

Вопрос 2 Устройство болтовых и сварных соединений при монтаже конструкций мостов
Монтажные соединения выполняются на этапе сборки металлических конструкций. При сборке конструкций применяют монтажные соединения на сварке, на болтах и комбинированные болтосварные. Вид стыка закладывается на стадии проектирования конструкции.
При сборке пролетных строений на берегу с последующим перемещением их на опоры предпочтение отдают цельносварным стыкам; при навесной, полунавесной и уравновешенно-навесной сборке целесообразно применение комбинированных болтосварных стыков.
Болтовые стыки применяют преимущественно при сборке решетчатых пролётных строений.
Сварные и болтосварные стыки применяют главным образом для соединения основных несущих конструкций:
-
сплошностенчатых двутавровых и L-образных балок,
-
составных и цельноперевозимых блоков коробчатых сечений,
-
настильных (горизонтальных) листов ортотропных плит.
Устройство постоянных соединений на высокопрочных болтах
Сборку фрикционных соединений на высокопрочных болтах производят в следующем порядке:
-
совмещают отверстия и фиксируют взаимное положение элементов и деталей соединения монтажными пробками;
-
устанавливают в свободные отверстия высокопрочные болты и затягивают их гайковертами;
-
проверяют плотность стягивания пакета;
-
затягивают поставленные высокопрочные болты на расчетное усилие динамометрическими ключами;
-
удаляют пробки и в освободившиеся отверстия ставят высокопрочные болты с затяжкой их на расчетное усилие;
-
производят герметизацию соединений;
При сборке монтажные отверстия совмещают с применением конических оправок (колик) длиной 50…60 см.
Фиксирование отверстий после их совмещения выполняют с помощью цилиндрических пробок, изготовленных из стали Ст5пс2. Диаметр пробки должен быть на 0.2 мм меньше диаметра отверстия, диаметр острия 12 (17) мм. Длина цилиндрической части пробки L должна быть больше длины собираемого пакета на 10…15 мм (5+45+L+45+5 мм). В отверстие пробки устанавливают лёгкими ударами кувалды массой не более 2 кг.
Совпадение отверстий собираемых элементов и деталей после постановки точеных пробок должно обеспечивать свободную без перекосов, повреждения резьбы и приложения усилий постановку болтов. При невыполнении этих требований соответствующие отверстия допускается райберовать. Прочистка, сверление и рассверливание отверстий в соединениях на высокопрочных болтах допускается только в плотно стянутых пакетах и без применения смазочно-охлаждающих жидкостей и воды.
Пробки воспринимают усилия от монтажных нагрузок. Количество пробок для фиксации проектного положения элементов монтажных соединений по условию совмещения отверстий и предупреждения их сдвига во время сборки должно быть не менее 10 % количества отверстий и не менее 3 шт. Количество высокопрочных болтов по условиям стягивания пакета должно быть не менее 20 % количества отверстий. При числе отверстий менее 10 устанавливаются 2 -3 пробки и 1 - 2 болта. Извлекать пробки допускается после постановки во все свободные отверстия высокопрочных болтов и натяжения их на нормативные усилия.
Установка высокопрочных болтов начинается с заполнения отверстий свободных от пробок. Установленные высокопрочные болты на первом этапе натягиваются при помощи гайковертов на 50 - 90 % расчетного усилия для обеспечения плотности прилегания деталей пакета. При этом используют пневматические гайковерты ударно-импульсного действия. В дальнейшем отверстия, занятые пробками заменяют высокопрочными болтами
На втором этапе болты дотягивают до полного расчетного усилия динамометрическими ключами статического действия с контролем натяжения по величине прикладываемого крутящего момента.
Натяжение болтов на первом этапе необходимо производить от участков с плотным прилеганием деталей соединений к участкам с зазорами, а на втором этапе в направлении от центра узла к периферии.
Для контролируемого натяжения болтов на втором этапе рекомендуется применять гидравлические динамометрические ключи, позволяющие обеспечить регистрацию крутящих моментов с точностью не ниже ± 4%. Допускается применять для натяжения болтов ручные рычажные динамометрические ключи.
Величину крутящего момента (Н·м), прикладываемого к гайке или головке болта, определяют по формуле
Мкр = K*P*d
где К – коэффициент закручивания 0,14 - 0,2 (равен 0,175 для болтов выпускаемых Воронежским, Улан-Удэнским и Курганским мостовыми заводами);
Р – контролируемое усилие натяжения болта без учета потерь от релаксации, кН;
d – номинальный диаметр резьбы болта, мм.
Высокопрочные болты устанавливают 2 рабочих. Для размещения рабочих предусматриваются подвесные подмости-люльки (см. фото).
