

Потрібно визначити кількість ступенів (переходів) обробки отвору в деталі типу “корпус”, а також вибрати способи обробки.
Вихідні дані
1. Отвір Ø52Н8 отримується обробкою на одній операції з одного установа. Ескіз із технічними вимогами показаний на рис. 3.

2. Заготовка — виливок в оболонкові форми 9 класу точності.
3. Допуск діаметрального розміру отвору у вихідній заготовці складає 2,0 мм.
Визначимо загальне уточнення
 44.
44.
Припустимо,
що таке уточнення може бути досягнуто
за три переходи механічної обробки.
Приймемо:![]() ;
;
![]() .
.
Знайдемо уточнення, яке має бути забезпечене на третьому (останньому) переході
![]() .
.
Визначимо розрахункові значення допусків технологічних розмірів
![]() ;
;
![]() ;
;
![]() (ІТ8).
(ІТ8).
Отримані
розрахункові значення допусків
технологічних розмірів, що мають бути
забезпечені на першому і другому
переходах, змінимо до найближчих
нормативних значень.
Таким чином, приймемо остаточно:
![]() (ІТ13);
(ІТ13);
![]() (ІТ10).
(ІТ10).
Виберемо способи механічної обробки отвору. З урахуванням необхідності забезпечення жорсткої вимоги паралельності осі отвору відносно площини (0,02 мм) вибираємо як спосіб механічної обробки для усіх трьох переходів розточування (чорнове, чистове і тонке). Тонке розточування забезпечує як необхідну точність діаметрального розміру (ІТ8), так і вимоги до шорсткості поверхні (Ra 1,6).
Література − (С. 50-54) 13; (С. 82-89) 26.
Лекція 6 Вибір технологічних баз
Одним з найвідповідальніших етапів проектування технологічних процесів механічної обробки деталі є призначення технологічних баз. Від того наскільки правильно вибрані бази залежить точність виконання розмірів заданих конструктором, правильність розміщення оброблюваних поверхонь, складність верстатних пристроїв, загальна продуктивність обробки заготовок. Основні положення, що стосуються термінології, класифікації і теорії базування приведені в [32].
Вихідними даними при виборі баз є:
-
креслення деталі;
-
технічні умови на її виготовлення;
-
спосіб виготовлення заготовки і стан її поверхонь,
Перед вибором баз для конкретної операції необхідно чітко сформулювати задачі, які повинні бути розв’язані в результаті виконання цієї операції.
Всі питання, що вирішуються під час проектування технологічного процесу механічної обробки, тісно пов’язані між собою. Особливо це стосується вибору технологічних баз і розробки маршруту механічної обробки. Ці два етапи проектування технологічного процесу зазвичай виконуються практично одночасно.
Проектуючи технологічний процес механічної обробки спочатку вибирають чистові технологічні бази, а потім чорнові.
6.1 Вибір чистових технологічних баз
Чистові технологічні бази — це поверхні для базування деталі при виконанні більшості операцій технологічного процесу механічної обробки.
Основною задачею вибору чистових технологічних баз є мінімізації похибки базування.
Під час вибору технологічних баз слід враховувати, що за будь якої схеми базування похибка базування не впливає: на показники точності форми поверхонь (вимоги площинності, циліндричності, круглості тощо); на показники шорсткості поверхні, на точність діаметральних розмірів, а також на точність розмірів (як лінійних, так і кутових) між поверхнями, за умови, що ці поверхні обробляються з одного установа.
Вибираючи комплект баз для операцій механічної обробки, слід намагатися забезпечувати принцип суміщення технологічних і вимірювальних баз з ураховуванням таких рекомендацій:
- якщо вимірювальною базою є площина, довжина і ширина якої порівнянні із габаритними розмірами деталі, то ця площина може використовуватись як технологічна установна база;
- якщо за вимірювальну базу вибрана довга і вузька площина, то ця площина може використовуватись як технологічна напрямна база;
- якщо за вимірювальну базу вибрана вісь довгої циліндричної поверхні (l ≥ d), то ця поверхня або її вісь може використовуватись як технологічна подвійна напрямна база;
- якщо за вимірювальну базу вибрана вісь короткої циліндричної поверхні (l < d), то ця поверхня або її вісь може використовуватись як технологічна подвійна опорна база.
У будь-якому випадку за технологічні бази з найбільшою можливою кількістю опорних точок повинні вибиратися ті вимірювальні бази деталі, відносно яких задані найжорсткіші вимоги точності.
Якщо дозволяє форма деталі, то на всіх основних операціях слід використовувати один і той же комплект чистових технологічних баз, тобто дотримуватись принципу постійності баз. Наприклад, в корпусній деталі за комплект чистових технологічних баз найчастіше використовують оброблені на першій операції площина і два отвори; деталь типу “ступінчастий вал” найчастіше обробляють з установленням на більшості операцій на центрові отвори і т.п.
Розглянемо приклад вибору чистових баз (рис. 4).
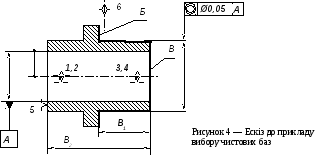
Таблиця 1 — Резальтати вибору технологічних баз
|
Назва операції |
Розмір чи вимога точності |
Відсутність чи наявність похибки базування |
Фактор, який забезпечує відсутність чи зумовлює наявність похибки базування |
|
Токарно-револьверна з ЧПК |
Розмір В1 |
відсутня |
Виконання принципу суміщення баз |
|
Розмір В2 |
відсутня |
Обробка поверхонь Б і В з одного установа |
|
|
Вимога співвісності |
відсутня |
Виконання принципу суміщення баз |
Якщо ж за вибраної схеми базування похибка базування на певний розмір все ж таки виникає, то потрібно знайти кількісне значення цієї похибки і, порівнявши його з допуском на відповідний розмір, зробити висновок щодо можливості використання запропонованої схеми базування.
Література − (С. 192-207) 1, (С. 180-192) 14, (С. 89-101) 26,
(С. 27-35) 32.