

7.5 Автоматический контроль перед обработкой заготовок
Задача – исключить из автоматической обработки заготовки или детали, размеры которых не соответствуют техническим требованиям.
Измерительное устройство настраивается на чертежный размер заготовки. В случае несоответствия подается сигнал в катушку,которая открывает шторку, и заготовка поступает в тару бракованных заготовок. Иногда устанавливается еще одна шторка для сбора заготовок, которые по размеру больше (брак исправимый). В случае соответствия размеров заготовки по лотку 3 поступает в тару годных заготовок (рис.7.5).

1–измерительное устройство; 2 – заготовки;3 – лоток;4 – шторка;5 – катушка;6– тара бракованных заготовок; 7– тара годных заготовок
Рисунок 7.5 – Структурная схема контроля заготовок перед обработкой
7.6 Автоматический контроль в процессе обработкизаготовок
Изменение режима обработки в зависимости от текущего значения размера
1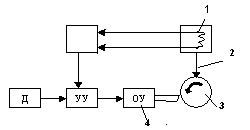 -индуктивный
преобразователь;
-индуктивный
преобразователь;
2-измерительный стержень;
3 –заготовка;
4–система управления станком

Рисунок 7.6 – Структурная схема системы контроля в процессе обработки заготовки
В процессе обработки заготовки измерительная система(1,2,3) отслеживает размер и при достижении заданного отключает станок с помощью системы управления (рис.7.6).
Автоподналадка (рис.7.7)
1 – заготовка;
– заготовка;
2 – устройство активного контроля(АК);
3 – деталь;
4 – призмы;
Д,ПР,УУ,ОУ – система управления;
ПУУ – преобразующее
усилительное устройство;
КУ – командное устройство;
5 – контактное устройство АК
Рисунок 7.7 – Структурная схема автоподналадчика
Процесс обработки заготовки 1 заложен в программе ПР и управляется системой Д,УУ,ОУ. Обработанная деталь 3 устанавливается в призму 4 и измеряется устройством активного контроля 2. Если размер детали укладывается в поля допуска, то процесс обработки заготовки не корректируется. В случае отклонения размера детали от заданного замыкаются контакты устройства контроля, сигнал от которых через преобразующее усилительное устройство ПУУ подается на командное устройство КУ. Последнее останавливает процесс обработки заготовки и корректирует программу ПР. После корректировки программы процесс обработки заготовки продолжается. Таким образом, задача автоподналадки состоит в том, чтобы по результатам контроля обработанной детали скорректировать технологический процесс и работу станка.
Автоблокирующее устройство (рис 7.8) для контроля размера отверстий
 1 – деталь;
1 – деталь;
2–обработанные отверстия;
3 – пробка-калибр;
4 – привод;
5-подвижный контакт;
6- неподвижный контакт
Рисунок 7.8 – Структурная схема блокирующего устройства
Блокирующее устройстве в отличие от автоподналадчика только останавливает станок, если размер детали выходит за поля допуска.
С помощью привода 4 пробки-калибры 3 подаются к обработанным отверстиям 2 детали 1. Вместе с пробками-калибрами перемещается подвижный контакт 5. Если диаметры отверстий совпадают с заданными пробки-калибры перемещаются внутрь отверстий на полную глубину А. Если размер по глубине А совпадает с заданным, то подвижный контакт замыкается с неподвижным и сигнал поступает на систему управления для выполнения следующей операции. В случае несоответствия размеров следующая операция блокируется.
Аналогичное автоматическое блокирующее устройство для контроля положения отверстий представлено на рис. 7.9.
1 – деталь;
– деталь;
2 – калибр-пробка;
3 – стойка;
4 – шарнир;
5 – контакты,связанные с системой управления.
Рисунок 7.9 – Структурная схема блокирующего устройства