

4.6.3 Регулирование силы сварочного тока в трансформаторе
Регулирование силы сварочного тока при дуговой сварке обычно осуществляется с помощью самого источника питания. Все возможные способы регулирования тока можно свести к двум: изменению напряжения холостого хода источника Uxx, изменению электрического сопротивления источника Z (pиcунок 56). Если увеличить напряжение холостого хода источника (рисунок 56, а), то его характеристика смещается вправо и пересекается с вольтамперной характеристикой дуги при больших токах. Если увеличить сопротивление источника, что соответствует смещению его характеристики влево (рисунок 56, б), то электрическая энергия, отдаваемая источником дуге, уменьшается, и ток соответственно снижается. На практике часто используют в одном источнике оба способа регулирования тока.
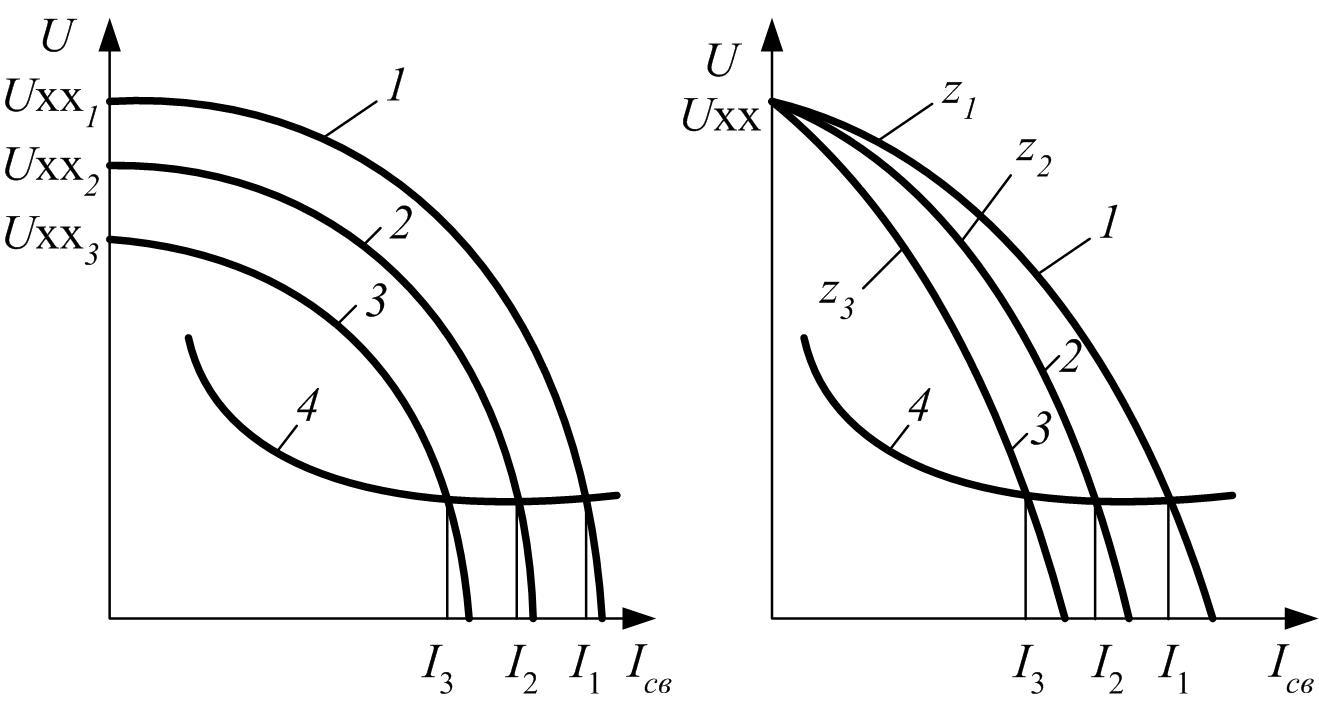
а б
Uxx1>Uxx2>Uxx3; z1<z2<z3; I1>I2>I3
а – изменением напряжения холостого хода; б – электрическим сопротивлением источника питания;
1, 2, 3 – внешние характеристики источника питания; 4 – вольтамперные характеристики дуги; Z – сопротивление источника питания
Рисунок 56 – Регулирование сварочного тока
4.6.8 Сварочные генераторы
Сварочные генераторы - это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги. Устойчивость горения дуги достигается изменением магнитного потока генератора в зависимости от сварочного тока.
