

2 Анализ технологичности конструкции детали
В целях определения наиболее эффективного способа изготовления детали машиностроения необходимо производить анализ технологичности
детали.
конструкции детали, который позволит уточнить конструкторские решения с технологической точки зрения.
Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя и допускается на всех стадиях проектирования как предварительная. Количественная оценка технологичности изделия выражается числовым показателем и оправдана в том случае, если они существенно влияют на технологичность рассматриваемой конструкции[2, 31].
Количественную оценку технологичности конструкции необходимо провести по абсолютным и относительным показателям. В первую очередь требуется установить следующие показатели базового и проектируемого изделия: массу деталей и заготовок; коэффициенты использования материала; трудоемкость изготовления; технологическую себестоимость.
В качестве базовой конструкции служат детали и сборочные единицы, изучаемые в период технологической практики.
На основании указанных выше абсолютных показателей технологичности определяют относительные показатели, характеризующие уровень технологичности конструкции по расходу и использованию материала, трудоемкости изготовления и технологической себестоимости детали.
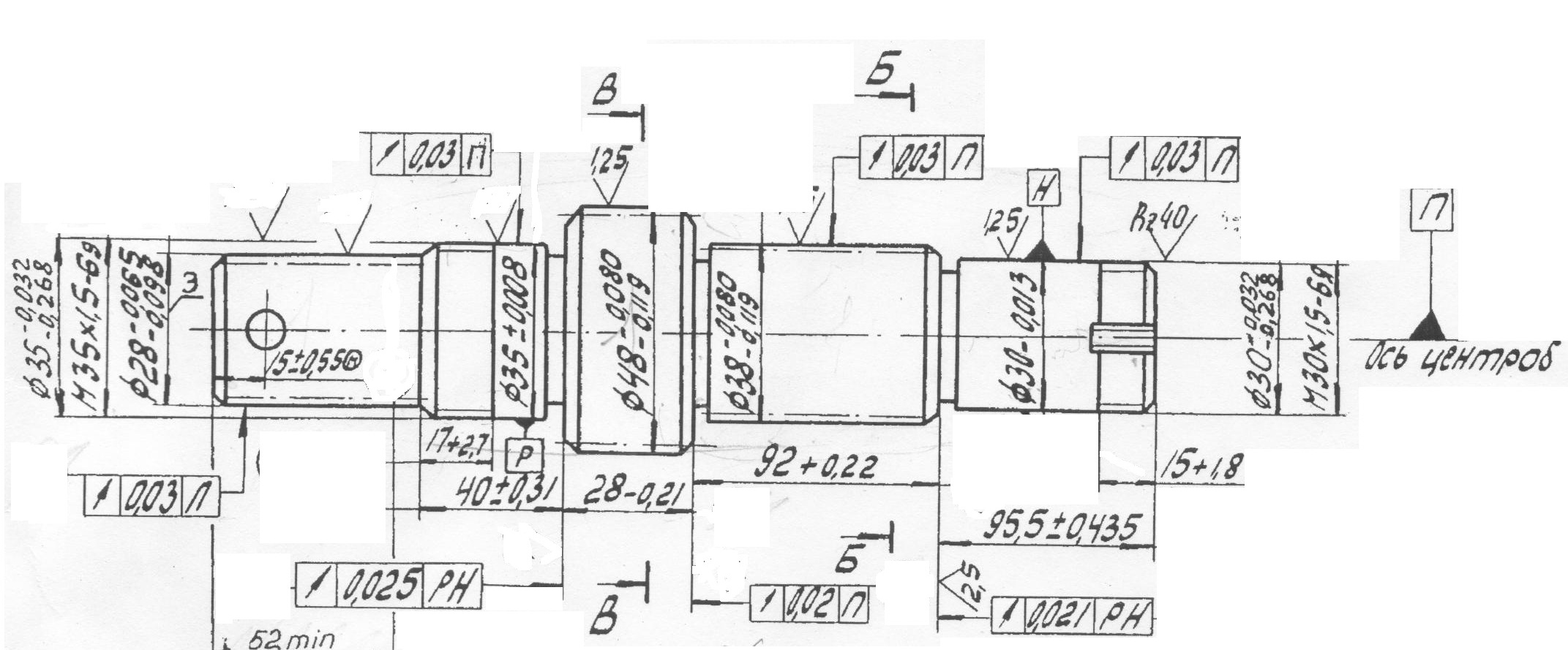
Рисунок 2.1 – Эскиз детали «Вал »
2.1 Качественная оценка
Деталь – Вал (рисунок 2.1)– изготавливается из высококачественной легированной конструкционной стали 20ХН3А ГОСТ4543-71. Данная сталь удовлетворительно обрабатывается резанием. Для уменьшения износа поверхностей вала применяется химико-термическая обработка - на глубину 1,2…1,5 мм, а на шлифованных поверхностях h не менее 0,7 мм. Резьба от закалки предохраняется. Поверхности шлицев, шлифованные поверхности должны иметь твердость 59…63 HRC, торцы 54 HRC не менее, остальные обработанные поверхности 47 HRC. Заготовку можно получить двумя методами: штамповкой на КГШП или ковкой на ГКМ .
