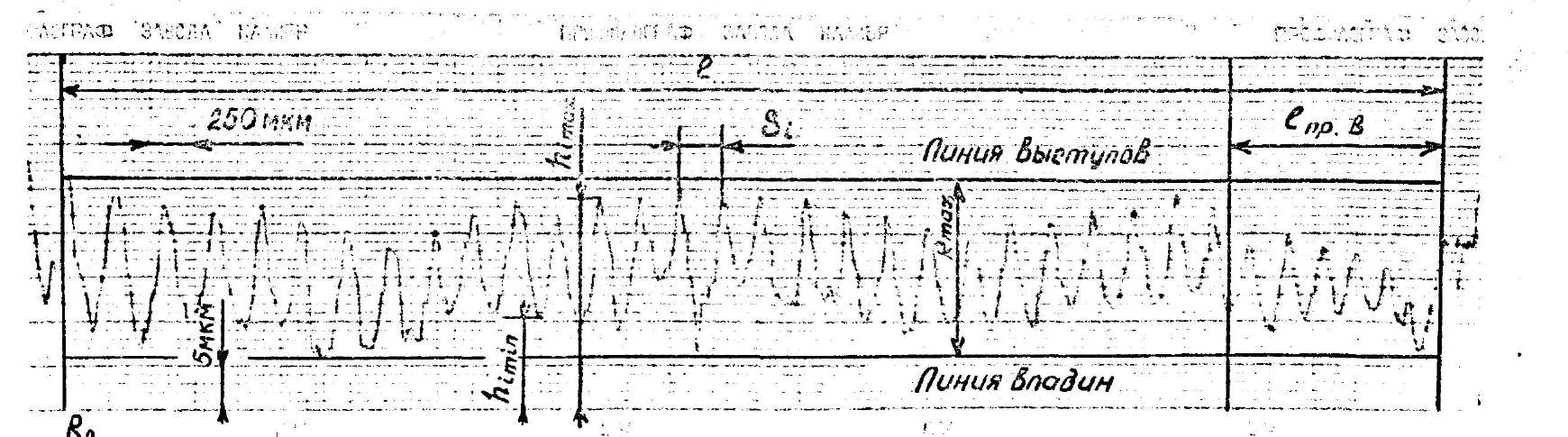 ис.
П.3.4. Профилограмма участка диска,
обработанного без режима стабилизации
скорости резания, при
R0
=
20мм
.
ис.
П.3.4. Профилограмма участка диска,
обработанного без режима стабилизации
скорости резания, при
R0
=
20мм
.
Рис. П.3.5. Профилограмма участка диска, обработанного в режиме
стабилизации скорости" резания, при Ro=20 мм
минимумов профиля до базовой линии.
Для профилограммы участка диска, обработанного в режиме ССР, Rz=15мкм, а без режима Rz=48мкм. Значение среднего шага неровностей профиля по вершинам S находится следующим образом
 (П.3.2)
(П.3.2)
где n - число шагов неровностей профиля по вершинам;
Si- значение i -того шага неровности по вершинам, мкм.
Для профилограммы участка диска, обработанного в режиме ССР S=242 мкм, а без режима ССР S=422 мкм. На профилограмме участка диска обработанного в режиме ССР (см. рис. П.3.5), отмечен участок l пр.в., где происходило переключение АКС (точка в см. рис. П.3.3).
На рис. П.3.6 изображена профилограмма участка диска, обработанного в режиме ССР, при начальном радиусе обработки
R0 =80мм с базовой длиной l=8мм, снятая по направлению от края диска к его центру. Наглядное представление об изменении профиля изделия, возникающего в результате переключения АКС, даёт профилограмма, приведённая на рис. П.3.7, на которой более подробно виден участок l пр.е. Профилограмма участка диска с R0 =80мм, обработанного без режима ССР, аналогична профилограмме, полученной при обработке указанного участка в режиме ССР (см. рис, П.3.6), т.к. в указанных случаях все технологические параметры; скорость резания, частота вращения шпинделя, скорость поперечной подачи и припуск совпадают. При этом для участка диска с
R0 =80мм параметры шероховатости поверхности имеют следующие значения Rmax= 25мкм, Rz=21мкм.