В строительной отрасли широко применяют однопостовые сварочные преобразователи ПСО-300-2, ПД-305, ПД-502-1, предназначенные для ручной дуговой сварки и преобразователь ПСГ-500-1, предназначенный для механизированной сварки в защитном газе и порошковой проволокой. Преобразователи ПСО-300-2, ПД-502 и ПСГ-500-1 имеют коллекторные генераторы, а преобразователь ПД-305 - вентильный генератор. У преобразователя ПД-502 генератор с независимым возбуждением, у остальных - с самовозбуждением.
При ручной дуговой сварке в полевых условиях применяют сварочные агрегаты с бензиновыми или дизельными двигателями. В подавляющем большинстве сварочные агрегаты предназначены для питания одного поста. Вместе с тем ряд агрегатов применяется для питания нескольких постов ручной дуговой сварки, например агрегаты АДД-502 и АСДП-500Г. Сварочный агрегат АСДП-500Г в отличие от агрегата АДД-502 имеет не два, а один генератор с жесткой внешней характеристикой. Регулирование сварочного тока на постах в этом случае достигается с помощью балластных реостатов, включаемых последовательно в сварочную цепь (подобно питанию сварочных постов от многопостового выпрямителя).
4.6.9 Сварочные выпрямители
Сварочные выпрямители - это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей. Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь переменного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники.
C появлением полупроводников в 50х годах прошлого столетия появились источники использующие в своих схемах диоды, тиристоры и транзисторы (рис. 5.6).

Рисунок 5.6 – Блок-схемы сварочных аппаратов
-
Более ранняя схема. Эти выпрямители регулируются трансформатором Т, далее идет выпрямительный блок VD (диоды – не управляемые вентили), L – сглаживающий фильтр.
-
Сварочный трансформатор с включенным дросселем насыщения LS для регулирования тока, VD – выпрямительный блок, L – сглаживающий фильтр. Дроссель насыщения применяется для формирования необходимой внешней характеристики и регулирования режимов сварки.
-
Сварочный трансформатор Т, тиристорный выпрямительный блок VS, L – сглаживающий фильтр.
-
Тиристорный выпрямительный блок VS, трансформатор Т, выпрямительный блок VD, L – сглаживающий фильтр.
-
Сварочный трансформатор Т, выпрямительный блок VD, транзисторный регулятор VT, L – сглаживающий фильтр.
-
Выпрямительный блок VD1, инверторный преобразователь UZ, трансформатор Т, второй блок выпрямления VD2, L – сглаживающий фильтр.
Как и в трансформаторах при РДС выпрямитель должен создавать крутопадающую внешнюю характеристику.
Способы регулирования применяемые в выпрямителях:
-
Витковый (изменением количества витков в первичной катушке);
-
Магнитный способ (применяется дроссель насыщения);
-
Тиристорное регулирование;
-
Импульсное регулирование с применением транзисторов.
В сварочных выпрямителях используют трехфазную мостовую схему выпрямления, дающую меньшую пульсацию выпрямленного напряжения, более равномерную загрузку питающей сети переменного тока и лучшее использование трансформатора, питающего выпрямитель.
Сварочные выпрямители имеют высокие динамические свойства вследствие меньшей электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно. Отсутствие вращающихся частей делает установки более простыми и надежными в эксплуатации, чем генераторы постоянного тока.
Выпрямители серии ВД предназначены для ручной дуговой сварки и автоматической сварки под флюсом. Они выполнены передвижными и рассчитаны на перемежающийся режим работы при принудительном охлаждении.
Выпрямители типа ВДГ применяют для механизированной сварки в углекислом газе. Они имеют дистанционное переключение режимов сварки.
Универсальные сварочные выпрямители типа ВДУ предназначены для однопостовой механизированной сварки в углекислом газе и под флюсом. Их используют также для ручной дуговой сварки электродами.
Выпрямители типа ВДГИ служат для импульсно-дуговой сварки плавящимся электродом в защитных газах.
Многопостовые сварочные выпрямители типа ВКСМ, ВДМ, ВДУМ рассчитаны на номинальные длительные токи 1000 - 5000 А. Число постов определяют по номинальной силе тока одного поста и коэффициенту одновременности нагрузки, равному 0,6 - 0,7. Выпрямители имеют жесткую внешнюю характеристику. Получение падающей внешней характеристики и регулирование силы сварочного тока поста осуществляют балластными реостатами РБ-302, поставляемыми комплектно с выпрямителями.