Деталь имеет хорошие базовые поверхности для первоначальных операций. Форма заготовки приближена к форме детали. Имеется свободный доступ инструмента к обрабатываемым поверхностям.
В конструкции детали заложен принцип единства баз. Технологические базы в течение всего хода технологического процесса остаются неизменными, что позволяет избежать дополнительных погрешностей. К валу предъявляются высокие требования по допуску на радиальное биение 0,025 мм.
Контроль диаметральных размеров осуществляется с помощью скоб, колец, микрометра; линейных размеров – с помощью штангенциркуля, шаблонов, калибра; отверстие – с помощью пробки; шлицев – с помощью шлицевых комплексных, шлицевых поэлементных, прямобочных, шлицевых проходных калибров. Для контроля резьбы применяются комплексные калибры. Шероховатость проверяется профилометром.
Следует отметить, что вал не жесткий (l/D = 320/38 = 8,4). Это говорит о том, что не имеется возможность увеличения режимов резания, применения много инструментальной обработки.
На валу имеются в наличии поверхности, к которым предъявляются высокие требования по точности (шейки вала, резьбовые поверхности), что ведёт к увеличению трудоемкости и перерасходу средств на изготовление детали в свою очередь к увеличению себестоимости детали, но в свою очередь допускает применение станков нормальной точности.
Нетехнологичными является следующие элементы: резьба, канавки, шпонки, глухое отверстие. Для их получения необходимо использовать специальное приспособление.
Также нетехнологичными элементами являются шлицы, которые имеют эвольвентный и прямоугольный профили. С точки зрения механической обработки шлицевые поверхности нетехнологичны, так как операция нарезания и шлицев со снятием стружки производится в основном малопроизводительными методами.
Обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляют технологических трудностей.
Вал подвергается термообработке, что свидетельствует об усложненном технологическом процессе его получения.
2.2 Количественная оценка
Количественная оценка технологичности конструкции может быть осуществлена лишь при использовании соответствующих базовых показателей технологичности. К основным показателям относятся[2, 33]:
1) трудоемкость изготовления детали ТИ, нормо-час
Необходимость использования дополнительных показателей определяется тем, что на стадии разработки чертежа детали и его согласования с технологом, последний руководствуется, главным образом, техническими критериями, ввиду отсутствия в этот момент данных о трудоемкости и технологической себестоимости проектируемой детали, так как технологический процесс ее изготовления еще не разработан.
При оценке детали на технологичность обязательным являются следующие дополнительные показатели (по методике В.Г. Кононенко):
коэффициент унификации конструктивных элементов
Ку.э= Qу.э/Qэ, (2.1)
где Qу.эи Qэ– соответственно число унифицированных конструктивных элементов детали и общее, шт.;
Ку.э= 11/17=0.65
коэффициент применяемости стандартизованных обрабатываемых поверхностей
Кп.ст= Do.c/ Dм.о, (2.2)
где Do.c, Dм.о – соответственно число поверхностей детали, обрабатываемых стандартным инструментом, и всех, подвергаемых механической обработке поверхностей, шт.;
Кп.ст= 17/17=1
коэффициент обработки поверхностей
Кп.о=1-Dм.о/Dэ, (2.3)
где Dм.о и Dэ соответственно число поверхностей подвергаемых механической обработке и общее число поверхностей, шт.;
Кп.о= 1-17/17=0
коэффициент использования материала
Ки.м=q/Q (2.5)
где q, Q – соответственно масса детали и заготовки, кг;
Ки.м= 1,85/2,8= 0,66
масса детали q= 1,85 кг;
максимальное значение квалитета обработки IT ;
минимальное значение параметра шероховатости обрабатываемых поверхностей Rа= 0,63 мкм;
Таким образом, проанализировав количественные показатели технологичности для данной детали, следует сказать, что к отрицательным показателям, характеризующим деталь, относятся: коэффициент использования материала, который является ниже среднего (0,66< 0,7). Это говорит о том, что значительная часть материала срезается в стружку, что приводит к снижению технологичности изделия, а также к удорожанию детали. Коэффициент унификации конструктивных элементов показал, что деталь нетехнологична, так как имеет лишь четверть унифицированных конструктивных элементов.
К положительным показателям, характеризующим деталь, относятся: коэффициент применяемости стандартизованных обрабатываемых поверхностей – все поверхности обрабатываются стандартным инструментом.
Таким образом, проанализировав качественные и количественные показатели технологичности детали «Вал», можно сделать вывод, что из-за наличия большого количества нетехнологичных элементов, указанных выше, высоких требований к точности обработки, и необходимости термообработки, данный вал является мало технологичным.