

4.6.2 Электрические характеристики источников питания
Внешней характеристикой источника питания называется зависимость напряжения на его зажимах, к которым присоединены сварочные провода, от величины сварочного тока.
Статическая вольтамперная характеристика (СВАХ) представляет собой зависимость напряжения дуги от ее тока Uд = f(Iд) (рисунок 5.2). Ее строят по экспериментальным данным при плавном изменении тока и сохранении неизменными физических условий ее горения. В частности, должны остаться постоянными диаметр электрода dэ, длина дуги lд материал электрода и состав газа. Дуга имеет криволинейную статическую характеристику (рисунок 53) и, следовательно, является нелинейным элементом электрической цепи, т.е. таким, у которого активное сопротивление не постоянно, а меняется с изменением тока. На характеристике выделяют три участка: падающий (I), жесткий (II) и возрастающий (III).
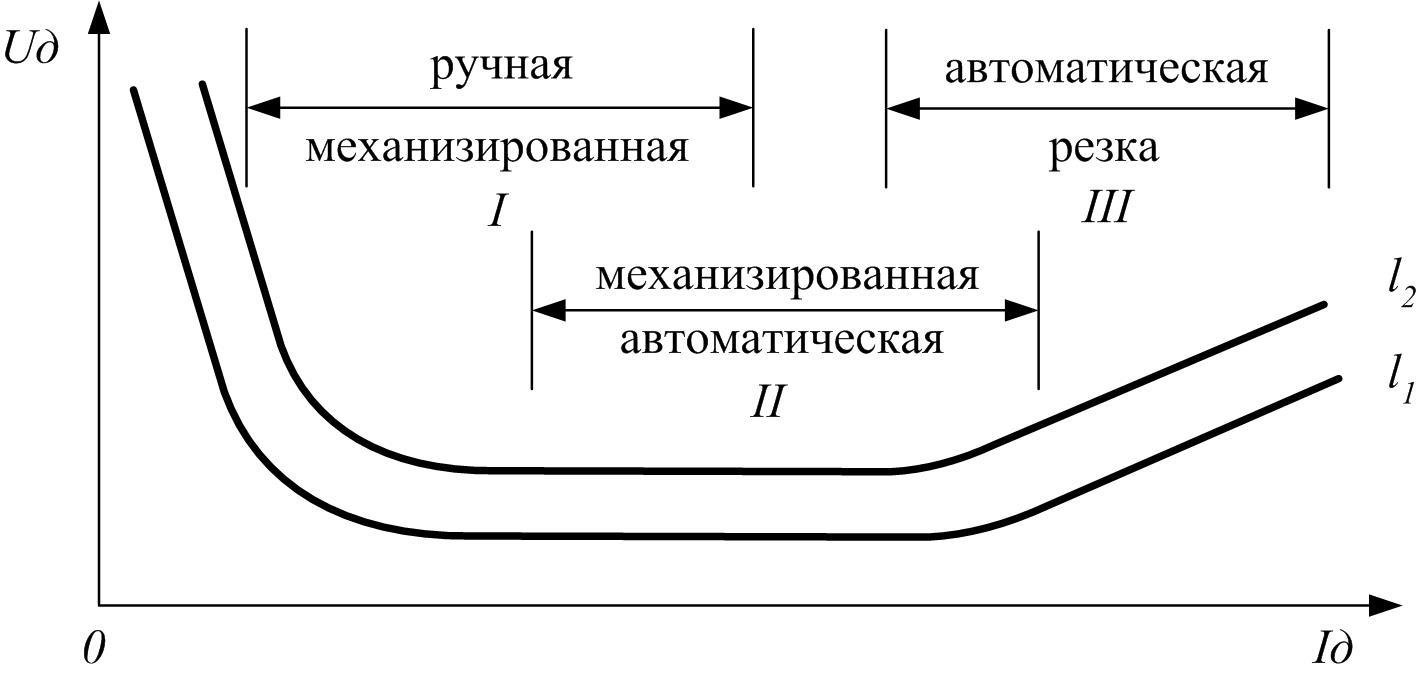
l1 и l2 – длина дуги (l1 < l2)
Рисунок 53 – Статическая вольтамперная характеристика дуги
Как видно из рисунка, с увеличением сварочного тока при данной длине дуги напряжение дугового разряда сначала круто снижается, а при дальнейшем увеличении тока почти не изменяется.
