

Оборудование, инструменты и материалы для выполнения работы
Микроскопы МИМ-7, МИМ-8, коллекция микрошлифов углеродистых конструкционных и инструментальных сталей и чугунов, альбомы с фотографиями микроструктур.
Порядок выполнения работы
Ознакомиться с методическим пособием. Под микроскопом МИМ-7 при увеличении в 100 раз последовательно изучите все шлифы из коллекции. Для изучения строения перлита (сталь У8), а также белого чугуна используйте увеличение в 500 раз (микроскоп МИМ-8). Зарисуйте микроструктуры сплавов.
Отчеты по лабораторной работе представить в виде таблиц 2.1 и 2.2. При составлении отчетов используйте таблицы 2.3–2.7.
Для подготовки к защите лабораторной работы рекомендуется ответить на контрольные вопросы.
Таблица 2.1
Структура, свойства и назначение углеродистых сталей
|
Наименование, марка стали |
Химический состав |
Микроструктура |
Механические свойства |
Назначение стали | |
|
Рисунок |
Название | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
Таблица 2.2
Структура, свойства и назначение чугунов
|
Наименование, марка чугуна |
Химический состав, модификатор |
Микроструктура |
Механические свойства |
Назначение чугуна | |
|
Рисунок |
Название | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
Контрольные вопросы
Какие сплавы называют сталями и чугунами?
Как классифицируют стали и чугуны по структуре?
Назовите и охарактеризуйте структурные составляющие доэвтектоидной, эвтектоидной, заэвтектоидной стали.
Перечислите классы качества углеродистых сталей. Какой признак является основным в классификации по качеству?
Перечислите структурные пороки сталей. Как они формируются?
Какие сплавы называют белыми чугунами?
Какие формы графита встречаются в чугунах?
Что такое модификатор? Для чего применяется модификатор в чугунах?
Как получают высокопрочные чугуны?
К
19
ак получают ковкие чугуны? Как маркируются чугуны?
Таблица 2.3
Химический состав, механические свойства углеродистых сталей в нормализованном состоянии
ГОСТ 1050-88
|
Марка стали |
Содержание углерода, % |
Механические свойства | |||||
|
Предел текучести 0,2, МПа |
Прочность на растяжение В, МПа |
Относительное сужение , % |
Относительное удлинение , % |
Ударная вязкость KCU, МДж/м2 |
Твердость НВ (не более), МПа | ||
|
05кп |
0,06 |
175 |
255 |
77 |
35 |
- |
1110÷1310 |
|
08 |
0,05-0,12 |
200 |
330 |
60 |
33 |
- |
1310 |
|
10 |
0,07-0,14 |
210 |
340 |
55 |
31 |
- |
1430 |
|
1 |
0,12-0,19 |
230 |
380 |
55 |
27 |
- |
1490 |
|
20 |
0,17-0,24 |
250 |
420 |
55 |
25 |
- |
1630 |
|
25 |
0,22-0,30 |
280 |
460 |
50 |
23 |
0,9 |
1700 |
|
30 |
0,27-0,35 |
300 |
500 |
50 |
21 |
0,8 |
1790 |
|
35 |
0,32-0,40 |
320 |
540 |
45 |
20 |
0,7 |
2070 |
|
40 |
0,37-0,45 |
340 |
580 |
45 |
19 |
0,6 |
2170 |
|
45 |
0,42-0,50 |
360 |
610 |
40 |
16 |
0,5 |
2290 |
|
50 |
0,47-0,55 |
380 |
640 |
40 |
14 |
0,4 |
2410 |
|
55 |
0,52-0,60 |
390 |
660 |
35 |
13 |
- |
2550 |
|
58 |
0,55-0,63 |
314 |
598 |
28 |
12 |
- |
2550 |
|
60 |
0,57-0,65 |
410 |
690 |
35 |
12 |
- |
2550 |
 5
5
Таблица 2.4
Назначение углеродистых конструкционных сталей
|
Марка стали |
Назначение |
|
05 кп |
Детали, изготавливаемые холодной штамповкой |
|
08 |
Для деталей, изготавливаемых очень сложной холодной штамповкой |
|
10 |
Цементируемые, цианируемые детали: втулки, ушки, держатели и др., не требующие высокой прочности сердцевины |
|
15 |
Цементируемые и цианируемые детали: болты, гайки, винты, ключи |
|
20 |
В котло-турбостроении – крепежные изделия, трубы для нагревателей, коллекторы, трубопроводы |
|
25 |
Оси, валы, муфты, болты, шайбы, фланцы и др. |
|
30 |
Детали, не испытывающие больших напряжений. Тяги, серьги, оси, звездочки, диски, ободы, гайки, шайбы. |
|
35 |
Шатуны, шестерни, оси, валы, штоки, подвески, диски |
|
4 |
