

2.8.3. Выбор оборудования
Оборудование выбирают по каталогам, справочной литературе или учебникам, например 1…11.
2.8.4. Формирование структуры операции
2.8.4.1. Выбор наносимого материала
Наносимый материал выбирается из справочной литературы или учебников, например 1-3, 5, 7, 11.
Следует учитывать,
что если

2.8.4.2. Выбор режима нанесения материала
Режим нанесения материала выбирается из справочной литературы или учебников 1-11.
Например, режим наплавки под флюсом включает следующие параметры: обороты детали; шаг наплавки; скорость подачи электродной проволоки; напряжение дуги; вылет электрода; смещение электрода в зените; напряжение холостого хода; ток.
В целях ускорения поиска справочных данных, в табл. 14 – 16 приведены ориентировочные значения параметров режимов при различных способах нанесения материалов, а в табл. 17 - параметры, характеризующие эффективность электролитического процесса получения покрытий из различных металлов.
Примечание. Послеоперационная механическая обработка нанесенных покрытий имеет одну особенность: после вибродуговой наплавки можно ограничиться только шлифованием, а после электродуговой наплавки под флюсом шлифованию предшествует токарная обработка.
Таблица 14– Ориентировочные значения параметров режима
электродуговой наплавки под флюсом
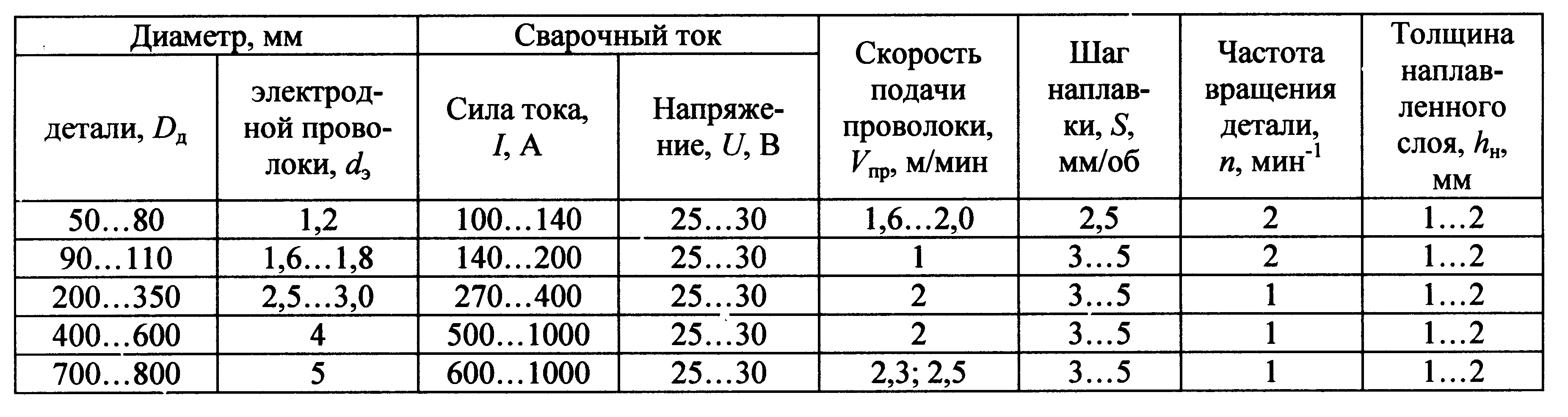
Таблица 15 – Ориентировочные значения параметров режима
вибродуговой наплавки
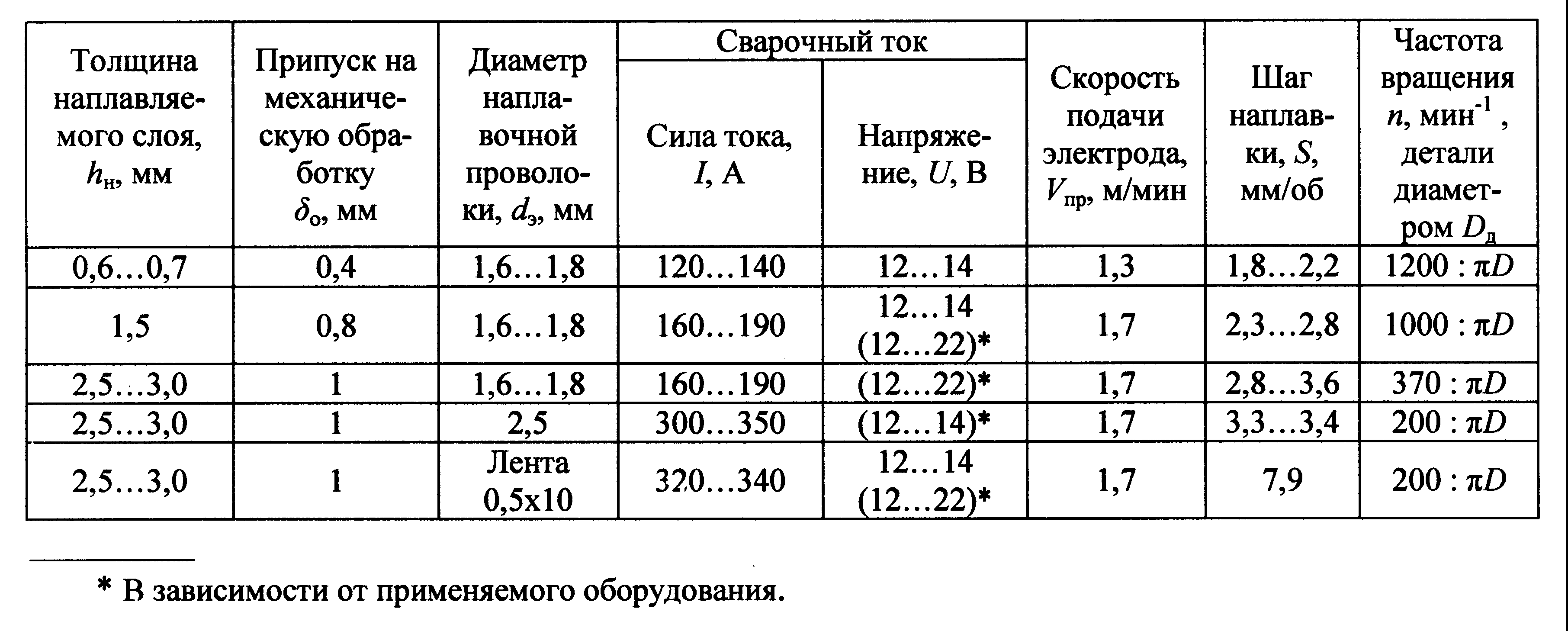
Таблица 16 – Ориентировочные значения параметров режима
напыления (металлизации)
|
Параметр |
Вид напыления | |
|
Газовая |
Электродуговая | |
|
Давление сжатого воздуха, МПа |
0,4…0,5 |
0,55…0,65 |
|
Расстояние от сопла до поверхности, мм |
125…150 |
75…100 |
|
Скорость вращения детали, м/мин |
10…15 |
10…12 |
Продолжение табл. 16
|
Продольна подача аппарата S, мм/об (частота вращения, мин-1): При d ≤ 30 мм При 30 < d ≤ 100 мм при 100 < d ≤ 300 мм |
2,5 (160) 1,5 (60) 1,2 (15) | ||
|
Напряжение на электродах дуги U, В |
- |
25…35 | |
|
Сила тока дуги , А |
- |
60…80 | |
|
Давление ацетилена, МПа |
4 |
- | |
|
Давление кислорода, МПа |
0,25…0,3 |
- | |
|
Толщина слоя после обработки, мм, не менее: при d ≤ 30 мм при 30 < d ≤ 150 мм |
0,6 0,95…1,0 | ||
|
Производительность аппаратов, кг/ч: Станочных (3Аt – 6, МЭС – 1) Ручных ЭМ -9 |
- - |
14…15 8 | |
Таблица 17 – Значения параметров η и с (коэффициент наплавки и электрохимический эквивалент соответственно) для разных видов
электролитических покрытий
|
Параметр |
Хромирование |
Меднение |
Железнение |
Цинкование |
|
η, % |
12…15 |
95…98 |
80…90 |
97…99 |
|
с, г/(А·ч) |
0,323 |
1,18 |
1,042 |
1,22 |