

5.4 Конвейеры
Конвейер – автоматическая машина для транспортирования заготовок и деталей.
Конвейеры делятся на две группы: непрерывного действия и прерывного действия
Конвейеры непрерывного действия: ленточные (рис. 5.2), цепне, роликовые, валкове, винтовые, конвейеры-распределители, лотковые самоточные, пневматические, вибрационные.
Конвейеры прерывистого действия: шаговые (рис. 5.3); перекладывающие; пилообразные; системы конвейеров.

1 – барабан ведущий (приводной); 2 – лента; 3 – заготовка; 4 – планка; 5 – барабан холостой; 6 – система натяжения ленты; 7 – опора.
Рисунок 5.2 – Ленточный конвейер непрерывного действия
В настоящее время при организации АЛ и особенно гибких систем используют системы конвейеров. Назначение такой системы: транспортирование; разделение потоков; поворот детали; накопление деталей и спутников; установка спутников (загрузка и разгрузка).

1 – штанга; 2 – направляющая; 3 – собачка; 4 – заготовка; 5 – гидропривод.
Рисунок 5.3 – Шаговый конвейер непрерывного действия
5.5 Передвижение транспортного устройства
Назначение передвижных транспортных устройств – транспортировать заготовки, спутники, кассеты к обрабатывающему оборудованию.Они подразделяются на три группы: 1) самоходные; 2) колесные рельсовые; 3) колесные безрельсовые.
Самоходные транспортные устройства – это робокары, трансманипуляторы, робототрейлеры. Их преимущества: используются одновременно как для загрузки так и для транспортирования; как правило, конструкция их простая, движение гибкое.
Колесные рельсовые транспортные средства – это рельсовые тележки. Преимущества – конструкция простая, надежная. Недостатки: занимают много места, большой радиус поворота, переключение с помощью стрелок, негибкие в движении.
Колесные безрельсовые транспортные устройства – это тележки, имеющие гибкое движение.
По типу систем управления классифицируются на тележки:
1) с индуктивной связью (рис. 5.4);
2) управлением по лучу (радиолуч, инфракрасный, лазерный);
3) с радиосвязью;
4) управлением с помощью бортовой ЭВМ;
5) оптическ управление (использование специальной белой полосы).
1 – специальный кабель;
– специальный кабель;
2 – колеса;
3 – привод (эл. двигатель);
4 – верхняя часть тележки;
5 – пол цеха.
6 – электромагнитное поле
Рисунок 5.4 – Конструкция тележки с индуктивной связью
Условием движения по кабелю является равенство ЭДС наводимых в электрических двигателях привода. В случае нарушения этого условия колеса частично поворачиваются в сторону уменьшения ЭДС. Таким образом тележка постоянно корректирует направление движения, оставаясь под кабелем.
Достоинства колесных безрельсовых видов транспорта – система гибкая, отсутствие рельсовых путей, стрелок, создающих неудобства и препятствия для движения.
5.6 Подъемники
Подъемники предназначены для вертикального транспортирования заготовок.
Подъемники делятся на два класса: подъемники непрерывного действия и подъемники прерывистого действия.
Подъемники непрерывного действия делятся:
-
цепные для тел вращения типа кольца, фланцев;
-
цепные для тел вращения типа гильз и поршней;
-
вибрационные.
Подъемники прерывистого действия:
-
толкающие (рис.5.5);
-
шаговые;
-
подъемники-распределители.
1 – заготовка;
2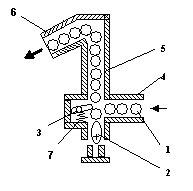 – толкающий ползун;
– толкающий ползун;
3 – защелка;
4 – подводящий поток;
5 – шахта;
6 – отводящий поток;
7 – пружина
Рисунок 5.5 – Подъемник толкающий прерывистого действия