

Вопрос 16. Уплотнение смеси пескометным методом, конструктивные схемы пескометов.
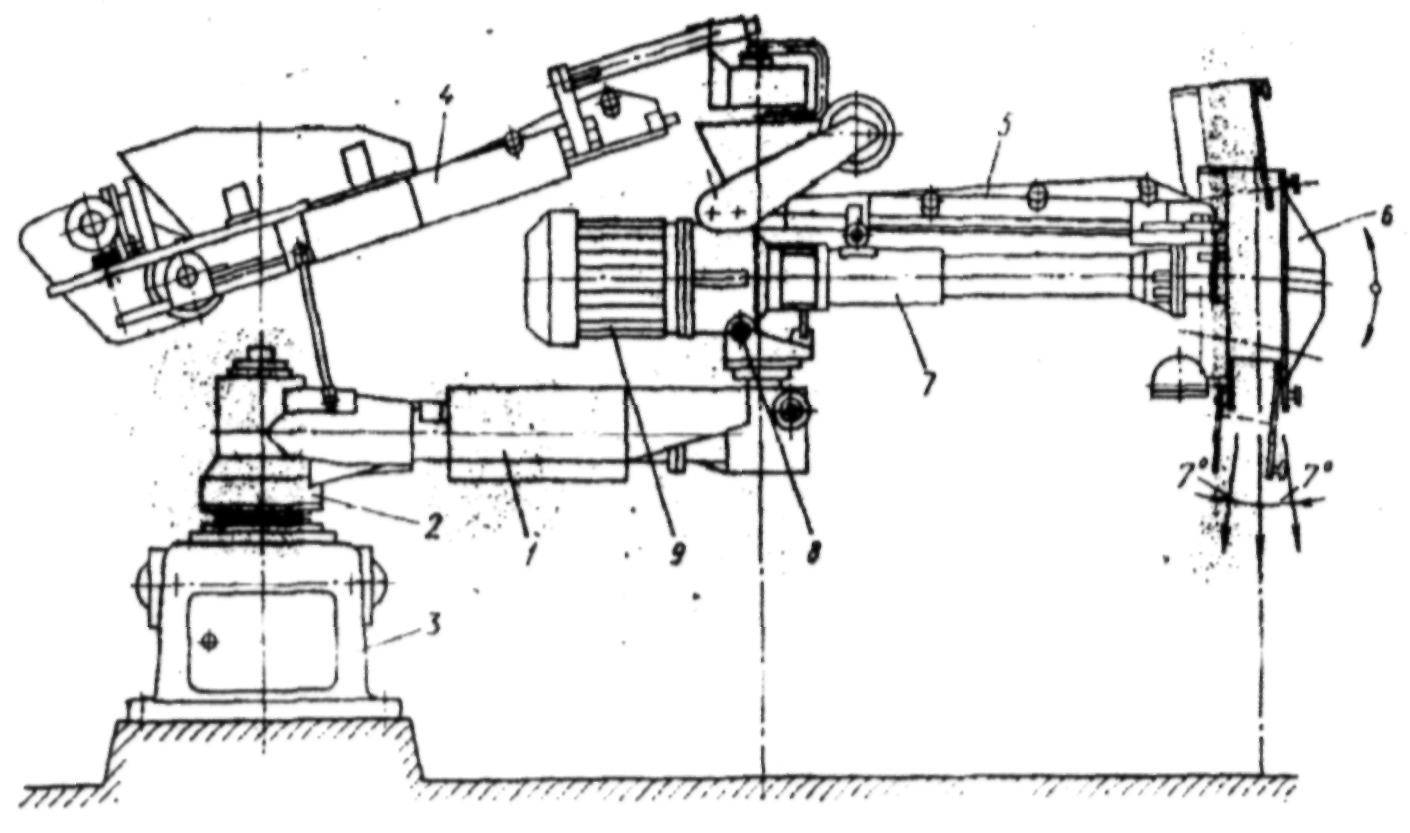
Пескомет - формовочная машина, выполняющая две функции: наполняет опоку формовочной смесью и уплотняет ее. Основной рабочий орган пескомета метательная головка имеет кожух, в котором на приводном валу жестко посажен ротор с ковшом-лопатой. В кожух непрерывно подается формовочная смесь ленточным конвейером, смесь, захватываемая и увлекаемая вращающимся ротором с ковшом, под действием инерционных сил прижимается к направляющей дуге 2, расположенной между кожухом и ковшом, несколько уплотняется, образуя «пакет», и выбрасывается из головки в опоку. Для лучшего обслуживания всей площади опоки метательная головка пескомета монтируется на двух «рукавах», а смесь подводится системой ленточных конвейеров Смесь подается в головку либо в тангенциальном, либо в осевом направлении При тангенциальной подаче ось ленточного конвейера, подающего смесь в головку пескомета, расположена перпендикулярно оси ротора, смесь с конвейера подается по касательной к окружности ротора При радиальной подаче ось ленточного конвейера расположена параллельно оси ротора, а смесь подается через окно, расположенное в торцовой стенке ротора. Радиальная подача конструктивно выполняется проще, но потери энергии больше, чем при тангенциальном направлении Большой рукав 1, соединенный с поворотной колонной вращается вокруг вертикальной оси в тумбе 3, а малый рукав 7 шарнирно закрепляется на большом рукаве и имеет поворот огносительно него на угол до 270-280°. Поворотная колонна вращается вместе с большим рукавом относительно вертикальной оси на угол до 180° в упорно-опорных подшипниках. Привод поворота рукавов обычно гиравлический реечного типа. Ленточные конвейеры 4 и 5 имеют независимые приводы. Электродвигатель 9 и метательная головка 6 соединены общим валом, но удалены друг от друга на некоторое расстояние с целью равновесия относительно вертикальной оси поворота малого рукава 7
Вопрос 17. Пескодувные формовочные литейные машины (эскиз с указанием основных узлов, принцип действия)