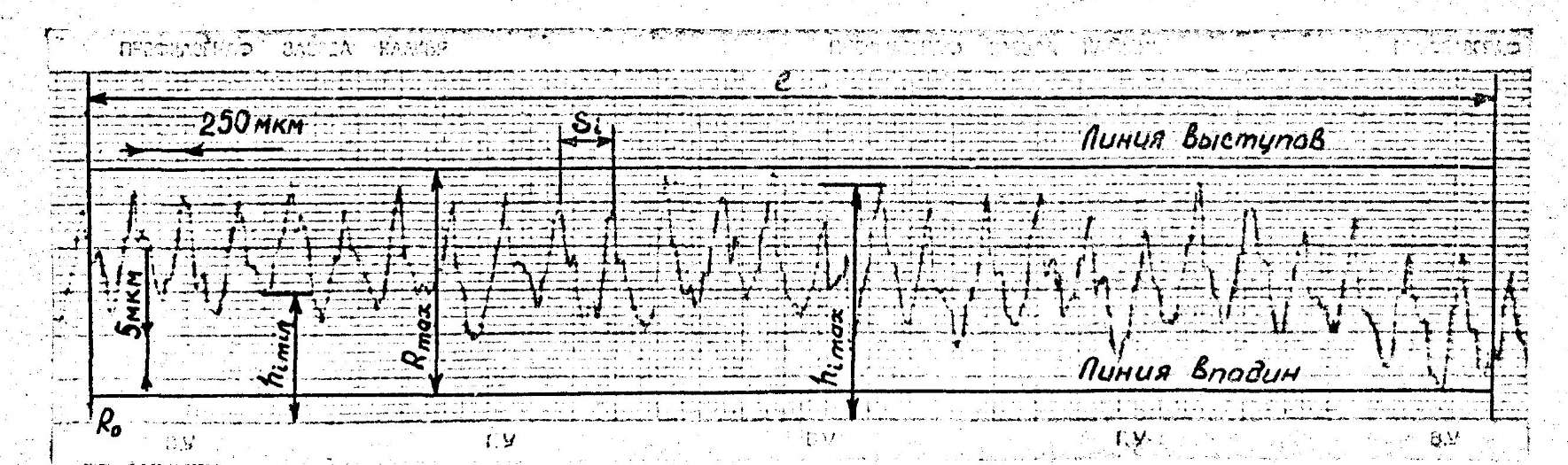
Р ис.П.3.6.
Профилограмма участка диска, обработанного
в режиме стабилизации скорости резания,
при R0 =80мм.
ис.П.3.6.
Профилограмма участка диска, обработанного
в режиме стабилизации скорости резания,
при R0 =80мм.
Рис. П.3.7. Профилограмма участка диска, обработанного в режиме стабилизации скорости резания.
Сравнение профилограмм (см, рис. П.3.4 - П..3,7) показывает, что в режиме ССР качество обработанной поверхности значительно улучшается, чему способствует не только уменьшение высоты неровностей профиля (см. рис. П.3.4, рис. П.3.5), но и их шага. Причём, по всей обработанной поверхности значение этих показателей качества не ухудшается (см. рис. П.3.5, рис. П.3.6), несмотря на некоторое их увеличение (не более 5 - 8%) за счёт участков, где происходит переключение АКС. Необходимо также отметить, что локальное ухудшение качества поверхности в моменты переключения АКС по мере уменьшения радиуса обработки становится всё менее заметным (см. рис. П.3.3, рис. П.3.7). Это объясняется тем, что на малых радиусах обработки эффект торможения шпинделя снижается вследствие уменьшения на нём момента, обусловленного усилием резания, и возрастании в режиме ССР кинетической энергии шпинделя из-за увеличения частоты его вращения при сохранении массы заготовки и шпинделя.
В случае обработки без режима ССР шероховатость поверхности в центральных участках диска (см. рис. П.3.2. рис. П.3.4) возрастает, что является следствием снижения скорости резания и вызванного этим увеличения нароста на резце [48].
