

Вопрос 22. Классификация поточных формовочно-литейных линий.
Различают механизированные и автоматизированные поточные линии. Механизированные формовочные линии в свою очередь разделяются на такие, в которых сборка форм производится вне транспортирующего устройства, и на линии, в которых сборка форм осуществляется непосредственно на транспортирующем устройстве, т.е. на формовочном конвейере. В первом случае выбитые на решетке 8 опоки в нераспарованном виде сталкиваются на рольганг 7, с которого верхняя опока с помощью подъемника на монорельсе 6 снимается и перемещается к формовочной машине 4 для изготовления верхних полуформ, а нижняя опока таким же образом по монорельсу 5 подводится к машине 3 для изготовления нижних полуформ Заформованная нижняя опока выдается на рольганг 2, где производится укладка стержней, а затем и установка верхней полуфомы на нижнюю - сборка формы Готовая форма сталкивается или устанавливается на формовочно-литейный конвейер 1, который перемещает ее на заливочный участок.

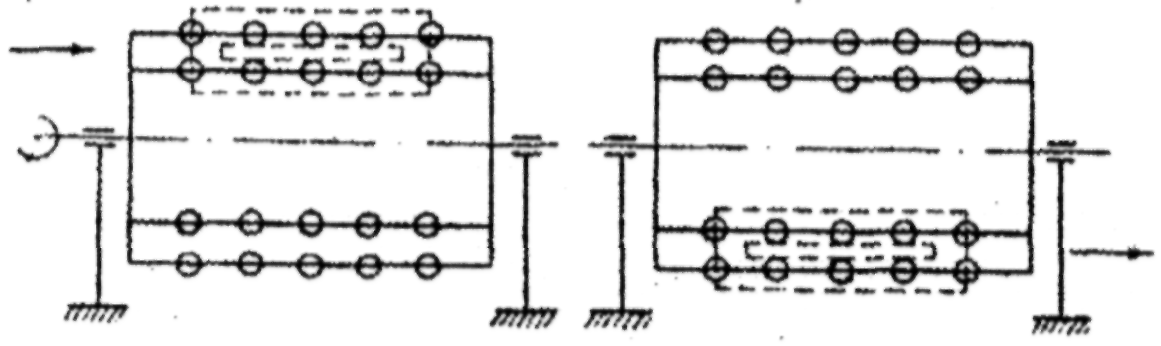
По второй схеме выбитые на решетке 7 опоки, проходя через распаровщик 6, поступают раздельно (верхняя и нижняя) на специальный пластинчатый конвейер 5, который доставляет их к формовочным машинам. Группа машин 2 приспособлена для формования нижних опок, а группа 1 - верхних. Заформованные нижние опоки с помощью подъемника и монорельса 3 устанавливаются на формовочно-литейный конвейер 4, где производится укладка стержней и по мере продвижения их на конвейере - установка верхней полуформы на нижнюю, т.е. сборка формы.

Обе схемы еще применяются в литейных цехах, несмотря на то что вызывают необходимость в значительных затратах ручного труда. Однако все чаще используются автоматизированные формовочные линии, в которых ручной труд используется только на операциях укладки стержней и заливки металла в формы. На компоновку автоматизированных линий влияют в основном следующие факторы: годовая программа линии, размеры и конфигурация отливок; выбранный технологический процесс, принципиальная и конструктивная схемы формовочного автомата, тип литейного конвейера и межоперационных транспортных средств. Во всех случаях определяющим условием выбора компоновки является минимальная потребность в производственных площадях для размещения всех элементов линии при удобстве их обслуживания и надежность работы линии.
Вопрос 23. Устройство автоматической формовочной линии опочной формовки типа «kb» (схема, принцип действия основных узлов)
Опоки, применяемые в автоматических и автоматизированных линиях, должны иметь жесткую конструкцию и точные размеры как внутренних, так и наружных полостей, хорошо обработанные базовые плоскости, удобное направляющее и фиксирующее устройство при сборке двух полуформ. Желательно, чтобы опока для нижней полуформы не имела крестовин. С целью полной взаимозаменяемости верхней и нижней опок применяются специальные симметричные опоки, имеющие два рабочих лада с центрирующей и направляющей втулками Применение таких опок рационально только при условии выбивки их методом выпрессовки кома смеси с отливкой. В противном случае оба лада этих опок будут поочередно подвергаться действию ударов на выбивных установках и быстро изнашиваться Кантователи применяются для поворота на 180° порожних нижних опок перед установкой их на модель (подмодельную плиту) или на стол машины, а также для поворота нижних полуформ после их уплотнения на формовочном автомате, у которого модель расположена на столе машины. В случае применения симметричных опок и расположения модели над опокой, заполненной смесью (для получения отпечатка путем вдавливания модели в смесь), необходимость в кантователях отпадает. Существуют круговые, боковые опрокидыватели и комбинированные кантователи.
Круговой кантователь Манипуляторы - специализированные подъемно-транспортные устройства автоматических формовочных линий. К их числу относятся: механизм 1 - подъема и опускания опок на формовочно-литейный конвейер, механизм 2 - установки и поворота полуформ, механизм 3 - разборки опок, механизм 4 - сборки форм, механизм 5 - установки и снятия грузов при заливке форм, механизм 6 - выдавливания кома смеси с отливкой из опок на выбивную решетку.
