

Структура
1.Структура количественное соотношение в единице объема: зерен, связки; пор:
- плотная: 1,2,3,4 - обработка материалов НВmax, чистовая обработка;
- средняя: 5,6,7,8 - обработка вmax;
- открытая: 9;10;11;12:
обработка в min; max;
- лучший отвод стружки;
- лучшее охлаждение.
Класс точности
1. А; АА; Б; ГОСТ 3060-75
Класс неуравновешенности
1.1 - для кругов АА
1 и 2 - для кругов А
1; 2 и 3 - для кругов Б
Форма абразивного инструмента
1. ГОСТ 2424-83:
- 22 профиля;
- ПП - прямой профиль;
- 2П - с двухсторонним коническим профилем;
- ПВ - плоская с выточкой;
- ПВД - плоская с двойной выточкой;
- ЧЦ - чашка цилиндрическая;
- ЧК - чашка коническая;
- К - кольцевая;
- Т - тарельчатые;
- Д - дисковые.
Маркировка инструментов
ПП 802532; 25АМ10Н СМ-5-К
ГОСТ 2424-83 25А40НСМ2-5-К
ПП - прямой профиль;
Д = 80 мм; Н = 25 мм; d = 32мм;
25А - электрокорунд белый;
М10 - зернистость;
СМ - среднемягкий;
5 - структура средняя;
К - структура керамическая;
допускаемая скорость резания v = 35...50 м/с;
завод изготовитель ЗЗАИ.
5.2. СХЕМА ШЛИФОВАНИЯ И ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ
1.Виды шлифования:
круглое наружное;
круглое внутреннее;
круглое бесцентровое;
плоское;
- фасонное:
- зубошлифование;
- резьбошлифование.
2.Основные движения:
- вращение шлифовального круга;
- вращение или поступательное перемещение детали;
- движение подачи круга или детали.
Круглое наружное шлифование
1.
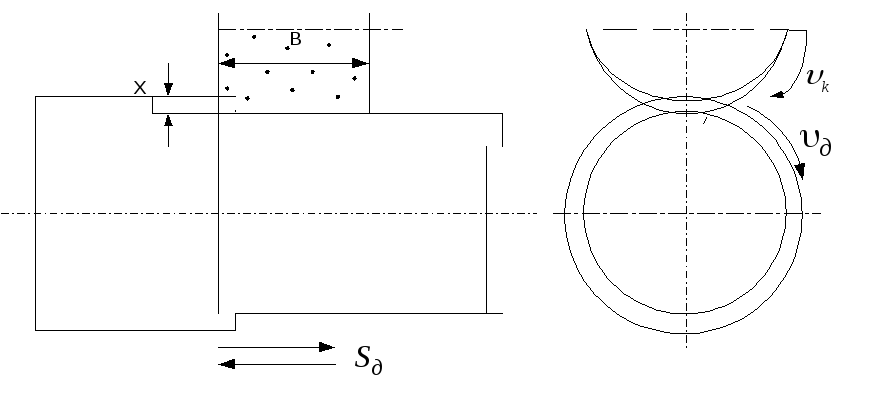
Рис. 5.2.1. Схема шлифования
2.Скорость резания
![]() м/с;
м/с;
vк = 10...75 м/с.
3.Продольная подача Sn
Sn = SдB
- черновое шлифование Sд= 0,3...0,85;
- чистовое шлифование Sд= 0,2...0,3.
4.Поперечная подача ,t - глубина резания мм/дв.х.
- черновое шлифованиеt = 0,01...0,07 мм/дв.х;
- чистовое шлифование t = 0,005...0,02 мм/дв.х.
5.Скорость вращения заготовки vд :
- окружная подача
![]() м/мин;
м/мин;
- черновое шлифование vд= 80...20 м/мин.
- чистовое шлифование vд= 50...15 м/мин.
