

§ 6 Обробка заготовок на токарно-карусельних верстатах
На токарно-карусельних верстатах обробляють важкі заготовки великих розмірів, у яких відношення довжини (висоти) до діаметра становить 0,3—0,7. Це заготовки роторів водяних і газових турбін, зубчастих коліс, маховиків і т.д. Особливістю токарно-карусельних верстатів є наявність круглого горизонтального стола — каруселі з вертикальною віссю обертання. Наявність каруселі полегшує установку, вивірку та закріплення важких заготовок на верстаті. Карусельні верстати бувають одностійкові та двох стійкові. Діаметр каруселі становить 0,5— 21 м. Це дозволяє обробляти заготовки діаметром до 24 м. На рис. 4.27 показаний загальний вид двох стійкового токарно-карусельного верстата. Верстат складається з каруселі 12, змонтованої на станині 1, і стійок 2, з'єднаних між собою поперечкою 6. По вертикальним напрямним стійок переміщається у вертикальній площині рухлива траверса 3. Залежно від висоти оброблюваної заготовки траверсу встановлюють на певному рівні від площини каруселі. На рухливій траверсі встановлений верхній супорт 5 з коробкою подач 4 і револьверний супорт 7 з револьверною головкою 8 і коробкою подач 9. Коробки подач 4 і 9 мають незалежний привід. На правій стійці встановлений бічний супорт 10 з коробкою подач 11. Рухи вузлів верстата показані на рис. 3. Ріжучий інструмент закріплюють у різцетримачах верхнього та бічного супортів і гніздах револьверної головки. Кожний із супортів має горизонтальну та вертикальну подачі. Залежно від характеру оброблюваної поверхні включають ту чи іншу подачу.
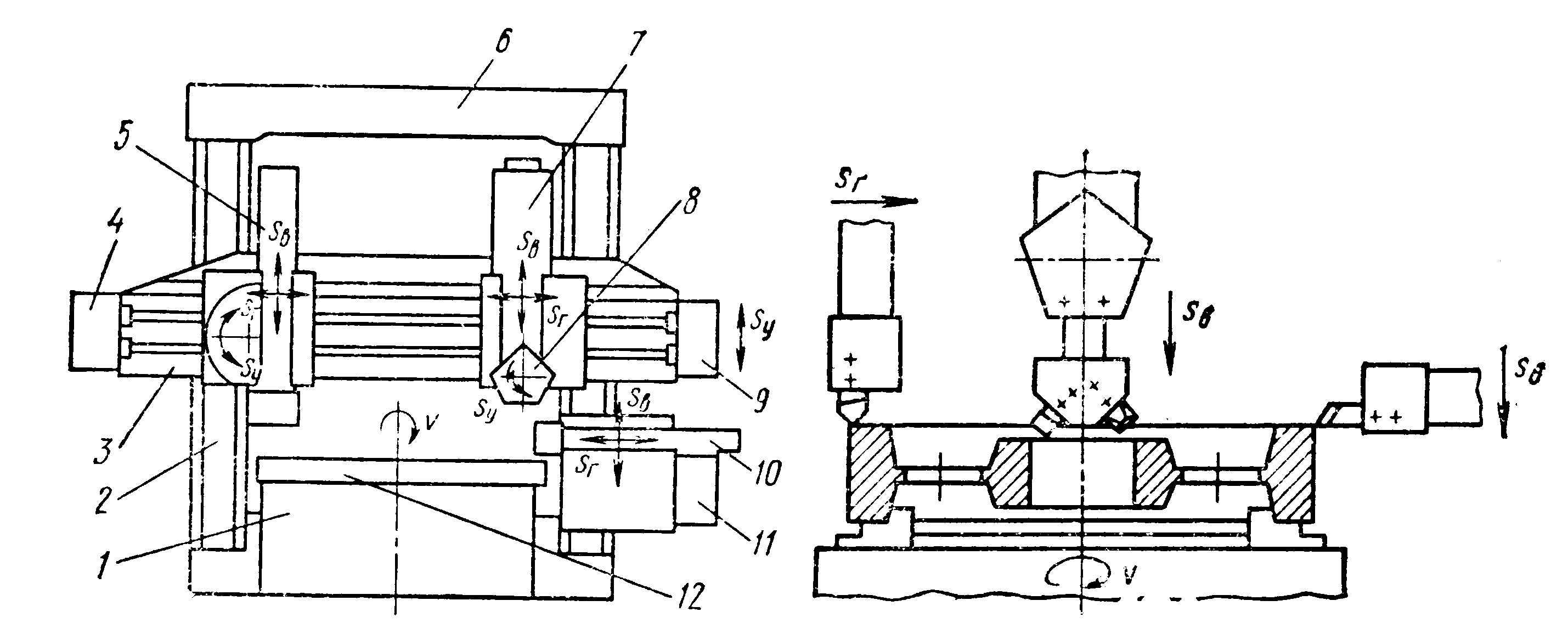
Рис.4.27 Загальний вид токарно-карусельного верстата й схема обробки заготовки на токарно-карусельному верстаті
Одностійкові токарно-карусельні верстати мають вертикальний револьверний і бічний супорти. На токарно-карусельних верстатах обточують зовнішні й розточують внутрішні циліндричні й конічні поверхні, обточують фасонні поверхні, свердлять, зенкерують і розгортають отвори, обточують плоскі торцеві поверхні. Використання спеціальних пристроїв дозволяє нарізати різьби різцями, обробляти складні фасонні поверхні по електрокопіру, а також фрезерувати бобишки та пази, шліфувати плоскі поверхні і виконувати інші види обробки. На верстатах ведуть багато інструментальну обробку одночасно декількох поверхонь заготовки.
