

Лекція 7 Розробка маршруту механічної обробки
Маршрут обробки деталі — це укрупнений план обробки заготовки, який встановлює послідовність операцій обробки різанням (механічної обробки), а також зміст і місце в плані обробки термічних, гальванічних, слюсарних та контрольних операцій.
Маршрут має обов’язково відповідати заданому типу виробництва і забезпечувати необхідну якість деталі. Таким чином, побудова маршруту обробки повинна бути підпорядкована одному з головних принципів — забезпечення виконання деталлю свого службового призначення.
Загальна послідовність обробки така:
- обробка чистових технологічних баз;
- попередня (чорнова) обробка площин, які є конструкторськими базами деталі;
- попередня (чорнова) обробка отворів, які є конструкторськими базами деталі (головних отворів);
- попередня (напівчистова) обробка площин, які є конструкторськими базами деталі;
- попередня (напівчистова) обробка отворів, які є конструкторськими базами деталі;
- обробка місцевих елементів — кріпильних поверхонь, фасок, лисок, канавок, різевих поверхонь, зубчастих вінців, шліцьових поверхонь, шпонкових пазів тощо;
- термічна обробка для забезпечення необхідних фізико-механічних показників матеріалу деталі у т. ч. — її поверхневого шару;
- остаточна (чистова) обробка площин, які є конструкторськими базами деталі;
- обробка головних отворів;
- остаточна (чистова) обробка різевих поверхонь, зубчастих вінців, шліцьових поверхонь;
- контроль точності обробки.
До важливих питань побудови маршрутів механічної обробки, який у значній мірі пов'язаний із типом виробництва і конкретними виробничими умовами, є питання ступеня концентрації і диференціації операцій.
Концентрацією (укрупненням) операцій називають поєднання декількох простих переходів в одну складну операцію.
Таким чином, технологічний процес, побудований за принципом концентрації операцій складається з невеликої кількості складних операцій і в сучасному машинобудуванні реалізується завдяки використання багатоцільових верстатів, автоматичних ліній (у т. ч. гнучких), агрегатних верстатів. Це дозволяє об’єднувати в одну операцію переходи попередньої і остаточної обробки, замінювати декілька установів одним установом і простих одноінструментальних переходів складними суміщеними переходами бугатоінструментальної і багатолезової обробки однієї або декількох поверхонь. При цьому підвищується:
- точність відносного розташування поверхонь завдяки обробці з одного установа;
- продуктивність обробки за рахунок суміщення в часі декількох переходів і, відповідно, скорочення витрат загального основного часу;
- продуктивність обробки за рахунок скорочення витрат додаткового часу (на встановлення і знімання заготовки, на заміну інструмента, на вмикання і вимикання верстата)
Крім того, скорочується тривалість виробничого циклу завдяки скороченню міжопераційного пролежування, оскільки зменшується загальна кількість операцій, а відповідно і обсяг незавершеного виробництва.
З побудовою операцій за принципом концентрації підвищуються вимоги до точності і технологічних можливостей верстатів і до кваліфікації робітників, оскільки їм доводиться виконувати як складну чистову обробку, так і попередню обробку на чорнових переходах.
Диференціацією (подрібненям) операцій називають побудову оберацій з невеликої кількості простих переходів в одну складну операцію.
Технологічний процес, побудований за принципом диференціації операцій складається зі значної кількості простих операцій.
Переваги диференціації операцій перш за все пов’язані із можливістю відокремлення складної і точної чистової обробки, яка вимагає високої кваліфікації робітників, від попередньої неточної обробки, яка може виконуватись високопродуктивними способами на відносно дешевих верстатах робітниками середньої кваліфікації.
В машинобудуванні використовуються обидва принципи побудови технологічних процесів, які вибираються технологами в залежності від конкретних умов виробництва.
У відповідності з методикою розробки й оформлення маршруту обробки, прийнятою на кафедрі ТАМ, він має бути поділений на операції, операції – на переходи. Формулювання переходів повинні відповідати ГОСТ 3.1702—79 [34].
Кожна з операцій має супроводжуватись ескізом заготовки, показаної у такому положенні, яке вона займатиме в робочій зоні верстата.
На кожному з ескізів показують схему базування і потовщеними лініями (у два рази ширшими за основні) – оброблені на цій операції поверхні. Всі конструктивні елементи, утворені на попередніх операція, показують на ескізі даної операції основними лініями.
Кількісні значення розмірів, шорсткості поверхонь та інших вимог точності на ескізах схем базування і обробки показувати не потрібно. Для наочності оброблені поверхні можуть бути пронумеровані.
Приклад оформлення таблиці маршруту обробки
Приклад оформлення таблиці маршруту обробки (розглянута лише перша операція) показаний у таблиці 2.
Таблиця 2 — Приклад оформлення таблиці маршруту обробки
|
Номер, назва і зміст операції |
Ескіз обробки зі схемою базування |
Тип і модель верстата |
|
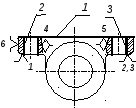
005 Вертикально-фрезерна з ЧПК
1. Фрезерувати площину 1 попередньо в розмір. 2. Центрувати отвори 2 і 3. 3. Свердлити отвори 2 і 3. 4. Фрезерувати площину 1 остаточно. 5. Розвернути отвори 2 і 3 попередньо. 6. Розвернути отвори 2 і 3 остаточно. |
|
Вертикально-фрезерний з ЧПК 6Р13РФЗ |
Література − (С. 80-82, С. 128-135) 26.