П.3.2. Непрерывная система параметрического типа с
дополнительной обратной связью и различным значением параметров в пусковом режиме
Системой ССР, которая может найти наибольшее применение в промышленности, является ПДС система ССР а различным значением параметров в пусковом режиме (см. рис. 2.5). К этому типу и относится система ССР с датчиком периода вращения шпинделя, рассмотренная в § 4.1 (см. рис. 4.1), в состав которой, входит регулятор соотношения скоростей по фактической частоте вращения шпинделя, описанный в § 4.3 (см. рис. 4.7).
Экспериментальные исследования этой системы проводились при работе её в комплекте с УЧПУ "Луч-2Т" и токарным станком УТ16ФЗ, имеющим регулируемые электропривода подач и шпинделя станка.
При исследовании системы производилось осциллографирование следующих сигналов: угловой скорости шпинделя w(t), скорости поперечной подачи SR (t), в качестве которых использовались напряжения тахогенераторов соответствующих приводов. Изменение радиуса обработки R(t) в системе контролировалось с помощью выходного напряжения UR ЦАП UZY1 (см. рис. 4.1). Определение скорости резания V(t) в установившемся режиме производилось с помощью тахогенератора, с насаженным на его вал обрезиненным роликом. Ролик находился в фрикционной связи с торцовой поверхностью диска, закреплённого в шпинделе станка. Сам тахогенератор крепился на суппорте станка. Таким образом, в процессе работы системы ССР ролик перемещался по радиусу диска и его угловая скорость, а следовательно, и напряжение тахогенератора были пропорциональны скорости резания.
На рис.II. 3.8 показаны осциллограммы сигналов указанной системы ССР в установившемся режиме работы при отрицательной поперечной подаче (КR<0), приводящей к уменьшению радиуса в процессе работы. Из осциллограмм видно, что уменьшение радиуса обработки приводит к возрастанию угловой скорости шпинделя w(t) и скорости поперечной подачи SR(t)
Рис. П.3.8. Осциллограммы сигналов V(t) - кривая I, w(t) - кривая R(t) - кривая 3, SR(t) - кривая 4 в установившемся режиме в ПДС системе ССР с различным значением параметров. Кривая 5 - осциллограмма эталонного сигнала.
при сохранении соотношения между ними, т.е. сохранении значения оборотной поперечной подачи КR . Скорость же резания V(t) остаётся постоянной до тех пор, пока угловая скорость шпинделя w(t) не достигнет своего максимального значения. После чего w(t) и SR(t) принимают постоянные значения, а V(t) начинает падать, т.к. R(t) продолжает уменьшаться.
Переходные процессы в пусковом режиме в рассматриваемой системе ССР при настройке электроприводов главного движения и поперечной подачи, близкой к техническому оптимуму и пуске системы из состояния покоя показаны на рис. П.3.9. Зарегистрировать в переходных режимах сигнал V(t), с помощью указанной выше установки, в этом случае не удалось.
Параметры реальной ПДС системы ССР близки по значению к параметрам, при которых производились теоретические исследования этой системы (см. § 1.4, § 2.3). До момента времени tnn (см. рис. П.3.9) в системе KR = 0, R(t)= R0 =const, КРv = КРv , в момент времени tnn включается поперечная подача т.е. KR становится отличным от нуля и Крv принимает рабочее значение. В результате этого возникает незначительный переходный процесс по угловой скорости шпинделя и поскольку KR<0, т.е. R(t) уменьшается, w(t) и SR(t) начинают возрастать. Различные комбинации технологических параметров, значение которых допускается устанавливать на станке УТ16ФЗ и УЧПУ «Дуч-2Т», дают переходные процессы, практически не отличающиеся от показанных на рис. П.3.9, а воздействие в системе усилий резания, допустимых для этого токарного станка, не вызывает видимых изменений в работе системы.
Таким образом, сделанные ранее теоретические вывода о работе ПДС системы ССР с различным значением параметров в пусковом режиме подтверждаются экспериментальными данными.