Зубчасте колесо великого діаметра обробляють одночасно декількома інструментами (рис. 4.27). Зовнішню циліндричну поверхню обточують прохідним різцем, закріпленим у різцетримачі бічного супорта; подача різця – вертикальна. Торець обода колеса обточують підрізним різцем, який закріплений у різцетримачі верхнього супорта; подача різця – горизонтальна. Отвори розточують двома прохідними розточувальними різцями, закріпленими в спеціальній державці, яка установлена в гнізді револьверної головки, з вертикальною її подачею.
§ 7 Обробка заготовок на багаторізцевих токарних напівавтоматах
На багаторізцевих токарних напівавтоматах обробляють заготовки деталей типу ступінчастих валів.
Загальний вид багаторізцевого напівавтомата показаний на рис 4.28. Оброблювану заготовку встановлюють на верстаті в центрах: в передньому шпинделі коробки швидкостей 2 передньої бабки 3 і в задньому в пінолі задньої бабки 5. Обертовий момент на заготовку передається кулачками спеціального затискного патрона. На поздовжніх напрямних станини 1 змонтовані нижній в і верхній 4 супорти. Супорти служать для одночасного закріплення декількох різців.

Рис. 4.28 Загальний вид токарного багаторізцевого напівавтомата
Особливість обробки заготовок на багаторізцевих напівавтоматах полягає в тому, що нижній супорт має тільки поздовжню подачу, а верхній – тільки поперечну. Тому на нижньому супорті закріплюють всі різці, що працюють із поздовжньою подачею, – прохідні; на верхньому супорті – всі різці, що працюють із поперечною подачею, – підрізні, прорізні, фасонні, галтельні, для обточування фасок. Під час налагодження багаторізцевого напівавтомата різці встановлюють і закріплюють відносно заготовки так, щоб одночасно оброблялося кілька її поверхонь. Швидке та точне закріплення різців здійснюють за допомогою еталонної деталі або шаблона, які установлюються на верстаті.
На токарних багаторізцевих напівавтоматах обточують тільки зовнішні поверхні заготовок: циліндричні, конічні, фасонні, плоскі торцеві, кільцеві канавки, галтелі, фаски.
На рис. 4.29, а показана обробка заготовки ступінчатого вала одночасно чотирма прохідними різцями, чотирма прорізними різцями та одним підрізним. На рис. 5, б показана обробка заготовки конічного рубчастого колеса. На верхньому супорті встановлені різці, що працюють із поперечною подачею. На передньому супорті встановлено два різці: правий обточує циліндричну шийку вала і лівий – конічну поверхню заготовки. Різець, що обточує конічну поверхню, працює по копіру, установленому на супорті.
