

§ 9 Сили різання
Для того, щоб піддати деформації і зрізати із заготовки шар металу, необхідно затратити певну роботу, що складається із трьох доданків:
![]() ,
Дж (2.6)
,
Дж (2.6)
де
![]() — загальна
кількість витраченої роботи;
— загальна
кількість витраченої роботи;
![]() —робота,
витрачена на пружне деформування металу;
—робота,
витрачена на пружне деформування металу;
![]() —робота,
витрачена на пластичне деформування
металу;
—робота,
витрачена на пластичне деформування
металу;
![]() —робота,
витрачена на подолання сил
тертя задніх поверхонь інструменту об
поверхню заготовки
і
стружки об передню поверхню інструменту.
—робота,
витрачена на подолання сил
тертя задніх поверхонь інструменту об
поверхню заготовки
і
стружки об передню поверхню інструменту.
У
результаті зрізання шару металу виникають
сили
нормального тиску й сили
тертя, що діють на різець. Сили,
що діють на різець, приводять до сил
пружного
![]() й пластичного
й пластичного
![]() деформування металу, які діють нормально
до передньої поверхні різця, і силам
деформування металу, які діють нормально
до передньої поверхні різця, і силам
![]() і
і
![]() ,що
діють
нормально до головної задньої поверхні
різця (рис. 2.13, а).
Наявність сил
,що
діють
нормально до головної задньої поверхні
різця (рис. 2.13, а).
Наявність сил
![]() і
і
![]() обумовлює
виникнення сил
тертя:
обумовлює
виникнення сил
тертя:
Т
=
![]() (
(![]() +
+
![]() ),
що діє уздовж передньої поверхні різця,
і Т'
=
),
що діє уздовж передньої поверхні різця,
і Т'
=
![]() (
(![]() +
+
![]() ),
що діє уздовж головної задньої поверхні,
де
),
що діє уздовж головної задньої поверхні,
де
![]() і
і![]() —
коефіцієнти тертя.
—
коефіцієнти тертя.
Зазначену
систему сил
приводять до однієї
сили
![]() — рівнодіючій
силі різання
(рис. 2.13, б),
точка
прикладення А якої знаходиться
на робочій частині головного ріжучого
леза різця. Величина
й точка
прикладення
рівнодіючої сили різання в процесі
обробки не залишаються
постійними.
— рівнодіючій
силі різання
(рис. 2.13, б),
точка
прикладення А якої знаходиться
на робочій частині головного ріжучого
леза різця. Величина
й точка
прикладення
рівнодіючої сили різання в процесі
обробки не залишаються
постійними.
Це
пояснюється
неоднорідністю структури оброблюваного
металу, змінною
поверхневою твердістю заготовки,
різними умовами утворення
наросту, мінливістю перерізу
шару,
який зрізається,
зміною
геометрії різального інструменту та
іншими факторами. Тому для практичних
розрахунків використовують
не
рівнодіючу силу різання
![]() ,
а її складові, які діють
по трьом взаємно перпендикулярним
напрямкам.
,
а її складові, які діють
по трьом взаємно перпендикулярним
напрямкам.
Вертикальна
складова сили
різання
![]() діє вплощині
різання в напрямку
головного руху
по осі z.
Сила
діє вплощині
різання в напрямку
головного руху
по осі z.
Сила
![]() визначає
динамічне навантаження механізму
коробки швидкостей, по ній розраховують
міцність державки різця, визначають
обертовий
момент
на шпинделі верстата, ефективну потужність
різання і т.д.
визначає
динамічне навантаження механізму
коробки швидкостей, по ній розраховують
міцність державки різця, визначають
обертовий
момент
на шпинделі верстата, ефективну потужність
різання і т.д.
Радіальна
складова сили
різання
![]() діє в горизонтальній площині перпендикулярно
до обробленої поверхні заготовки
по
осі y.
По силі
діє в горизонтальній площині перпендикулярно
до обробленої поверхні заготовки
по
осі y.
По силі
![]() визначають
величину
відтискання
різця
від заготовки
та
величину
прогину заготовки,
що обумовлює
точність її обробки.
визначають
величину
відтискання
різця
від заготовки
та
величину
прогину заготовки,
що обумовлює
точність її обробки.