Рис. П.3.9. Осциллограммы сигналов w(t)- кривая I, SR(t) - кривая 2, R(t) - кривая 3 в пусковом режиме в ПДС системе ССР с различными значениями параметров. В момент времени включается поперечная додача и устанавливается рабочее значение коэффициента Kpv. Кривая 4 - осциллограмма эталонного сигнала.
ПРИЛОЖЕНИЕ 4
‘ЭЛЕМЕНТЫ СИСТЕМ СТАБИЛИЗАЦИИ СКОРОСТИ РЕЗАНИЯ
П.4. Элементы систем стабилизации скорости резания
Анализ систем ССР показывает, что они содержат ограниченный ряд функциональных элементов, к которым относятся датчики параметров вращения шпинделя станка и радиуса обработки, множительно-делительные устройства (МДУ) и преобразователи информации, обеспечивающие связь системы ССР с УЧПУ. Для унификации систем ССР их узлы должны, строиться на основе мини мального количества более мелких функциональных элементов. Такой подход позволил установить, что основными элементами аппаратно-реализуемых систем ССР могут являться аналоговый интегратор, управляемый по времени интегрирования, и усилитель с коэффициентом усиления, управляемым кодом [63].
П.4.1. Множительно-делительные устройства
В системах ССР с помощью МДУ определяются V , wR и другие сигналы управления, а также обеспечивается режим самонастройки, Таким образом, характеристики МДУ в значительной мере определяют характеристики в целом всей системы ССР. Отсюда следует, что быстродействие МДУ, формирующих управляющие сигналы, должно быть не менее быстродействия главного привода, т.е. иметь полосу пропускания 0 - 25 Гц [95,114], а для работающих в канале самонастройки не менее 200 - 300 Гц при погрешности 2-4 % в относительном диапазоне изменения ' выходного сигнала не менее 70 - 80 [2] .
Из аналоговых устройств наиболее полно этим требованиям отвечают время-импульсные МДУ [18,105], однако известные устройства этого типа выполняют либо только одну операцию умножения или деления [15] , либо имеют сложную конструкцию.
Этих недостатков в значительной степени лишено МДУ, принципиальная схема которого приведена на рис, П.4.1, а диаграммы работы - на рис. П.4.2.
Это устройство работает следующим образом.
Интегратор на основе операционного усилителя (ОУ) A1 интегрирует напряжение U1. Его выходное напряжение Uл находится по основе второго уравнения Кирхгофа. Считая конденсатор С1 незаряженным, получим
 (П
4.1)
(П
4.1)
где .С1 – ёмкость конденсатора С1;
i – ток интегрирования;
R1- сопротивление резистора R1 .
Приняв А1 идеальным, в соответствии с (П.4.1) получим, .что Uл к концу времени интегрирования Ти будет иметь значение Uлк
.  (П.4.2)
(П.4.2)
Напряжение Uл(см. рис. П.4.2.а - кривая 2) сравнивается на компараторе, собранном на ОУ АЗ, с напряжением Uc (см. рис. П.4.2 а - кривая I), формируемым на выходе суммирующего усилителя на А2 и равного
Uс = U2+ Uпр , (П.4.3)
где U2 - входное напряжение МДУ;
Uпр – пороговое напряжение.
В момент равенства напряжений на входах компаратора на его выходе вырабатывается перепад напряжений, который ограничивается по амплитуде на стабилитроне V3. Из этого перепада с помощью элемента И-НЕ D11 и дифференцирующей цепочки C6,R17 формируется короткий импульс, запускающий ждущий мультивибратор, состоящий из элементов И-НЕ D1.2 , D1.3 , С9 , R18 , который формирует импульс
Рис П.4.1
Рис П.4.2
длительностью (см, рис„ П.4.2.б). Этот импульс после усиления на транзисторе V5 открывает транзистор V1 , через который разряжается С1 , после чего процесс повторяется. Таким образом, можно записать
Uлк=Uc (П.4.4)
С учётом (П.4.2) и (П.4.3) из (П.4.4) найдём период повторения Тn импульсов мультивибратора
 (П.4.5)
(П.4.5)
На
вход компаратора на ОУ А4 поступают
напряжения UЛ
, UПр
(см. рис. П.4.2.а - прямая 3) и на его выходе,
а, следовательно, и на V4
при
Uл<Unp
формируются
импульсы, передние фронты которых
совпадают с передними фронтами импульсов
 ,
(см. рис. П.4.2.в). Длительность
,
(см. рис. П.4.2.в). Длительность
 этих импульсов равна
этих импульсов равна
 (П4.6)
(П4.6)
где
 -
время нарастания
Uл
до уровня
Unp.