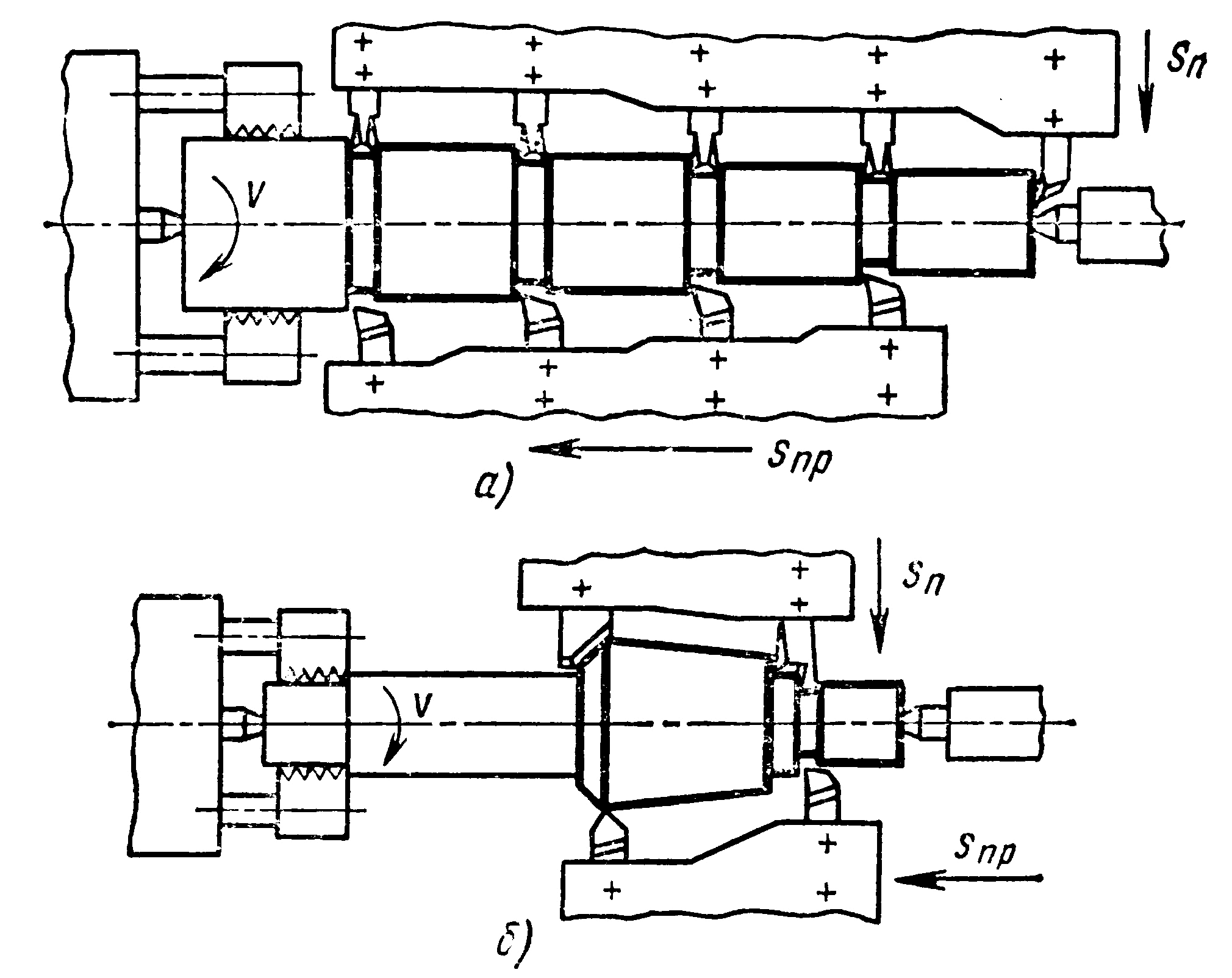
Рис.4.29 Схеми обробки заготовок на токарному багаторізцевому напівавтоматі