Рис 2.13. Схема діючих сил на токарський різець
Осьова
складова сили
різання
![]() діє уздовж осі заготовки,
паралельно напрямку
подачі по осі х.
По силі
діє уздовж осі заготовки,
паралельно напрямку
подачі по осі х.
По силі
![]() розраховують
механізми коробки подач і фартуха
верстата.
розраховують
механізми коробки подач і фартуха
верстата.
Величина
й напрямок
рівнодіючої сили
![]() визначається
як діагональ паралелепіпеда, побудованого
на складових силах;
визначається
як діагональ паралелепіпеда, побудованого
на складових силах;
![]() ,
Н (2.7)
,
Н (2.7)
Співвідношення
між силами
![]() не залишається
постійним
і залежить від геометрії різальної
частини різця, режимів різання, зношування
різця, фізико-механічних властивостей
оброблюваного металу й умов різання.
не залишається
постійним
і залежить від геометрії різальної
частини різця, режимів різання, зношування
різця, фізико-механічних властивостей
оброблюваного металу й умов різання.
На
практиці визначають
лише значення сили
![]() ,
авеличини
сил
,
авеличини
сил
![]() і
і![]() беруть у частинах від
беруть у частинах від![]() .
.
§ 10. Наріст на різальному інструменті
У процесі різання пластичних металів на передній поверхні інструмента може затримуватися шар металу, що безпосередньо прилягає до неї. Цей шар являє собою сильно здеформований метал і називається наростом.
Утворення наросту на передній поверхні інструмента відбувається внаслідок недосконалості геометричної форми інструмента з точки зору обтікання його зрізаним шаром металу. Утворюється «застійна зона» металу — наріст, що прагне поліпшити обтічність інструмента. За певних умов різання сили тертя між передньою поверхнею інструмента й частками зрізаного шару металу стають більше сил внутрішнього зчеплення і за наявності певних температурних умов наріст міцно осідає на передній поверхні інструмента.
Розміри й форма наросту постійно змінюються. За рахунок сил тертя між стружкою, що відходить, і наростом, він увесь час поновлюється. Частки наросту постійно виносяться стружкою, захоплюються обробленою поверхнею, іноді наріст цілком зривається з передньої поверхні інструмента й відразу знову виникає (рис. 2.14, а). Пояснюється це тим, що наріст перебуває під дією сили тертя Т, сил стискання Р и Р1 і сили розтягання Q (рис. 2.14, б). При збільшенні розмірів наросту змінюється співвідношення діючих на нього сил. Коли сума сил Р і Q стає більше сили тертя Т, то відбувається зрив наросту. Частота зривів часток і самого наросту доходить до 200 зривів у секунду, що залежить від швидкості різання. Наріст має значну твердість і по своїй структурі відрізняється як від структури стружки й оброблюваного металу, так і від структури металу різального інструменту.
Наріст істотно впливає на процес різання, тому що він змінює умови стружкоутворення.
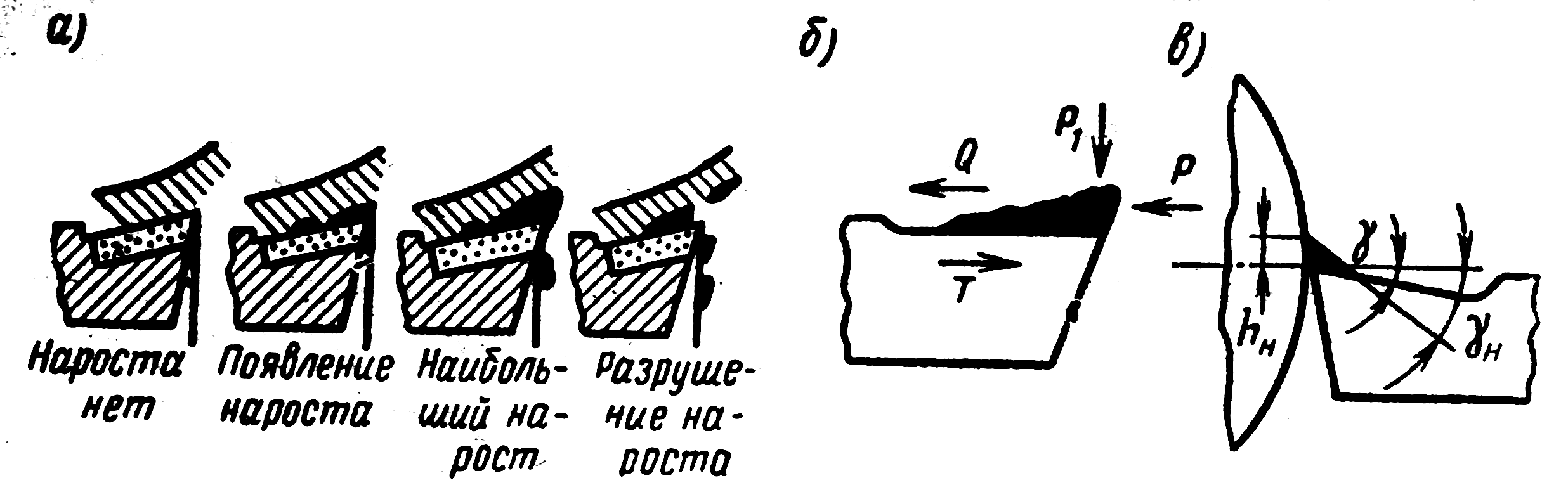
Рис 2.14. Схема утворення наросту

Рис 2.15. Залежність висоти наросту від швидкості різання
Позитивне значення наросту:
при наявності наросту змінюється форма передньої поверхні, що приводить до збільшення переднього кута інструмента (рис. 2.14, в), а отже, до зниження сили різання;
внаслідок високої твердості наріст здатний виконувати роботу різання;
видаляє центр тиску стружки від ріжучого леза, внаслідок чого зменшується спрацювання різального інструменту по передній поверхні;
поліпшує тепловідведення від ріжучого леза.
Негативне значення наросту:
при наявності наросту погіршується чистота обробленої поверхні, тобто збільшується її шорсткість;
частки наросту, що залишилися на обробленій поверхні, відіграють роль абразивних зерен при роботі деталі зі сполученою деталлю, викликаючи підвищене спрацювання пари;
внаслідок зміни наростом геометрії різального інструменту, можлива зміна розмірів оброблюваної поверхні в поперечних (діаметральних) перерізах по довжині деталі й оброблена поверхня виходить хвилястою;
внаслідок постійної зміни переднього кута інструмента відбувається коливання сили різання, що може викликати вібрацію вузлів верстата й інструмента, що у свою чергу позначиться на погіршенні якості обробленої поверхні.
Наріст корисний при грубій чорновій обробці, коли виникають великі сили різання, знімається великий шар металу й виділяється велика кількість теплоти і, навпаки, наріст шкідливий при чистовій кінцевій обробці, тому що при наявності наросту знижується якість обробленої поверхні.