

2.6.3. Технические характеристики
По используемым средствам вычислительной техники
Персональные компьютеры на базе процессоров Intel Pentium. Рабочие станции на базе разнообразных архитектур (RISC, SPARC,
MIPS, PowerPC, Pentium Pro и т.д.) различных производителей (SUN, Silicon Graphics, Digital, Hewlett-Packard, IBM и др.);
По способу объединения технических средств:
− Автономные рабочие станции; − Многотерминальные ЭВМ; − Одноранговая локальная сеть;
− Локальная сеть с выделенным сервером; − Гетерогенная сеть со сложной структурой.
По используемому периферийному оборудованию
САПР минимальной конфигурации – монитор, устройства ввода данных и позиционирования курсора (клавиатура, мышь), устройства вывода информации (принтеры А4; плоттер формата А1), устройства хранения информации (стриммер для резервного копирования данных).
Технически развитые САПР – один или несколько мониторов, устройства ввода данных и позиционирования курсора (клавиатура, мышь); дигитайзер (цифровой планшет ) формата А0; сканер формата А1-А0; устройства вывода информации (струй-ный или лазерный (светодиодный) принтер формата А 3-А4; один или несколько плот-теров формата А1-А 0 (перьевой рулонный, струйный, лазерный или светодиодный)); устройства хранения информации (магнитооптические диски, RAID массивы, сменные ZIP-диски, перезаписываемые оптические диски).
2.6.4. Эргономические характеристики
По способу организации пользовательского интерфейса
− с командной строкой;
− с системой иерархических меню и диалоговых окон с контекстно зависимой по-мощью: в виде текстовых строк или в виде условных пиктограмм;
− с объектно-ориентированным интерфейсом и мультимедийной системой помо-щи.
По удобству диалога системы с пользователем
− с интуитивным и удобным пользовательским интерфейсом;
− с пользовательским интерфейсом, требующим долгого обучения.
По поддержке визуализации
− двумерные системы;
− трехмерные каркасные;
− трехмерные с удалением скрытых линий; − трехмерные со светотеневой раскраской;
− трехмерные с фотореалистическим отображением.
32
Раздел 3. Подсистема геометрического моделирования технических объектов
3.1. Моделирование изделий
с технологическими атрибутами
ГЕОМЕТРИЧЕСКОЕ ОПИСАНИЕ объекта производства – основа ин-формационного, электронного сопровождения изделия на всех стадиях его жизненного цикла. Носителями геометри-ческой информации являются, например, чертеж детали или заготовки, операционный эскиз и т.п.
На чертежах и эскизах геометрическая информация, представляя конструктивные параметры детали, является носителем и технологи-ческой информации. Специалист-технолог, изучая чертеж детали и ас-социативно воспринимая геометрическую и технологическую информа-цию, может мысленно изменять положение детали в пространстве, до-бавляя или исключая из изображения детали необходимые комплексы поверхности.
Принятие любого технологического решения связано с переработ-кой геометрической информации, сопровождающих выполнение всех функций и задач ТПП.
При создании АСТПП все указанные действия должны выполняться в автоматизированном режиме, что требует создания системы геометри-ческого и технологического описания объекта (детали, заготовки, сбо-рочной единицы и т.д.).
Разработка системы геометрического описания объекта должна ос-новываться на применении вычислительных средств, обеспечивающих создание трехмерных моделей геометрических объектов, в сочетании с эффективными методами технологического атрибутирования геометри-ческих моделей.
ТЕХНОЛОГИЧЕСКИЕ АТРИБУТЫ – это технологические параметры объекта (точность размеров, формы , взаимного расположения, шероховатость поверхностей и т. д.). Особую сложность вызыва-ет значительное число и специфичность технологических атрибу-тов, которые, в принципе, могут относиться к любой из поверх-ностей или любому комплексу поверхностей.
33
Методы геометрического описания объекта:
Плоское геометрическое моделирование.
Объемное геометрическое моделирование.
Структурно-параметрическое моделирование.
СТРУКТУРНОЕ МОДЕЛИРОВАНИЕ – трудно формализуемая задача, выполняется человеком. Включает структурный анализ (анализ структуры имеющегося объекта), структурный синтез (синтез нового объекта его структуры).
ПАРАМЕТРИЧЕСКОЕ МОДЕЛИРОВАНИЕ – отработанный метод, основанный на вычислительной математике . При этом задаются вариантные значения параметров, характери-зующих структурные элементы объекта.
Основные функции параметрического моделирования:
− определение значений параметров; − оптимизация значений параметров.

