

§ 14. Спрацювання та стійкість різального інструменту
У процесі різання відбувається складна взаємодія різального інструменту й оброблюваного матеріалу, у результаті чого інструмент спрацьовується. Основною причиною спрацювання інструмента, зокрема різців, є тертя стружки, що сходить, об передню поверхню різця і задніх поверхонь різця об поверхні заготовки.
Залежно від фізико-механічних властивостей оброблюваного матеріалу, матеріалу робочої частини різця, температури різання, режимів різання і т.д. спрацювання відбувається з різною інтенсивністю.
Іноді спрацювання супроводжується викришуванням ріжучого леза в інструментах із твердого сплаву або пластичним деформуванням в інструментах із в’язких інструментальних сталей. При високих температурах процесу різання можуть відбуватися структурні зміни в матеріалі інструмента – термічне спрацювання. Може бути окислення верхніх шарів поверхонь інструмента, які зазнають тертя. У цьому випадку відбувається руйнування окисних плівок - окисне спрацювання і т.д.
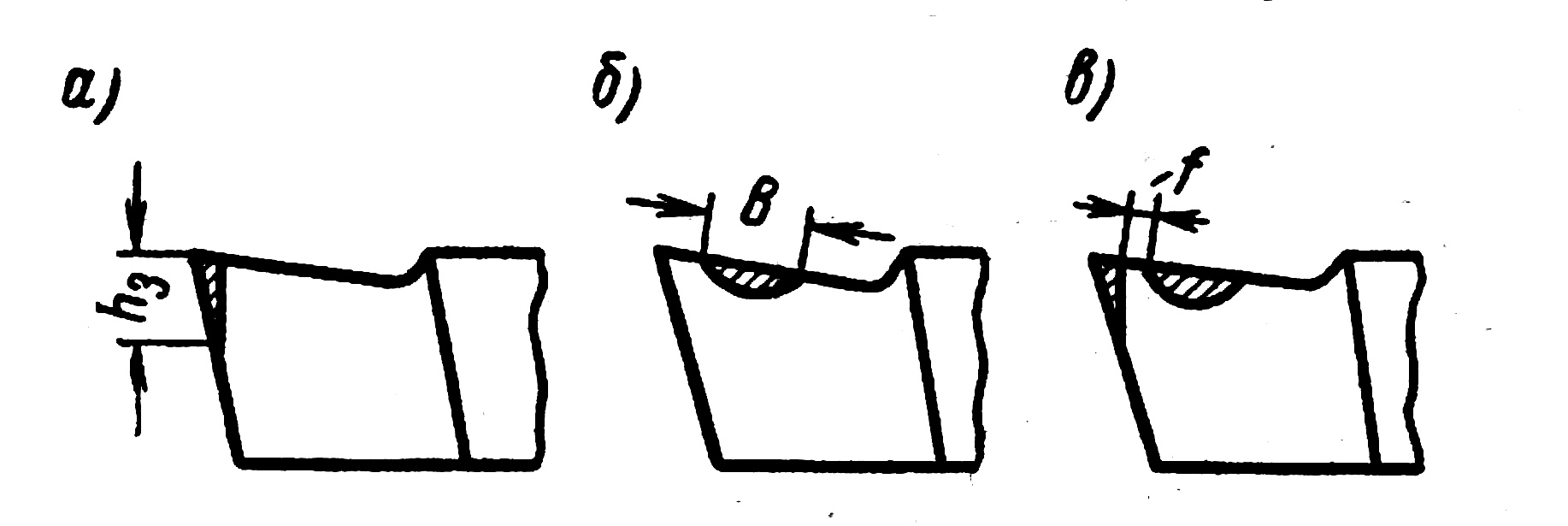
Рис. 2.21 Види спрацювання різців
У більшості випадків в умовах сухого й напівсухого тертя переважає абразивне спрацювання. Абразивне спрацювання відбувається по головній задній поверхні, що спостерігається при зрізанні малої товщини металу — а < 0,1 мм (рис.2.21, а), або по передній поверхні, при зрізанні товщини металу більше 0,5 мм і при застосуванні охолодження рідиною (рис. 2.21, б). У цьому випадку спрацювання по головній задній поверхні протікає менш інтенсивно. Більш загальним випадком є одночасне спрацювання по передній і головній задній поверхням (рис. 2.21, в), що має місце при зрізанні товщини металу більше 0,1 мм і середніх швидкостях різання для даного інструментального матеріалу.
При
спрацюванні
інструмента по головній задній поверхні
на ній утворюється фаска шириною
![]() .
Приспрацюванні
по передній поверхні — на ній утворюється
лунка шириною В.
За наявності обох видів
спрацювання
на різці утворюється стрічка
.
Приспрацюванні
по передній поверхні — на ній утворюється
лунка шириною В.
За наявності обох видів
спрацювання
на різці утворюється стрічка
![]() .
.
Для інструмента з пластинками твердого сплаву характерне спрацювання по головній задній поверхні, а для інструмента із швидкорізальних сталей - спрацювання по передній і головній задній поверхням.
Кількісне
вираження
припустимої величини
спрацювання
називають критерієм
спрацювання.
За критерій спрацювання
приймають у більшості випадків величину
спрацювання
по головній задній поверхні Для токарних
різців зі швидкорізальних сталей
припустиме спрацювання
![]() = 1,5—2
мм,
для різців з пластинками
твердого сплаву
= 1,5—2
мм,
для різців з пластинками
твердого сплаву
![]() = 0,8—1,0
мм,
з
керамічними пластинками
= 0,8—1,0
мм,
з
керамічними пластинками
![]() =
0,5—0,8 мм
=
0,5—0,8 мм
Стійкістю
інструмента
(![]() ) називається час(хв)
безперервної роботи інструмента при
постійних режимах різання від заточування
до переточування.
) називається час(хв)
безперервної роботи інструмента при
постійних режимах різання від заточування
до переточування.
Різні різальні інструменти, виготовлені з різних матеріалів, мають різні періоди стійкості. Наприклад, для різців з різних матеріалів період стійкості лежить у межах від 30 до 90 хв.
На стійкість інструмента значно впливає форма ріжучої частини, кути заточення, оброблюваний матеріал, матеріал інструмента, режими різання та інші умови обробки.