

Вопрос 8. Смешивающие литейные бегуны (эскиз с указанием основных узлов)
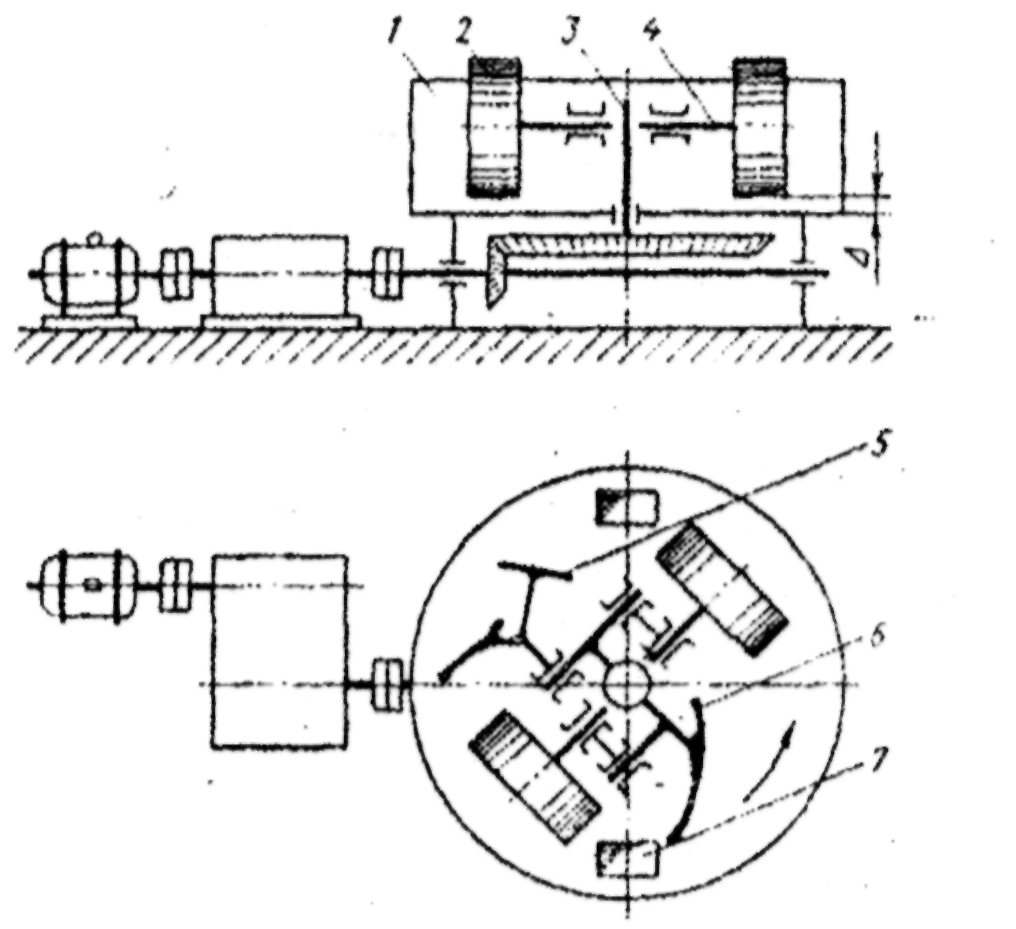
Смешивающие бегуны применяют для приготовления формовочных и стержневых смесей в литейных цехах массового, серийного и единичного производства. Различают смешивающие бегуны трех типов; 1 - периодического действия с вращающимися вокруг вертикальной оси чаши катками и плужками, перемешивающими компоненты на горизонтальной поверхности днища чаши; 2 - периодического действия с вращающимися вокруг вертикальной оси чаши катками и плужками, перемешивающими компоненты на вертикальной поверхности обечайки чаши; 3 - непрерывного действия с вращающимися вокруг вертикальных осей сдвоенных чаш катками и плужками, перемешивающими компоненты на горизонтальной поверхности днища чаши. В бегунах периодического действия приготовление смесей производится отдельными замесами. Различная производительность получается путем изменения массы замеса и продолжительности смесеприготовления. В бегунах непрерывного действия загрузка необходимых компонентов и выдача готовой смеси осуществляется одновременно и непрерывно. Различная производительность получается при изменении скорости подачи компонентов, следовательно, и скорости выдачи готовой смеси. Катковые смесители (бегуны) имеют неподвижную чашу 1 (рис.) и два гладких катка 2 (посаженных на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. С помощью плужков 5 и 6 смешиваемый материал направляется под катки Катки смонтированы на кривошипах таким образом, что при попадании под них случайных твердых предметов могут приподниматься и пропускать последние.
1 – пробоотводное устройство 2 – электродвигатель 3 – наклонный желоб сконтрольной пластиной с прорезями 4,5 – щели 6,7 - фотоэлемент |
Вопрос 9. Схема устройства для определения индекса формуемости смеси.

Вопрос 10. Классификация формовочных литейных машин
По назначению формовочное оборудование делится на машины для изготовления форм и машины для изготовления стержней. В соответствии с методами уплотнения все формовочные машины можно разделить на следующие группы: а) встряхивающие, б) встряхивающе-прессовые; в) прессовые; г) вибропрессовые; д) пескодувно-прессовые; е) пескодувные (пескострельные), ж) пескометы, з) импульсные. Существуют машины, которые уплотняют смеси укаткой или путем сбрасывания с определенной высоты кома смеси на модель. В первом случае имеет место уплотнение прессованием, а во втором - уплотнение за счет кинетической энергии при падении кома смеси аналогично встряхиванию. По методу извлечения модели из формы различают машины, со штифтовым подъемом, с протяжкой рамкой; с поворотом полуформы на 180°. По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные; двухпозиционные челночные; многопозиционные проходного типа, многопозиционные карусельного типа. По степени автоматизации формовочные машины можно подразделить на неавтоматические, полуавтоматические, включаемые при каждом новом цикле, автоматические, управляемые с помощью автоматических аппаратов и устройств, без участия человека. По методу приведения в действие формовочные машины подразделяются на пневматические, гидравлические пневмогидравлические, электромагнитные и механические.