

Лекція 12 Розмірний аналіз технологічних процесів
Метою розмірного аналізу технологічного процесу є:
- визначення технологічних розмірів і розмірів вихідної заготовки, а саме розмірів, які з’єднують між собою плоскі поверхні, плоскі поверхні з осями отворів і осі отворів між собою;
- визначення максимальних припусків на обробку плоских поверхонь;
- перевірка правильності побудови маршруту механічної обробки і правильності призначення допусків на технологічні розміри.
В залежності від форми деталі, розмірний аналіз може виконуватись у напрямі однієї, двох або трьох координатних осей.
Розмірний аналіз технологічного процесу виконують після розробки маршруту механічної обробки у такій послідовності: вибір розташування технологічних розмірів; попереднє визначення допусків технологічних розмірів; побудова розмірної схеми технологічного процесу; побудова похідного і вихідного графів-дерев та суміщеного графа; знаходження рівнянь технологічних розмірних ланцюгів; визначення проміжних мінімальних припусків, на обробку плоских поверхонь; визначення технологічних розмірів, розмірів вихідної заготовки, максимальних припусків, корекція допусків технологічних розмірів
12.1 Вибір розташування технологічних розмірів
Цей пункт передбачає вибір технологічних розмірів, які з’єднують між собою плоскі поверхні, плоскі поверхні з осями отворів і осі отворів між собою.
Розташування технологічних розмірів призначається таким чином, щоб забезпечувалась відсутність або мінімальність похибки базування, тобто щоб виконувався принцип суміщення баз або здійснювалась обробка з одного установа тих поверхонь, які координуються відповідним технологічним розміром.
Вибране розташування технологічних розмірів потрібно показати на ескізах маршруту механічної обробки, що вибраний як оптимальний за результатом порівняння за мінімумом приведених витрат. У записах змісту переходів мають бути відображені ті технологічні розміри, які на цих переходах забезпечуються.
12.2 Попереднє визначення допусків технологічних розмірів
Допуски технологічних розмірів призначаються виходячи з очікуваної точності обробки на відповідних операціях попередньо розробленого маршруту механічної обробки. Вони можуть визначатися за формулою
![]()
![]() ,
,
де
![]() – сумарна похибка механічної обробки
на технологічний розмір Ві;
– сумарна похибка механічної обробки
на технологічний розмір Ві;
![]() – середньостатистична точність способу
механічної обробки.
– середньостатистична точність способу
механічної обробки.
Величину
![]() можна знайти в навчальній і довідниковій
літературі, наприклад в [4, с. 150 − 153] та
ін.
можна знайти в навчальній і довідниковій
літературі, наприклад в [4, с. 150 − 153] та
ін.
Допуски розмірів вихідної заготовки визначають за відповідними стандартами на заготовки під час її проектування.
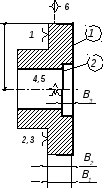
Зміст і послідовність виконання подальших етапів розмірного аналізу для більшої наочності розглянемо на прикладі деталі типу «фланець» (рис. 13). Розмірний аналіз виконується у напрямі осі обертання деталі.
Початкові дані
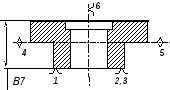
1. Заготовка – виливок в піщано-глинисті форми із сірого чавуну (рис. 14).
2. Тип виробництва – середньосерійний.
Маршрут механічної обробки заготовки показаний у таблиці 5. У зміст переходів операцій маршруту умовно не включена обробка циліндричних поверхонь, оскільки їх розміри не впливають на результати розмірного аналізу.
Таблиця 5 — Маршрут механічної обробки (до прикладу виконання розмірного аналізу технологічного процесу)
|
Номер назва та зміст операції |
Схема базування і обробки |
Обладнання |
|
1 |
2 |
3 |
|
005 Токарно-револьверна з ЧПК 1. Точити поверхню 1 попередньо в розмір В1 2. Точити поверхню 1 остаточно в розмір В2. 3. Точити поверхню 2 однократно в розмір В3.
|
|
Токарно-револьверний з ЧПК 1В340Ф30
|
|
010 Токарно-револьверна з ЧПК 1. Точити поверхню 1 попередньо в розмір В4, поверхню 2 однократно в розмір В5. 2. Точити поверхню 1 остаточно в розмір В6.
|
|
Токарно-револьверний з ЧПК 1В340Ф30 |
|
1 |
3 |
4 |
|
015 Плоскошліфувальна
1. Шліфувати площину в розмір В7. |
|
Плоскошлі-фувальний 3701 |

Таблиця 6 — Допуски технологічних розмірів
|
Технологічний розмір |
Квалітет точності |
Попереднє значення допуску, мм |
Остаточне значення допуску, мм |
|
В1 |
12 |
0,15 |
0,15 |
|
В2 |
11 |
0,09 |
0,09 |
|
В3 |
11 |
0,09 |
0,09 |
|
В4 |
12 |
0,21 |
0,186 |
|
В5 |
11 |
0,09 |
0,09 |
|
В6 |
10 |
0,084 |
0,084 |
|
В7 |
9 |
0,052 |
0,052 |
Допуски деяких технологічних розмірів можуть бути в подальшому уточнені. У цьому випадку в останньому стовпчику таблиці 6 показують остаточно прийняті значення допусків усіх технологічних розмірів.
Вважаємо, що допуски розмірів вихідної заготовки складають Т(З1)=0,9 мм; Т(З2)=1,2 мм; Т(З3)=0,9 мм.