

12 Определение необходимого количества оборудования и его загрузки
Каждое инженерное решение должно оцениваться как с технической, так и с экономической точек зрения. К числу технических показателей технологических процессов относятся, в частности, погрешность изготовления, качество поверхности, долговечность деталей, к экономическим – трудоемкость и себестоимость получения заготовок и их механической обработки, расходы на эксплуатацию изделий. Экономические показатели, например устанавливать оптимальную точность обработки, параметры шероховатости поверхности детали при минимальной себестоимости оснастки [2, 187].
Правильный выбор оборудования определяет его рациональное использование. При выборе станков для разработанного технологического процесса этот фактор должен учитываться таким образом, чтобы исключить их простой.
Для каждого станка в технологическом процессе должны быть подсчитаны коэффициенты загрузки, и использования станка по основному времени. Расчет приведем для операции 005 , а все остальные подсчеты сведем в таблицу 12.1.
Количество единиц оборудования можно определить по следующей формуле [2, 187]:
mp = Tшт.∙Nг / (60∙Fэ), (12.1)
где
![]() ‑
штучное время, мин;
‑
штучное время, мин;![]() ‑
годовая программа выпуска,
‑
годовая программа выпуска,
FЭ –эффективный годовой фонд времени работы единицы оборудования, FЭ = 4055 ч [2,218].
mp = 1,28*25000/(60*4055) = 0,13
Коэффициент загрузки станка определяется отношением (рисунок 12.1):
з = mp / mпр, (12.2)
где mПР – округленное в большую сторону расчетное значение mP.
mПР=1 станок.
з = 0,13/1 = 0,13
Коэффициент использования оборудования по основному времени (рисунок 12.2):
о = То / Тшт.к. (12.3)
о = 0,56/1,28 = 0,44
Данный коэффициент характеризует уровень механизации технологической операции. Определяем средний коэффициент загрузки станка:
з.ср =зi / mпрi (12.4)
з.ср = 10,72/28 = 0,38
Определяем средний коэффициент использования оборудования по основному времени:
o.ср =oi / mпрi (12.5)
o.ср= 14,68/28= 0,52
Таблица 12.1 – Расчет коэффициентов использования оборудования
Номер опер |
Тоi, мин |
Тшт., мин |
mрi |
mпрi |
зi |
оi |
005 |
0,56 |
1,28 |
0,13 |
1 |
0,13 |
0,44 |
015 |
4,22 |
5,20 |
0,53 |
1 |
0,53 |
0,81 |
020 |
13,3 |
16,00 |
1,64 |
2 |
0,82 |
0,83 |
025 |
3 |
4,16 |
0,43 |
1 |
0,43 |
0,72 |
030 |
3,09 |
4,52 |
0,46 |
1 |
0,46 |
0,68 |
050 |
2,64 |
3,88 |
0,40 |
1 |
0,40 |
0,68 |
055 |
15,4 |
16,71 |
1,72 |
2 |
0,86 |
0,92 |
060 |
13,68 |
15,27 |
1,57 |
2 |
0,78 |
0,90 |
065 |
10,64 |
12,07 |
1,24 |
2 |
0,62 |
0,88 |
070 |
17,78 |
19,71 |
2,03 |
3 |
0,68 |
0,90 |
075 |
13,97 |
15,95 |
1,64 |
2 |
0,82 |
0,88 |
080 |
2 |
5,21 |
0,54 |
1 |
0,54 |
0,38 |
115 |
1,3 |
4,75 |
0,49 |
1 |
0,49 |
0,27 |
120 |
1,3 |
2,11 |
0,22 |
1 |
0,22 |
0,62 |
125 |
1,67 |
3,67 |
0,38 |
1 |
0,38 |
0,46 |
130 |
2,97 |
4,13 |
0,42 |
1 |
0,42 |
0,72 |
135 |
3,01 |
4,43 |
0,46 |
1 |
0,46 |
0,68 |
140 |
1,3 |
2,46 |
0,25 |
1 |
0,25 |
0,53 |
145 |
1,3 |
1,76 |
0,18 |
1 |
0,18 |
0,74 |
150 |
5,0 |
6,07 |
0,62 |
1 |
0,62 |
0,82 |
155 |
5,0 |
6,10 |
0,63 |
1 |
0,63 |
0,82 |
|
|
ИТОГО: |
28 |
10,72 |
14,68 |
|

Рисунок 12.1 ‑ Диаграмма загрузки оборудования
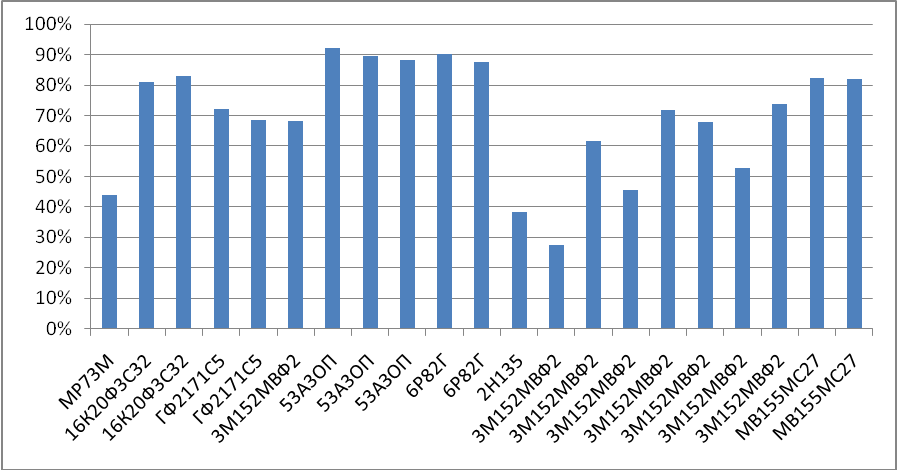
Рисунок 12.2 – Диаграмма использования оборудования по основному времени
. Проанализировав диаграммы можно сделать вывод о том, что на операциях 005, 080,115, 120,125, 140 и 145доля основного времени ниже нормы. Из этого следует, что для уменьшения доли вспомогательного времени, на этих операциях необходимо применять автоматизированные приспособления, элементы для крепления инструмента и т.д