

17. Порядок работы.
Перед контролем поверхность изделия со стороны ввода УЗК тщательно очищается от грязи (при необходимости промывается) и покрывается тонким слоем жидкой смазки.
Контроль с помощью нормальной искательной головки.
После включения
дефектоскопа искательная головка
прикладывается к поверхности изделия
и перемещается по ней. Ручка
«Чувствительность» устанавливается
на 7-8 деление, ручками «ВРЧ» и «Отсеч ка»
устраняются мешающие сигналы в начале
развертки и шумы. Ручки «Диапазон
прозвучивания» и «Развёртка плавно»
устанавливаются так, чтобы в правой
части экрана появился донный сигнал.
ка»
устраняются мешающие сигналы в начале
развертки и шумы. Ручки «Диапазон
прозвучивания» и «Развёртка плавно»
устанавливаются так, чтобы в правой
части экрана появился донный сигнал.
При этом внимательно наблюдают за изображением на экране прибора или, при работе АСД, - за сигнальной лампочкой. При наличии дефекта в изделии левее донного сигнала должен появиться эхо-сигнал от дефекта. В процессе контроля необходимо следить за тем, чтобы искательная головка плотно прилегала через слой смазки к поверхности изделия. Плохой контакт может привести к пропуску дефекта или к появлению ложных сигналов. Оценка акустического контакта производится по величине донного сигнала. При плохом контакте донный сигнал уменьшается.
Донный сигнал может уменьшаться, если в металле изделия имеется зона с крупнозернистой структурой, но при этом иногда появляются акустические шумы. При понижении рабочей частоты этот эффект ослабевает. При контроле изделий большой толщины мощность сигнала можно увеличить ручкой «Мощность импульса».
Контроль с помощью призматической искательной головки.
Искательная головка устанавливается на предварительно подготовленное изделие так, чтобы ось ультразвукового пучка была направлена в сторону зоны ожидаемых дефектов. Контроль дефектов производится перемещением головки по поверхности изделий. Необходимо следить, чтобы пучок УЗК был всё время направлен в сторону зоны ожидаемых дефектов и головка была ориентирована так, чтобы угол встречи был, по возможности, ближе к прямому. Дефект выявляется по появлению эхо-сигнала на экране индикатора. При контроле призматическими искателями донный сигнал отсутствует. Но, в зависимости от нормы контролируемой детали, могут наблюдаться отражения от конца изделия или от угла, которые при перемещении головки сильно меняются как по амплитуде, так и по положению на линии развёртки.
3.Контроль с помощью раздельно-совмещённой искательной головки.
Раздельно-совмещённые искательные головки позволяют выявить дефекты, расположенные на глубине 0,5-30 мм.
Для работы раздельно-совмещённой головкой необходимо подключить её двумя специальными кабелями к прибору УДМ-3; кабель, заканчивающийся вилкой, подключить к гнезду «I I» прибора, а кабель, заканчивающийся розеткой, - к гнезду «I». Переключатель прибора установить в положение «I +I I».
Перед контролем поверхность изделия со стороны ввода УЗК тщательно очищается от грязи и покрывается тонким слоем жадной смазки.
Перед контролем изделия раздельно-совмещенной головкой устанавливается такая оптимальная чувствительность прибора УДМ-3, при которой исчезает донный импульс головки, так как импульсы от подповерхностных дефектов появляются в зоне донного импульса (рис. 7).
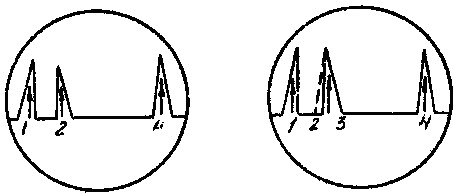
Рис.3.7. Изображение на экране ЭЛТ при работе с раздельно-совмещенной головкой.
1 - зондирующий импульс; 2 - донный импульс головки; 3 - импульс от подповерхностного дефекта; 4 - донный импульс от изделия.
В то же время донный импульс головки используется для определения глубины залегания дефектов при работе раздельно-совмещенной головкой, для чего глубиномерное устройство дефектоскопа предварительно настраивается при помощи нормальной головки, а затем из общей глубины залегания дефекта, определенной при помощи раздельно-совмещенной головки, вычитается расстояние до переднего фронта донного импульса головки.