В последние годы разработаны источники питания дуги постоянного тока на базе высокочастотных преобразователей - инверторов. Благодаря принципиально новой конструкции, эти источники питания обладают массой и габаритами в 6 - 9 раз меньшими, чем выпускаемые ранее. Они имеют коэффициент мощности 0,95 - 0,98, более высокий КПД и высокие динамические свойства.
Инверторные источники
Следует отметить, что в последнее время большое количество источников питания для сварки производится с использованием инверторов. Благодаря тому, что они работают на повышенных частотах (10-100 кГц) масса источника для РДС может составлять от 3 кг. В инверторных источниках есть возможность создавать искусственные внешние характеристики получаются за счет обратной связи по току и напряжению (рис. 5.7).
За счет обратных связей и быстродействующих полупроводниковых приборов в современных сварочных инверторных источниках реализованы такие функции как «Hot start» - горячий старт, позволяющий с одного касания производить поджиг дуги за счёт кратковременного (0,01 – 1 сек) увеличения тока по отношению к базовому, «Anty stik» - антизалипание предотвращающая «прилипание» электрода к изделию, «Arc force» - форсирование дуги это функция, которая помогает капле оторваться от стержня электрода, делая тем самым процесс переноса капель через дуговой промежуток чётким и равномерным.
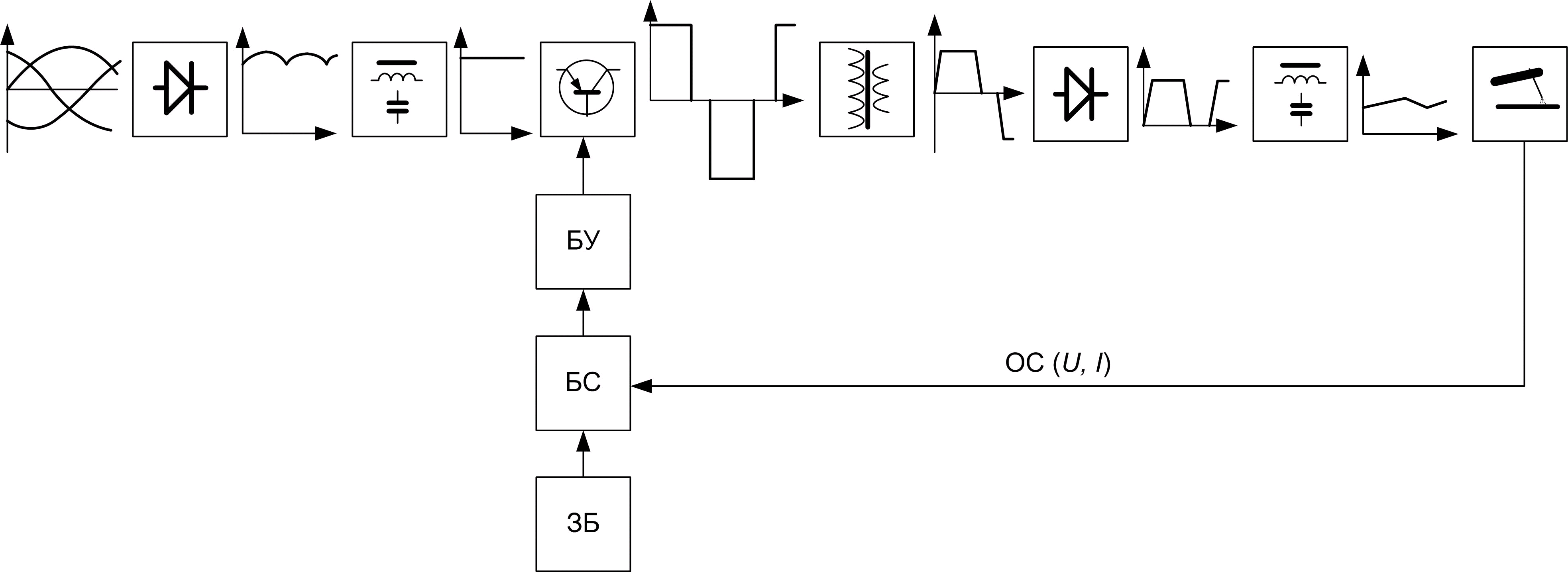
Рис. 5.7 – Блок-схема инверторного источника питания сварочного аппарата: ОС – обратная связь, БУ – блок управления, БС – блок сравнения, ЗБ – задающий блок