-
время нарастания
Uл
до уровня
Unp.
Импульсами
блокируется прохождение сигналов через
элементы И-НЕ
D1.4,
D2,1,
т.е.
на выходе D
2.1 формируются импульсы длительностью
 (см. рис. П.4.2.г)
(см. рис. П.4.2.г)
 (П4.7)
(П4.7)
На время действия этих импульсов транзистор V2 закрывается, и интегратор на ОУ А 5 -производит в течении времени интегрирование напряжения (см. рис. П.4.2.Д - кривая 4). Амплитуда выходного напряжения Up ОУ А5 равна
 (П.4.8)
(П.4.8)
где С4- ёмкость конденсатора С 4
Управление временем интегрирования интегратора на ОУ А5 разностью сигналов компаратов позволяет компенсировать нестабильность
их работы, т.к. дестабилизирующие факторы действуют на них одинаковым образом. Кроме того, это даёт возможность устранить влияние нестабильности начального уровня UH и нелинейности начального участка UHH пилообразного напряжения, поскольку они не участвуют в формировании времени вследствие подачи на второй компаратор порогового напряжения Unp > UH , Unp > Uнн. Включение второго компаратора увеличивает также надёжность работы МДУ, т.к. напряжение Uс на входе первого компаратора не снижается ниже уровня Unp, гарантируя его уверенное срабатывание при малых U2.
Рассмотренный МДУ имеет меньшую нелинейность работы по сравнению с аналогичными устройствами, поскольку фильтрация импульсов по амплитуде, применяемая в нём, обладает меньшей нелинейностью, чем фильтрация амплигудно-широтно-модулированных импульсов.
В том случае, когда требуется получить сигнал МДУ в цифровом коде или в виде частоты повторения импульсов, применение известных МДУ ограниченно. Поскольку они или не производят операцию деления [105], или не имеют частотного выхода [52]
На рис. П.4.3 приведена принципиальная схема оптоэлектронного МДУ в значительной степени лишённого этих недостатков [54] В этом МДУ выходное напряжение UЛK интегратора на ОУ А1 к концу времени интегрирования ТU в соответствие (П.4.1), (П.4.2) равно
 (П.4.9)
(П.4.9)
где С1 - ёмкость конденсатора С1 ;
R2 - сопротивление фоторезистора R2.
Сопротивление фоторезистора R2, обратно, пропорционально его освещённости, которая пропорциональна яркости свечения фотодиода V1 , определяемой током V1 , смещённого в прямом направлении под действием напряжения U1 , т.е.
 , (П.4.10)
, (П.4.10)
где KФ - коэффициент пропорциональности.
С учётом (П.4.10) выражение (П.4.9) примет вид
 (П.4.12)
(П.4.12)
Значение напряжения Uлк определяется напряжением U3 , в момент их равенства срабатывает компаратор на 0УА2. , его сигналом запускается мультивибратор, состоящий из элементов И-НЕ D1.1, D1.2, СЗ, С4, R3,R4. Выходным импульсом D1.1 открывается транзистор. V2, через который разряжается конденсатор C1. Затем процесс повторяется. Отсюда, приняв во внимание, что UлK = U3 , из (П.4.II) найдём частоту следования fР импульсов на выходе мультивибратора
 (П.4.12)
(П.4.12)
Для формирования выходного сигнала МДУ в цифровом коде достаточно воспользоваться известным приёмом - подсчётом его выходных импульсов за фиксированный интервал времени.