Детали повышенной прочности: валики, втулки, бандажи, фрикционные диски, шестерни |
|
45 |
Коленчатые и распределительные валы, шестерни, шпиндели и др. детали, от которых требуется повышенная прочность |
|
50 |
Зубчатые колеса, штоки, бандажи, венцы, прокатные валки, тяжелонагруженные валы, малонагруженные пружины и рессоры |
|
55 |
Зубчатые колеса, штоки, бандажи, венцы, прокатные валки, тяжелонагруженные валы, малонагруженные пружины и рессоры, пальцы звеньев гусениц, муфты сцепления коробок передач |
|
58 |
Детали с тонкими сечениями упрочняемых элементов: шестерни среднего модуля, втулки, пластины и др.; детали, к которым предъявляются требования высокой износостойкости при вязкой сердцевине, работающие при больших скоростях и средних удельных давлениях |
|
60 |
Прокатные валки, эксцентрики, пружинные кольца амортизаторов, замочные шайбы, цельнокатанные колеса вагонов, диски сцепления, регулировочные шайбы, регулировочные прокладки |
|
65 |
Рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость |
 0
0
Таблица 2.5
Сталь углеродистая инструментальная. ГОСТ 1435-90. Химический состав, твердость, назначение
|
Марка стали |
Содержание углерода, % |
Твердость (НВ) после отжига, МПа |
Назначение | |
|
У7 |
0,66÷0,73 |
1870 |
Для изготовления режущих и ударных инструментов, работающих в условиях, не вызывающих разогрева режущей кромки или рабочей части |
Зубила, долота, молотки, топоры, колуны |
|
У7А | ||||
|
У8 |
0,76÷0,83 |
1870 |
Слесарный инструмент, пилы, зубила для камня | |
|
У8А | ||||
|
У |
0,86÷0,93 |
1920 |
Инструмент, требующий твердости и некоторой вязкости: столярный, слесарно-монтажный; штемпели, кернеры | |
|
У9А | ||||
|
У10 |
0,96÷1,03 |
2070 |
Инструмент, работающий без больших ударных нагрузок (метчики, рашпили, надфили, пилы для обработки древесины, матрицы для холодной штамповки) | |
|
У10А | ||||
|
У12 |
1,16÷1,23 |
2120 |
Измерительный инструмент простой формы (гладкие калибры, скобы гладкие регулируемые), хирургический инструмент | |
|
У12А | ||||
|
У13А |
0,66÷0,73 |
2170 |
Резцы по твердым материалам, граверный инструмент, бритвы | |
 9
9
Таблица 2.6
Химический состав, механические свойства чугунов
|
Марка чугуна |
Массовая доля элементов, % |
Механические свойства | |||||||
|
С |
Si |
Mn |
P |
S |
B, МПа |
0,2, МПа |
, % |
НВ, МПа | |
|
СЧ15 |
3,5÷3,7 |
2,0÷2,4 |
0,5÷0,8 |
0,2 |
0,15 |
150 |
- |
до 0,5 |
1430÷2290 |
|
СЧ35 |
2,9÷3,0 |
1,0÷1,1 |
0,7÷1,1 |
0,2 |
0,12 |
350 |
- |
до 0,5 |
1850÷2550 |
|
ВЧ40 |
3,2÷3,8 |
1,9÷2,9 |
0,2÷0,7 |
0,1 |
0,02 |
400 |
250 |
15 |
1400÷2020 |
|
ВЧ45 |
450 |
310 |
10 |
1400÷2550 | |||||
|
ВЧ50 |
500 |
320 |
7 |
1530÷2450 | |||||
|
КЧ35-10 |
2,5÷2,8 |
1,1÷1,3 |
0,3÷0,6 |
0,12 |
0,20 |
350 |
- |
10 |
1000÷1630 |
Т аблица
2.7
аблица
2.7
Применение чугунов
|
Марка чугуна |
Применение |
|
СЧ 15 |
Для изготовления слабо- и средненагруженных деталей: крышки, фланцы, маховики; корпуса редукторов, подшипников, тормозные барабаны, диски сцепления и др. |
|
СЧ 35 |
Детали, работающие в условиях износа: зубчатые колеса, гильзы блоков цилиндров, шпиндели, распределительные валы и пр. |
|
ВЧ 40, ВЧ 45, ВЧ 50 |
Для массивных отливок ответственного назначения, обладающих высокой усталостной прочностью, работающих при переменных нагрузках: прокатные валки, кузнечно-прессовое оборудование, корпуса паровых турбин, лопатки, распределительные и коленчатые валы, поршни, шестерни |
|
КЧ35-10 |
Детали, работающие при высоких динамических и статических нагрузках: картеры редукторов, ступицы, крюки, скобы и др. |
Лабораторная работа 3
Термическая обработка сталей
Цель работы:ознакомиться с теорией и практикой термической обработки, установить зависимость механических свойств закаленной стали от режима термической обработки.
