

Лекция 9
Состав контрольной карты
Метод контрольных карт позволяет отслеживатьсостояние процесса вовремени иболее того —воздействовать напроцесс до того, как онвыйдет изпод контроля.
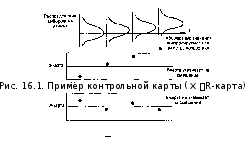
Контрольные карты —инструмент, позволяющийотслеживать ход процесса ивоздействовать нанего (с помощьюсоответствующей обратной связи), предупреждая его отклоненияотпредъявляемых кпроцессу требований [1], [5]. Типичныйпример контрольной карты приведен на рис. 16.1 и рис.18.1; она представляет собойконтрольную карту средних арифметических и размахов (х и R). При построении контрольных карт на оси ординат откладываются значения контролируемого параметра, а на оси абсцисс — время t взятия выборки (или ее номер).
Типичный пример контрольной карты приведен на рис.
и рис. 18.1; она представляет собой контрольную карту средних арифметических и размахов (х и R). При построении
контрольных карт на оси ординат откладываются значения контролируемого параметра, а на оси абсцисс — время t взятия выборки (или ее номер).
Всякая контрольная карта состоит обычно из трех линий. Центральнаялиния представляет собой требуемое среднее значение характеристики контролируемого параметра

качества. Так, в случае ( x
— R) —это
будут
номинальные (заданные) значенияx
и R, нанесенные на
соответствующие карты.
Две другие линии, одна из которых находится над
центральной — верхний контрольный предел (Кв или UCL — Upper Control Level), а другая под ней — нижний контрольный предел (Кн или LCL — Lower Control Level), представляют собой максимально допустимые пределы изменения значенийконтролируемой характеристики (показателя качества), чтобы считать процесс удовлетворяющим предъявляемым к нему требованиям. Если все точки, соответствующие выборочным средним значениям контролируемого параметра и его изменчивости, полученные по результатам обследования выборок, оказываютсявнутри контрольных пределов, не проявляя каких бы то ни было тенденций,то процесс рассматривается как находящийся в контролируемом состоянии. Если же, напротив, они попадут за контрольные пределы или примут какую-нибудь форму расположения, топроцесс считается вышедшим из-под контроля.
Процесс считается контролируемым, если систематические составляющие его погрешности регулярно выявляются и устраняются, а остаются только случайные составляющие погрешностей, которые, как правило,распределяются в соответствии с нормальным (гауссовским) законом распределения.
Для успешного внедрения на практике контрольных карт важно не толькоовладеть техникой их составления и
ведения, но, что значительно важнее, научиться правильно "читать" карту.

Вернемся к рис. 16.1, на котором представлены x и R-контрольные карты, которые используются совместно и

дополняют друг друга, чем и вызвано их название: (x —R)- карта. На картах нанесены результаты контроля четырех выборок, сделанных в ходе протекания процесса через определенные промежутки времени. Распределение контролируемого параметра в каждой из этих выборок (распределение выборочных данных) подчиняется нормальному закону распределения, что показано в верхней части рисунка, соответственно взятым из процесса выборкам. Как видно из расположения контрольных точек на R-карте (контрольная карта размахов), они группируются вблизи центральной линии, соответствующей требуемому номинальному значению R для данного процесса, поочередно появляясь либо над ней, либо под ней. Такое чередование расположения контрольных точек характерно для процесса, в котором действуют только случайные составляющие его погрешностей. Эти составляющие подчиняются нормальному закону распределения, в соответствии с которым имеется равная вероятность того события, что выборочное значение R, представляющее собой случайную величину размаха контролируемого параметра качества, окажется больше или меньше номинального его значения. Поэтому процесс с точки зрения разброса параметра качества от его "среднего" значения можно считать контролируемым, и, как видно из приведенных кривых распределения выборочных данных, стандартное отклонение контролируемого параметрапрактически остается постоянным во времени. В то же время расположение кон- трольных точек на х -карте указывает на возрастание среднего выборочного значения во времени. А значение х в четвертой выборке оказалось за контрольным пределом, что говорит о том, что в момент, когда бралась четвертая выборка, процесс
уже не соответствовал предъявляемым требованиям. Однако этого можно было бы избежать, если бы на основании результатовуже первых трех выборок, когда процесс находился еще в установленных пределах, но уже была видна тенденция его изменения, указывающая на явное влияние систематических погрешностей, были бы предприняты соответствующие меры по их устранению. Наглядным примером такой систематической погрешности может служить состояние резца, перемещение которого при автоматической обработке детали на токарном станке не учитывает его затупления.
Таким образом, контрольная карта помогает не только выявить несоответствие процесса требованиям потребителя, но и предвидеть возможности его появления в будущем.