В том случае, когда необходимо произвести операцию деления. или умножения величин, представленных в цифровом и аналоговом виде, может быть использовано аналого-цифровое МДУ, построенное, например, на основе цифро-управляемых сопротивлений (ЦУС) [106].
Принципиальная схема такого МДУ [65] изображена на рис. П.4.4.
В этом устройстве используется ЦУС Uzy , состоящий из электронных ключей D1,Di,DN, к выходам которых присоединены резисторы R1 Ri, RN. Значение сопротивления Ri в i - том разряде равно
.  (П.4.13)
(П.4.13)
где Ri - сопротивление резистора в младшем разряде, т.е. R1.
Эквивалентное сопротивление Ru ЦУС, т.е. фактически входное сопротивление усилителя на ОУ А1 может быть найдено из следующего выражения
 (П.4.14)
(П.4.14)
С учётом того, что на ключи подаётся параллельный двоичный код NH и в тех разрядах, где присутствует логическая единица, ключи открыты, т.е. имеют нулевое сопротивление, а в остальных разрядах закрыты и имеют сопротивление, равное бесконечности, можно записать
 (П.4.15)
(П.4.15)
Таким образом, с учётом (П.4.15) выходное напряжение Up МДУ равно
 (П.4.16)
(
(П.4.16)
(
где R1- сопротивление резистора R1
U1 - входное напряжение МДУ.
Для того, чтобы с помощью рассмотренного МДУ можно было производить операцию деления, ЦУС переносят в обратную связь А1 и устанавливают постоянный входной резистор с сопротивлением, при этом можно записать
.  (П.4.17)
(П.4.17)
С помощью ЦУС UZY можно также значительно расширить функциональные возможности рассмотренного ранее оптоэлектронного МДУ, заменив в нём фоторезистор на ЦУС.
П.4.2. Устройства контроля угловой скорости и периода вращения шпинделя станка
Информация о скорости w или периоде Тш вращения шпинделя станка является в системах ССР важнейшей. Применение конкретного устройства контроля этих величин определяется наличием датчиков в станке, формой
Рис П.4.3
представления информации, быстродействием и точностью работы этих устройств, которые должны соответственно характеризоваться полосой
пропускания, равной 0 - 25 Гц и погрешностью работы порядка 2 - 4 % [5,951.
В станках токарной группы угловая скорость шпинделя w может быть определена по выходному напряжению тахогенератора, входящего .в состав главного привода станка. Контроль со может быть осуществлён также с помощью импульсного датчика угловых перемещений (ДУП), формирующего за один оборот шпинделя определённое количество импульсов-КДш, равное в современных ДУП 1000 - 4000 [39]-. Подсчёт импульсов ДУП за определённый интервал времени позволяет получить информацию о w, а заполнение интервала времени, образованного смежными импульсами датчика, импульсами с постоянной частотой и последующий их подсчёт даёт информацию о Тш [ 22 ]
Преобразовать Тш в напряжение можно также с помощью двухкратного преобразования сначала в сдвиг фаз между двумя сигналами, а затем в сдвиг фаз в напряжение [80].
На основе этого принципа и построено устройство контроля Тш [57,90], функциональная схема которого приведена на рис. П.4.5, а диаграммы его работы на рис. П.4.6.
Импульсы с ДУП, имеющие период повторения Тш , подаются на счётный вход триггера DS и входы элементов И DX1 , DX2 . Другие входы элементов И соединены соответственно с прямым И инверсным выходами триггера DS. Поскольку триггер DS устанавливается первоначально в нулевое состояние, то через DX1 проходят чётные входные импульсы (Ч), а через DX2 - нечётные (НЧ) (см. рис. П.4.6.а). Этими импульсами запускаются соответственно генератор пилообразного напряжения один G1 и два G2, формирующие на своих выходах напряжения UA1 , UA2 с одинаковой скоростью нарастания VG , т.е.