Металл переходит с конца электрода в сварочную ванну в виде отдельных капель. Отрыв и перенос капель в дуге происходят в основном под действием электромагнитных сил, силы тяжести и силы поверхностного натяжения. При больших плотностях тока, особенно при сварке в защитных газах, капельный перенос металла может переходить в струйный. В этом случае сжимающее действие тока становится настолько большим, что расплавленный металл с конца электрода стекает в дуговой промежуток в виде конической струи.
Сварочная дуга, горящая под слоем флюса, имеет ряд особенностей по сравнению с открытой дугой. В процессе горения ее одновременно плавится сварочная проволока, основной металл и флюс. Расплавленный флюс образует вокруг дуги газовый пузырь, заполненный газами и парами металла. Дуга под флюсом дает меньшие тепловые потери на излучение и является более сосредоточенным источником тепла, чем открытая дуга. Сварочные токи при сварке под флюсом можно применять значительно большие, чем при ручной сварке, что обусловлено более близким токоподводом к дуге.
Источники питания могут иметь четыре вида внешних характеристик (рисунок 54, а): крутопадающую (кривая 1), пологопадающую (кривая 2), жесткую (кривая 3) и возрастающую (кривая 4).
Как правило, источник питания имеет какую-либо одну из указанных характеристик; однако конструкция некоторых источников позволяет получать от каждого из них два или даже три вида характеристик. Выбор источника питания по виду внешней характеристики производится в зависимости от заданного способа сварки.
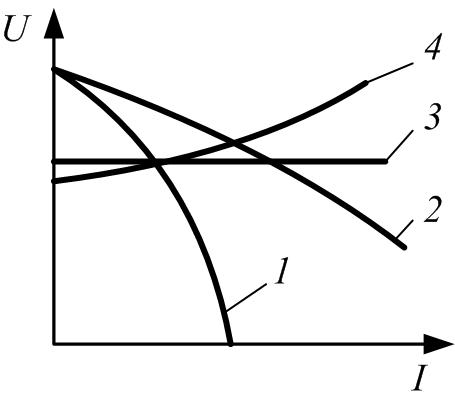
1 – крутопадающая, 2 – пологопадающая, 3 – жесткая, 4 – возрастающая Рисунок 54 – Внешние характеристики источников питания дуги
Важнейшим показателем работы источника сварочного тока является продолжительность работы ПР (или продолжительность включения ПВ). Для каждого источника питания устанавливается соответствующий режим работы:
 (5.3)
(5.3)
где tр – время работы, tхх – время паузы или холостого хода;
ПР – относительная продолжительность работы;
ПН – относительная продолжительность нагрузки;
ПВ – продолжительность включения.
Для ручной дуговой сварки наилучшая характеристика источника – крутопадающая. Из рисунка, б видно, что при довольно частых изменениях длины дуги (l1l2), а следовательно, напряжения (m), возможных вследствие колебания электрода при ручном управлении дугой, сварочный ток меняется незначительно (n), устойчивость дуги высокая и в сварном шве не будет дефектов.

Рисунок 55 – Стабилизация (а) и саморегулирование (б) горения дуги
Для сварки неплавящимся электродом также наиболее приемлема крутопадающая характеристика. Для автоматической и механизированной сварки под флюсом необходима пологопадающая характеристика. Как видно из рисунка ,в, даже при незначительном увеличении или уменьшении длины дуги (и напряжения) ток соответственно резко уменьшается или увеличивается, что вызывает быстрое уменьшение или увеличение скорости плавления электродной проволоки. Таким образом, пологопадающая характеристика обеспечивает саморегулирование дуги и высокую стабильность процесса.
При автоматической и механизированной сварке в защитных газах источники питания должны иметь жесткие и возрастающие характеристики, так как при возрастающей вольт-амперной характеристике дуги процесс саморегулирования ее будет происходить быстрее и дуга будет устойчивее.