Термической обработкойназывают процесс обработки изделий из металлов и сплавов путем теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться с химическим, деформационным, магнитным и другими видами воздействия. Термообработка является одним из важнейших звеньев технологического процесса производства полуфабрикатов, деталей машин; применяется как промежуточная стадия для улучшения технологических свойств (обрабатываемости давлением, резанием и т.д.) и как окончательная операция для придания металлу (сплаву) комплекса механических, физических, химических свойств, которая обеспечивает необходимые эксплуатационные характеристики изделия. Чем ответственней конструкция, тем, как правило, больше в ней термически обработанных деталей.
Среди видов термической обработки сталей выделяют отжиг, нормализацию, закалку, отпуск.
В железоуглеродистых сплавах температуры наиболее важных превращений при нагреве – критические точки– обозначаются буквами АСс соответствующими индексами: АС1– температура эвтектоидного превращения (линияPSK); АС3– температура полиморфногопревращения (линияGS); АС4– температура полиморфногопревращения (линияNI); Асm– температура выделения цементита вторичного из аустенита (линияSE).
Отжигомназывают вид термической обработки, обеспечивающий получение равновесной структуры. Конструкционные доэвтектоидные стали подвергаютсяполному (перекристаллизационному)отжигу: их нагревают до температуры выше критической точки Ас3на 30÷50 °С, охлаждают медленно (с печью) со скоростью 100÷200 градусов/час. В результате отжига снимаются внутренние напряжения, устраняются пороки (например, строчечность, видманштеттов феррит) – получается равновесная феррито-перлитная структура, снижается твёрдость и повышается пластичность и вязкость.Неполный отжиг(нагрев выше АС1, но ниже АС3) для доэвтектоидных сталей применяется ограниченно, он проводится для смягчения сталей перед обработкой резанием.
Для заэвтектоидных сталей используется неполный отжиг с нагревом до 740÷780 °С и последующим медленным охлаждением. Образуется структура зернистого перлита (сферодита), поэтому отжиг называютсфероидизирующим. Такая сталь обладает наименьшей твердостью, легче обрабатывается резанием. Сфероидизирующий отжиг применяется для углеродистых и легированных инструментальных и шарикоподшипниковых сталей.
Н
24
Закалкой сталейназывают вид термической обработки, состоящей из нагрева сталей до температуры на 30÷50 °С выше критической точки Ас1для инструментальной стали или Ас3для конструкционной, выдержки при этой температуре и последующего быстрого охлаждения со скоростью выше критической (в воде, растворах солей, полимеров или в других средах). В результате закалки повышается твердость и прочность сталей, но снижается пластичность.
Возможность упрочнения сталей путем термической обработки обусловлена наличием фазовых превращений в твердом состоянии: охлаждая аустенит с различными скоростями и обеспечивая тем самым различную степень переохлаждения, можно получить продукты распада аустенита, резко отличающиеся по строению и свойствам (рис. 3.1).