В пескодувном резервуаре 1 сжатый воздух подводится к верхней или боковой поверхности столба загружаемой смеси для разрыхления смеси в процессе надува и разрушения. Обра кратеров в случае применения смесей повышенной прочности в сыром состоянии в корпус резервуара встраивают Приводные мешалки 2. Надувная плита 3 плоская, с одним или не сколькими выходными отверстиями. После надува воздух из стержневого ящика 4 уходит через специальные щелеобразные устройства, пропускающие воздух и задерживающие смесь, - венты 5 в атмосферу (верхняя вентиляция). Венты встраивают и в стержневом ящике (нижняя вентиляция).

ВОПРОС 18. ПЕСКОСТРЕЛЬНЫЕ ФОРМОВОЧНЫЕ ЛИТЕЙНЫЕ МАШИНЫ (ЭСКИЗ С УКАЗАНИЕМ ОСНОВНЫХ УЗЛОВ, ПРИНЦИП ДЕЙСТВИЯ) Пескострельный резервуар 3 (рисунок 2) состоит из гильзы 2 с узкими вертикальными прорезями I в ее нижней части и горизонтальными прорезями 6 в верхней, через которые поступает сжатый воздух. Нижняя часть резервуара представляет собой коническую насадку 9 с профильным выходным отверстием (круглым, щелевым, крестообразным и другие) значительных размеров. Надувная плита 10 является универсальной и, помимо отверстий для надува смеси, имеет вентиляционные отверстия 11 для отвода воздуха. После подачи смеси в резервуар 3 из бункера 5 шибер 4 закрывается, а клапан дутья 7 открывается. При этом большая порция сжатого воздуха мгновенно перетекает из ресивера 8 в рабочий резервуар и своим давлением выталкивает дозу смеси через вдувное отверстие в стержневой ящик 13. Отработанный воздух через венты 12, расположенные в ящике, и отверстия 11 в надувной плите, уходит в атмосферу. В период надува смеси стержневой ящик 13 должен быть прижат к надувной плите силой Р, в 1,5-2 раза превышающей силу давления воздуха на стержневой ящик. Рабочий процесс в пескострельном резервуаре состоит в истечении загруженной в гильзу смеси через выдувное отверстие и последующем формировании стержня в стержневом ящике. Истечение смеси из резервуара происходит в результате перепада давлений, возникающих при фильтровании сжатого воздуха через смесь в гильзе. Оптимальным считают режим истечения смеси при неизменной ее плотности, поскольку в этом случае обеспечивается непрерывное истечение смеси и более медленное снижение давления воздуха в процессе надува, что позволяет получить стержень максимальной плотности.
1 - вертикальные прорези; 2 - гильза, 3 –