моделям параметрического проектирования можно отнести прототип изделия не-которого семейства (множества). Как известно, около 80% поверхностей всех деталей по-вторяются, и, для определенного набора деталей можно разработать единую парамет-ризованную модель, в результате чего, путем модификации набора заданных парамет-ров можно получить любую деталь из этого семейства (множества). Такой подход позволя-ет существенно сократить объем рутинных работ по вычерчиванию эскизов изделий и их анализа по заданным критериям.
34
Выбор базовой конструкции
Одним из решающих моментов КПП является выбор ба-зовой конструкции изготавливаемого объекта.
БАЗОВАЯ КОНСТРУКЦИЯ – это деталь (машина или прибор), обла-дающая наибольшим числом общих признаков, прису-щих всем видам одного и того же назначения. Выбор базовой конструкции – базовое звено конструкторской подготовки производства (КПП).
Модификациями базовой конструкции являются все остальные конструкции данного вида.
Формирование комплексной детали
условиях серийного и мелкосерийного производства наибольшее распростране-ние получил метод группирования деталей по применяемому для обработки типу оборудования, единству технологического оснащения, общности настройки станка с использованием комплексной детали. После уточнения состава группы создают ее представителя – комплексную деталь.
Комплексная деталь – служит основой при разработке группового технологического процесса и инструментальных груп-повых наладок. Она создается путем добавления к мо-дели самой сложной детали конструктивных элементов, поверхностей, имеющихся на других деталях группы.
Группирование охватывает числящиеся в номенклатуре выпуска и определенной конструкции детали, а также комплексные искусственно созданные (условные ) детали, имеющие все геометрические элементы деталей данной группы.
Комплексная деталь может быть и реальной, если эта реальная деталь как наибо-лее сложная деталь данной группы имеет все элементы комплексной детали.
КОМПЛЕКСНАЯ ДЕТАЛЬ – это реальная или условная (искусственно созданная ) деталь, содержащая в своей конструкции все основные элементы (поверхности), характерные для де-талей данной группы и являющаяся ее конструктивно-технологическим представителем.
Основные конструктивные элементы и поверхности комплексной детали:
поверхности определяющие конфигурацию детали,
технологические задачи, решаемые в процессе обработки.
Комплексная деталь – характерный представитель группы и служит основой при разработке группового про-цесса и групповой оснастки. При построении групповых процессов механической обработки за основу берется комплексная деталь.
35
Пример формирования комплексной детали
Например, для тел вращения комплексная деталь состоит из наружных и внутрен-них выточек, резьб, фасок и т.п.. На рис. буквой А обозначена комплексная деталь, со-стоящая из ряда элементарных поверхностей (1-18). Буквами Б, В, Г и т.д. обозначен ряд конкретных деталей, состоящих из таких же геометрических элементов, но в раз-личной их комбинации.
Просматривая чертежи деталей группы, технолог методом наложения из ряда по-добных деталей выбирает одну, наиболее характерную и ее вычерчивает. Затем рас-сматриваются детали, отличающиеся от первой наличием других геометрических по-верхностей. Эти новые поверхности наносятся на чертеж первой детали, и создается условная комплексная деталь, содержащая все элементы деталей групп.
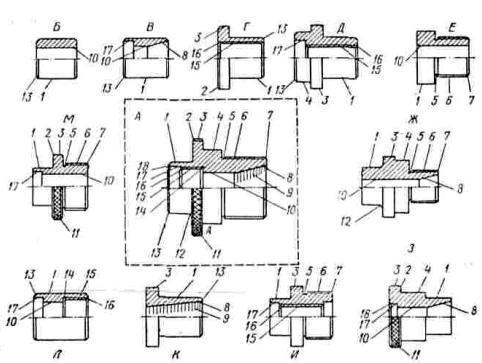
Рис. Детали группы и комплексная деталь
Группирование деталей на основе комплекса признаков
некоторых случаях создается не комплексная деталь, а определяются основные характерные признаки, позволяющие объединить различные детали в одну классифи-кационную группу.
Это относится к деталям сложной формы, у которых обрабатываются отдельные поверхности. Для деталей, обрабатываемых на металлорежущих станках, этими при-знаками являются не только расположение обрабатываемых поверхностей, но и схемы базирования каждой детали.
Взаиморасположение обрабатываемых поверхностей позволяет определить не комплексную деталь, а комплексное сочетание элементов поверхности, составить групповой ТП, выбрать схему групповой оснастки и необходимый режущий инструмент. Общие (сходные) схемы базирования каждой детали дают возможность выбрать необ-ходимое групповое приспособление, обеспечивающее установку и закрепление каждой детали данной группы.
36