Рис. 3.1. Диаграмма изотермического распада аустенита эвтектоидной стали
П
25
Таблица 3.1
Характеристики перлитных структур
|
Название микроструктуры |
Межпластинчатое расстояние, мкм |
Твердость по Бринеллю НВ, МПа |
|
перлит |
0,6÷1,0 |
1800÷2500 |
|
сорбит |
0,25÷0,3 |
2500÷3500 |
|
тростит |
0,1÷0,15 |
3500÷4500 |
При значительных скоростях охлаждения аустенит переохлаждается до более низких температур, при которых происходит бездиффузионное превращение с образованием мартенситной структуры. Мартенситпредставляет собой пересыщенный твердый раствор внедрения углерода в-железе, он имеет тетрагональную кристаллическую решетку. Степень тетрагональности мартенсита (отношение периодов кристаллической решеткис/а) возрастает с увеличением содержания углерода в стали. Характерной особенностью мартенсита являются его высокая твердость и прочность, которые возрастают с увеличением содержания углерода в сталях. Так, твердость мартенсита стали с 0,6÷0,7% С составляет 65HRC, а прочность на разрыв 2600÷2700 МПа.
Превращение аустенита в мартенсит происходит в интервале температур. На рис. 3.1 линии Мн и Мк показывают температуры начала и окончания мартенситного превращения. Минимальная скорость охлаждения, достаточная для превращения аустенита в мартенсит, называется критической скоростью охлаждения(Vкр).
Охлаждающие среды в значительной мере изменяют скорость охлаждения при закалке, следовательно, и структуру стали. Чаще всего для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей (для закалки углеродистых и низколегированных сталей), масла (для закалки легированных сталей).
Структура доэвтектоидной стали, получаемая после правильной закалки, будет представлять собой мартенсит.
П
26
В закаленных сталях, имеющих точку Мк ниже 20 °С (стали, содержащие свыше 0,5% С) в структуре присутствует остаточный аустенит, количество которого увеличивается с увеличением содержания углерода в сталях. При большом количестве остаточного аустенита (более 30%) его можно наблюдать в виде светлых полей между иглами мартенсита.
При перегреве конструкционной стали значительно выше критической точки Ас3(на 100÷150 °С), происходит рост зерна аустенита. После закалки в воде получается структура крупноигольчатого мартенсита, который по механическим свойствам уступает мартенситу мелкоигольчатому. Оптимальные температуры нагрева сталей под закалку приведены на рис. 3.2.
З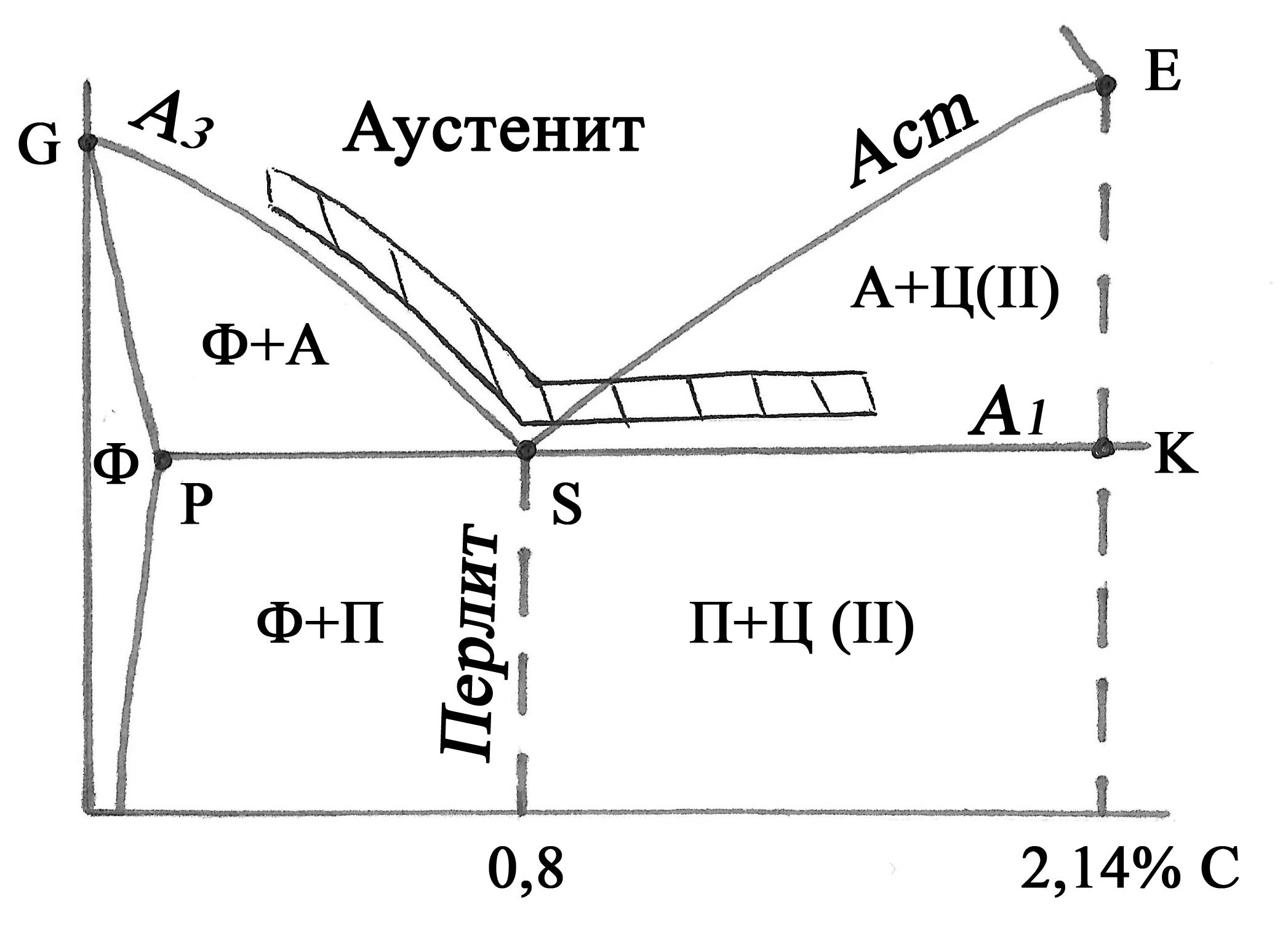 акалка
стали сопровождается существенным
увеличением объема (0,3÷0,9%),
что в условиях высокой скорости и
неодновременности превращения по объему
закаливаемого изделия вызывает появление
значительных внутренних напряжений,
которые могут привести к короблению