UA1=VGt. (П.4.19)
UA2=VG (t±Tш ) (П.4.20)
Знак плюс в последнем выражении соответствует Тш между Ч и НЧ входными импульсами, минус - между НЧ и Ч импульсами, а время t отсчитывается от одного Ч входного импульса до другого. С помощью вычитающего устройства AW1 формируется напряжение Uт (см. рис. П.4.6.г), равное
UT=U1-Uc=±VлTш (П.4.20)
В этом выражении соответствие знаков Тш между чётными и нечётными входными импульсами изменяется на противоположное. Напряжение UT выпрямляется (см. рис. П.4.6.д) с помощью двухполупериодного выпрямителя, состоящего из электронных ключей ASF1 ,ASF2, управляемых выходными сигналами триггера DS, и суммирующего устройства AW2. Устройство AW2 имеет инвертирующий (минусовой) и неинвертирующий (плюсовой) входы, по которым AW2 имеет соответственно коэффициент передачи -1 и +1.
В качестве ГПНов в этом устройстве может быть использован интегратор (см. рис. П.4.1) на ОУ А1 при U1=Const , запускающим входом которого является точка соединения R22 и C9 (остальная часть схемы исключается). В настоящее время большинство датчиков угловых перемещений, применяемых в станкостроении, являются бесконтактными фотоэлектрическими устройствами [132]. Наиболее простой конструкцией из этих устройств обладают обтюрационные датчики, преобразующие угловое перемещение контролируемого объекта (шпинделя) в число-импульсный код. Формирование импульсов в этих датчиках происходит путём прерывания светового потока между источником света и светоприёмником модулирующим диском о чередующимися прозрачными и непрозрачными участками, который жёстко связан с контролируемым объектом [23,101].Для определения направления вращения контролируемого объекта в датчиках угловых перемещений применяются два фотоприёмника, по чередованию выходных
Рис П.4.4
Рис П.4.5
Рис П.4.6
сигналов которых или по их фазе определяют направление вращения объекта
Более простой конструкцией обладает импульсный датчик вращения [63], который схематично изображён на рис. П.4.7, а диаграммы его работы - на рис. П.4.8. Модулирующий диск I датчика при вращении прерывает световой поток источника света 2, поступающий на. фотоприёмник 3 через фильтр 4 с постепенно изменяющимся коэффициентом светопропускания по окружности модулирующего диска. При вращении диска I по часовой стрелке (+nш) свет от источника 2 попадает на фотоприёмник 3, проходя последовательно через все участки фильтра 4, начиная с участков с малым коэффициентом светопропускания к большим. Поэтому световой поток на входе фотоприёмника постепенно нарастает во времени и резко падает в момент прерывания его I непрозрачным участком диска I (см. рис. П.4.8.а). После дифференцирования выходного сигнала фотоприёмника, повторяющего [форму его входного сигнала, получаются короткие отрицательные 'импульсы, формируемые в моменты прерывания светового потока (см. рис. П.4.8.б). В том случае, когда диск I вращается против часовой стрелки (- пш), световой поток проходит фильтр 4, начиная с участков с большим коэффициентом светопропускания по направлению к участкам с малым коэффициентом. Поэтому световой поток на входе фотоприёмника 3 имеет вид ниспадающих пилообразных импульсов (см. рис. П.4,8.в), а дифференцированный выходной сигнал фотоприёмника - коротких импульсов положительной полярности (см. рис. П.4.8.г)о Таким образом, выходной сигнал импульсного датчика вращения в зависимости от направления вращения .диска I, связанного со шпинделем станка, весьма просто разделить на каналы по признаку полярности .дифференцированного выходного сигнала фотоприёмника 3.
Конструкция рассмотренного импульсного датчика вращения обладает по сравнению с известными устройствами аналогичного назначения не только более простой, но и более универсальной конструкцией, позволяющей изготовлять бесконтактные ипульсные датчики с признаком направления вращения в выходном сигнале любого типа (магнитные, ёмкостные и др.). В случае ёмкостного или индуктивного датчика функции фильтра с постепенно изменяющимся коэффициентом пропускания может выполнять модулирующий диск, в котором модулирующие зубцы - не прямоугольные , а пилообразные.
