

Типы контрольных карт
В зависимости от вида показателя и цели существуют различные типы контрольных карт (рис. 17.1) [1,2,3]. В одном из нихконтрольный предел вычисляется по формуле:
(среднее значение) ±3 (стандартное отклонение),
где стандартное отклонение и есть вариация (изменение значения параметра качества), обусловленная случайными причинами. Этот тип контрольных карт называется контрольной картой с 3-сигмовыми пределами.
В рамках семи простых методов используются всего лишь семь типовконтрольных карт, а именно контрольные карты:
средних арифметических и размахов (х — R);
медиан и размахов (Me — R);
индивидуальных значений (х);
доли дефектной продукции (р);
числа дефектных единиц продукции (pn);
числа дефектов (с);
числа дефектов на единицу продукции (u).
Все перечисленные карты относятся к категории карт Шухарта, которые широко применяются в Европе и Японии. В то же время в Америке в основном используют не карты Шухарта, а так называемые кумулятивные контрольные карты, смысл которых становится понятнымпри рассмотрении точностных диаграмм [2]. Кумулятивные нормы показывают, к чему стремится процесс, но не показывают его текущего состояния, тогда как карты Шухарта дают информацию о текущем состоянии, но не всегда показывают такие очевидные тенденции процесса, как это было показано в случае, приведенном на рис. 16.1. Кроме того, кумулятивные контрольные карты позволяют работать с выборками малых объемов (вплоть до п = 1), что невозможно при использовании карт Шухарта. Тем не менее в рамках семи простых инструментов разработано много простых правил, позволяющих и на картах Шухарта выявить тенденцию процесса и предупредить выход его из-под контроля. Некоторые из этих правил показаны на рис. 17.1. Как правило, при анализе процессов метод контрольных карт используется совместно с гистограммами и расслоением данных.
Для выбора контрольной карты можно воспользоваться схемой, приведенной на рис. 17.2 [1-5].
Существуют два типа контрольных карт: один предназначен для контроля параметров качества, представляющих собой непрерывные случайные величины, значения которых являются количественными даннымипараметра качества (значения размеров, масса, электрические и механические параметры и т.п.), а второй — для контроля параметров качества, представляющих собой дискретные случайные величины и значения, которые являются качественными данными (годен — не годен, соответствует — не соответствует, дефектное — бездефектное изделие и т.п.).
Рис.
17.1.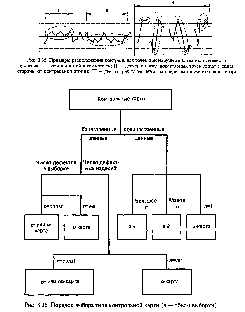
Рис.17.2.
Долю дефектных изделий (рi) или дефектов (сi.) в выборках при применении второго типа контрольных карт подсчитывают соответственно по следующим формулам:
Количество дефектных изделий в i-й выборке pi=--------------------------------------х
общее количество проверенных изделий в выборке (n)
х 100 = процент дефектных изделий; (17.1) число дефектов вi-й выборке
ci = -------------------------------------------------------- х
Общее количество проверенных изделий в выборке (n) х 100 = процент дефектов на n изделий, (17.2)
Результаты, полученные по (17.2), дают изготовителю больше информации, чем по (17.1), так как при подсчете числа дефектов на n изделий каждое контролируемое изделие проверяется по всем потенциальным дефектам. Последующий анализ этих дефектов помогает вскрыть слабые места в производстве.
Контрольная карта, использующая выражение (17.1), называется p – картой, а выражение (17.2) – c-картой.
Значение для средней линии p – карты
k
pi
p i 1 ,
k
где к – число выборок, которое должно быть более 10. Границы регулирования
Кв

p 3 ;
Rн

p
3
p
(17.3)
С учетом того, что
p
p , (17.4)

где n — объем контролируемой выборки, выражение (17.3) можно переписать в следующем виде:
КВ
p
3
; КН
p 3
. (17.5)
Если величина средней линии карты
дается в процентах,
а не в дробныхчислах,
то значения контрольных
пределов также должны быть выражены
в процентах, т.е.
КВ
p
3
; КН
p 3
. (17.6)
Найденные средняя линия и границы
регулирования наносятся на
контрольную карту. Ординатами точек
p-карты служат доли бракованных
изделий р (или pi,
%), а абсциссами
текущие номера контролируемых партий или выборок,
взятых из этих партий.
Аналогично, используя выражение (17.2), строим с- карту. Таким образом,целью контрольных карт является:
держать под контролем значение определенной характеристики;
проверять стабильность процессов;
немедленно принимать корректировочные меры;
проверять эффективность принятых мер.
Однако следует отметить, что перечисленные целиявляются характерными для действующего процесса. В периоджезапуска процесса контрольные карты используют дляпроверки возможностей процесса, т.е. его возможностейстабильно выдерживать установленные допуски.