

3.4 Надежность автоматов
Надежность – это свойство автомата выполнять заданные функции, сохраняя во времени эксплуатационные параметры.
Автомат может быть работоспособным и неработоспособным. Работоспособный автомат выпускает годную продукцию (в соответствии с чертежом, техническими условиями). Неработоспособный автомат выпускает и негодную продукцию (не соответствующую техническим условиям), т.е. брак.
Нарушение работоспособности и переход автомата в нерабочее состояние называется отказом. Отказы бывают двух видов: отказы элементов и отказы параметров.
Отказы элементов – это когда отказывает какой-то элемент в конструкции, не выполняется рабочий цикл. Такие отказы называются функциональными.
Отказы параметров – это когда все механизмы и устройства работают, рабочий цикл выполняется, но выданная продукция не соответствует заданным параметрам, такой отказ называется технологическим.
Кривая зависимости интенсивности отказов автомата от времени его работы имеет вид (рис. 3.4):
Интенсивность
отказов

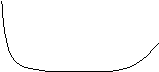


I II III

Время работы автомата
Рисунок 3.4 – Зависимость интенсивности отказов автомата от времени его работы
Пояснения к рис.3.4:
I – период приработки. Период очень короткий и говорит о том, насколько автомат качественно изготовлен.
II – период нормальной работы. Самый длительный период.
III – период интенсивного износа.Период, когда автомат подлежит капитальному ремонту или утилизации.
Различают следующие показатели надежности: безотказность, ремонтопригодность, долговечность, сохраняемость.
Безотказность – свойство автомата сохранять работоспособность в течение некоторого периода времени без вынужденных перерывов (основной показатель).
Оценить безотказность можно по критериям: вероятности безотказной работы; средней наработке до первого отказа; наработке на отказ; интенсивности отказов; параметра потока отказов; гарантийной наработке.
Показатель безотказности можно определить, используя выражение
![]() , (3.14)
, (3.14)
где (t) – поток отказов.
Безотказность имеет вероятностный характер. Математический поток отказов описывается следующим выражением:
![]() .
(3.15)
.
(3.15)
Графически эта зависимость имеет вид (рис.3.5):
Поток
отказов w(t)

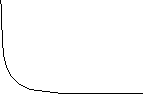

Время t
Рисунок 3.5 – Зависимость потока отказов от времени работы автомата
Порядок расчета безотказности:
1 По опытным значениям наработки на отказ и восстановлению строится экспериментальная (эмпирическая) зависимость.
2 Под характер (вид) экспериментальной зависимости подбирается предположительная теоретическая кривая.
3 Сравниваем эти две кривые. Разрешается частичное «выравнивание» экспериментальной кривой.
4 Оценка сравнения производится с помощью критерия согласия с ошибкой (не более 5%).
5 При хорошем согласии кривых используется теоретическая зависимость.
Для того, чтобы ускорить процесс определения безотказности, проводят искусственное старение автомата.
Ремонтопригодность – свойство автомата, заключающееся в его приспособленности к предупреждению, обнаружению, устранению и выявлению слабых блоков.
Единицей ремонтопригодности является tср - время одиночного простоя для обнаружения и устранения отказа. Для предупреждения отказов используются профилактические мероприятия: регулировка, смазка и другие. Разработана целая серия методов быстрого обнаружения неисправностей.
Большое внимание при разработке автоматов уделяется системам обнаружения неисправностей и быстрой замене неисправного элемента (узла).
Сохраняемость – свойство автомата непрерывно сохранять исправное и работоспособное состояние в течение хранения или транспортировки и после.
Долговечность – свойство автомата сохранять работоспособность до наступления предельного состояния.
Долговечность количественно можно оценить техническим ресурсом, который представляет собой сумму интервалов времени безотказной работы автомата за период эксплуатации до разрушения.
Оценить долговечность можно с помощью гарантийного срока эксплуатации и срока службы.
Долговечность можно оценить с помощью коэффициента использования по формуле
 , (3.16)
, (3.16)
где Траб – время работы автомата за некоторый период эксплуатации;
ΣТ – суммарная производительность ремонтов за тот же период эксплуатации.
Приведенные показатели надежности не позволяют выявить их влияние на производительность автоматов. Поэтому для их взаимосвязи используют следующие показатели: сумма собственных потерь и коэффициент технического использования.
 ;
(3.17)
;
(3.17)
![]() , (3.18)
, (3.18)
где ц-поток отказов в цикле.
4 ЛЕКЦИЯ №4