Устройство сварных соединений
Для монтажных сварных соединений мостовых конструкций допускается применять следующие способы электродуговой сварки:
-
автоматическая под флюсом сплошной проволокой с гранулированной металлохимической присадкой (МХП) на формирующих подкладках:
-
автоматическая под флюсом сплошной проволокой по ручной подварке корня шва наформирующих подкладках;
-
механизированная (полуавтоматическая) под флюсом, сплошной проволокой:
-
вертикальная автоматическая самозащитной порошковой проволокой с принудительнымформированием стыкового шва;
-
вертикальная автоматическая сплошной проволокой («расщеплённым» электродом) под слоем расплавленного шлака с принудительным формированием стыкового шва;
-
механизированная (полуавтоматическая) сплошной и металлопорошковой проволокой в смеси защитных газов;
-
ручная электродуговая покрытыми электродами.
Последовательность операций по устройству сварного стыка двутавровой балки (см. рис.):
-
Установка блоков главных балок на сборочные (стапельные) опоры с учетом эпюры строительного подъема, обратного выгиба на величину сварочных деформаций и с проверкой проектного положения их в плане и профиле;
-
Сварка горизонтального шва нижнего пояса с помощью сварочного трактора;
-
Подгонка по месту изготовленной на заводе вертикальной вставки. Монтаж вертикальной вставки, её закрепление и сварка двух вертикальных швов сварочным трактором;
-
Монтаж и подгонка горизонтальной вставки верхнего пояса. Устройство горизонтальных швов верхнего пояса сварочным трактором;
-
Сварка стенки и верхнего пояса вручную;
-
Сварка стенки и нижнего пояса.
При автоматической сварке под флюсом, в том числе с применением МХП, механизированной сварки в смеси защитных газов и ручной дуговой сварки стыковых соединений с односторонними швами в нижнем положении следует применять съёмные (несплавляющиеся) подкладки, обеспечивающие формирование обратной стороны шва без последующей его подварки и, как правило, без механической обработки.
Рекомендуются следующие формирующие подкладки:
-
стекло-медные - для автоматической сварки под флюсом и с МХП металла толщиной до 16 мм включительно;
-
медные со стеклотканью - для автоматической сварки под флюсом и с МХП металла всех толщин, а также для односторонней механизированной сварки в смеси защитных газов в нижнем положении;
-
керамические - для механизированной сварки в смеси защитных газов и ручной дуговой сварки.
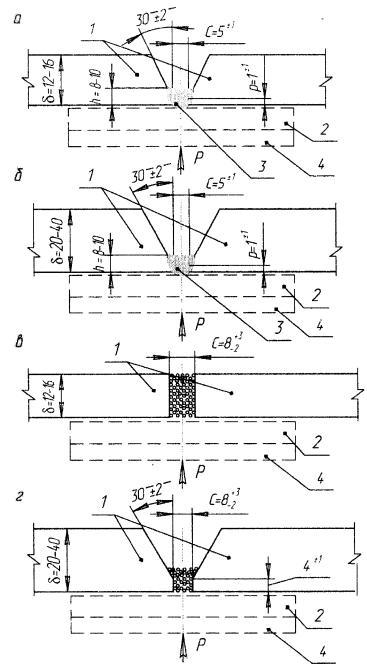
Рис. Схемы сборки стыковых соединений под одностороннюю автоматическую сварку: а и б - автоматическая сварка по ручной или механизированной
подварке корня шва; в и г - автоматическая сварка с применением МХП 1 - элементы свариваемых конструкций; 2 - формирующая медная подкладка;
3 - ручная или механизированная подварка корня шва;
4 - стальная поджимающая полоса
Для поджатия подкладок к обратной стороне стыковых соединений рекомендуется применять различные талрепы, домкраты и винтовые приспособления, не требующие их приварки.
Монтажные соединения следует собирать под сварку с помощью электроприхваток, располагаемых в местах наложения швов. В последующем при сварке прихватки должны полностью проплавляться (перевариваться). Расстояние между прихватками (по осям прихваток) должно быть не более 400 мм и не менее100 мм.
Сварку мостовых конструкций производят на постоянном токе обратной полярности (минус на конструкции). Способ монтажной сварки должен быть указан в чертежах КМ и КМД, а технология, режимы монтажной сварки и другие детали - в «Технологическом регламенте по сборке и сварке монтажных соединений конкретного объекта».
Начинать и заканчивать сварку следует на выводных планках (если шов не входит в «замкнутый контур»), которые удаляют сразу после сварки шва, и затем осуществляется контроль качества шва, в том числе и методом УЗД.
По окончании сварки металл шва и прилегающие к нему участки очищают от шлака и брызг, шов осматривают и сразу же устраняют все видимые дефекты.
Номер каждого выполненного стыка по маркировочной схеме и дату сварки заносят в «Журнал сварочных работ» с росписями сварщика и руководителя сварочных работ.
При сборке и сварке монтажных соединений должен проводиться пооперационный контроль качества выполнения технологических операций. Особенно тщательно необходимо выполнять геодезический контроль в плане, в профиле (по стройподъёму) и по длине собираемых металлоконструкций до и после их сварки. Односторонняя автоматическая сварка под флюсом в т.ч. и с применением МХП, должна производиться только «на подъём».
При сварке вертикальных (наклонных) стенок основных несущих конструкций сплошностенчатых пролетных строений применяется автоматическая вертикальная (наклонная) сварка с принудительным формированием стыкового шва в ползунах сварочного трактора.