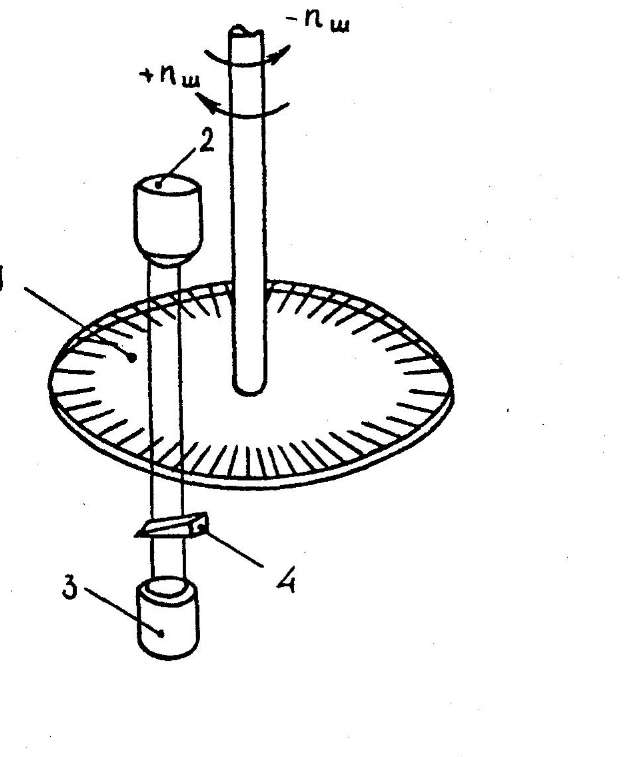
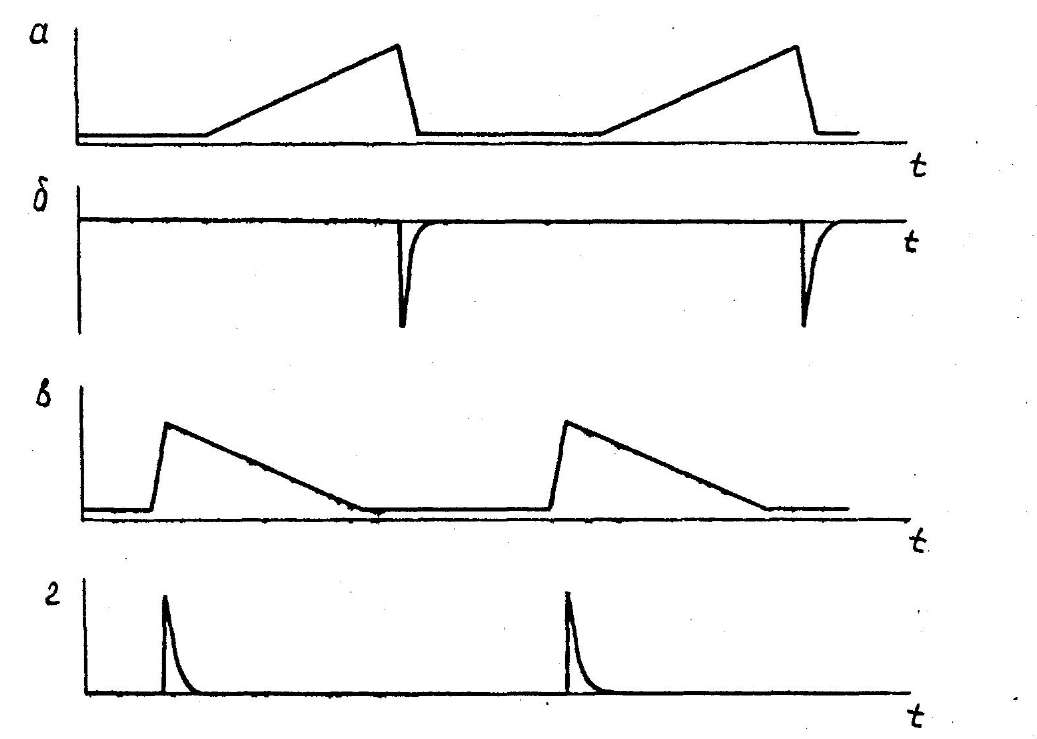
Рис. П.4.8. Диаграммы работы импульсного датчика вращения.