изделий и образованию трещин. Оставшиеся
внутренние напряжения могут вызвать
деформацию изделий с течением времени
в условиях эксплуатации. Поэтому
закаленные детали машин или инструмент
всегда подвергают отпуску.
акалка
стали сопровождается существенным
увеличением объема (0,3÷0,9%),
что в условиях высокой скорости и
неодновременности превращения по объему
закаливаемого изделия вызывает появление
значительных внутренних напряжений,
которые могут привести к короблению
изделий и образованию трещин. Оставшиеся
внутренние напряжения могут вызвать
деформацию изделий с течением времени
в условиях эксплуатации. Поэтому
закаленные детали машин или инструмент
всегда подвергают отпуску.
Рис. 3.2. Температурный интервал закалки сталей
Отпуск– вид термической обработки закаленной стали, состоящий в нагреве ее до температур, меньших Ас1, выдержке при этой температуре и последующем охлаждении на воздухе.
Отпуск проводится с целью уменьшения закалочных напряжений, снижения твердости, повышения пластичности и вязкости, получения более устойчивых структур.
Основным превращением при отпуске является распад мартенсита – выделение пересыщающего углерода в виде мелких кристалликов карбида железа. Частичный распад мартенсита происходит в закаленной стали даже в процессе вылеживания при комнатной температуре, однако с повышением температуры процесс ускоряется и достигает более полного развития. Мартенсит, обедненный углеродом в процессе отпуска, называетсяотпущенным.
Р
27
В зависимости от температуры нагрева различают три вида отпуска: низкий, средний, высокий.
Низким отпускомназывают нагрев закаленной стали до температур 150÷200 °С с последующим охлаждением на воздухе. Образующаяся структура – отпущенный мартенсит. Снижения твердости такой отпуск практически не вызывает. Этот вид отпуска рекомендуется при термической обработке инструментальных сталей и цементованных деталей.
Средним отпускомназывают нагрев закаленной стали до температур 350÷450°С с последующим охлаждением на воздухе. Такой отпуск вызывает некоторое снижение твердости. Образующаяся структура – троостит отпуска. Этот вид отпуска рекомендуется для термической обработки рессор, пружин и штампов.
Высоким отпускомназывают нагрев закаленной стали до температур 500÷650С с последующим охлаждением на воздухе. Такой отпуск вызывает значительное снижение твердости закаленной стали, образующаяся структура – сорбит отпуска. Эта структура обеспечивает хорошее сочетание свойств – достаточной прочности, вязкости и пластичности.
Закалка стали с последующим высоким отпуском на сорбит носит название термического улучшения.Улучшение рекомендуется для среднеуглеродистых конструкционных сталей.