6.Сечение среза:
- объем металла, срезаемый за 1 оборот заготовки:
Q = Дд t S мм3;
- путь шлифования в минуту
Lм = Дкnк;мм
- путь шлифования за 1 оборот заготовки
![]() ;мм
;мм
- мгновенное сечение среза:
![]() мм2,
мм2,
т.к.
Дд nд = 1000vд,
Дкnк = 100060vк,
то![]() мм2
мм2
Вывод:
Для получения более низкой Rа необходимо работать:
vд min,
Sn min,
t min,
vк mах.
7.Основное время Т0:
![]() мин,
мин,
L - продольный ход стола; мм.
h - припуск на обработку, мм
к = 1,2...1,7 - коэфициент, учитывающий добавочное число проходов для получения требуемой шероховотости.
Сила резания
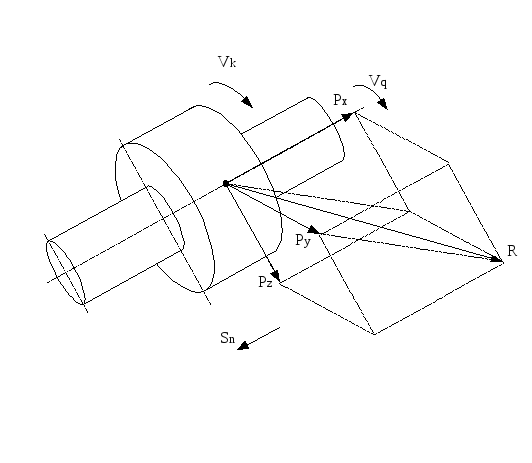
Рис. 5.2.2. Схема сил при шлифовании
1.
![]() ;
;
![]() .
.
2.
![]() ,
,
![]()
3. Мощность двигателя круга:
![]() кВт.
кВт.
4.Мощность двигателя заготовки
![]() кВт.
кВт.
Износ и стойкость шлифовальных
кругов
1. Затупление:
а) обламывание и выравнивание непрочно укрепленных зерен;
б) округление граней зерен и засаливание круга.
2. Износ частей круга ближе к торцам.
3. Стойкость круга
Т = 5...40 мин.
4. Правка
- алмазным карандашом;
- шлифовальными алмазными кругами;
- шарошками.
5.3 БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ
1.Применение
- напроход;
- врезанием.
2.Более производительный вид шлифования.
3.Схема шлифования
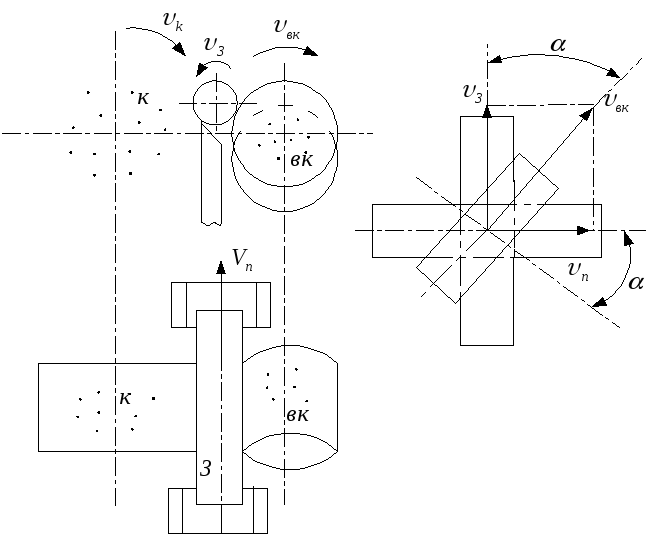

Рис. 5.3.1. Схема бесцентрового шлифования
vк
= 30...35 м/с;
![]() ;
;
![]() м/мин;
м/мин;
![]() мм/мин;
мм/мин;
![]() -
коэффициент проскальзывания;
-
коэффициент проскальзывания;
![]() .
.
5.4 ВНУТРЕННЕЕ КРУГЛОЕ ШЛИФОВАНИЕ
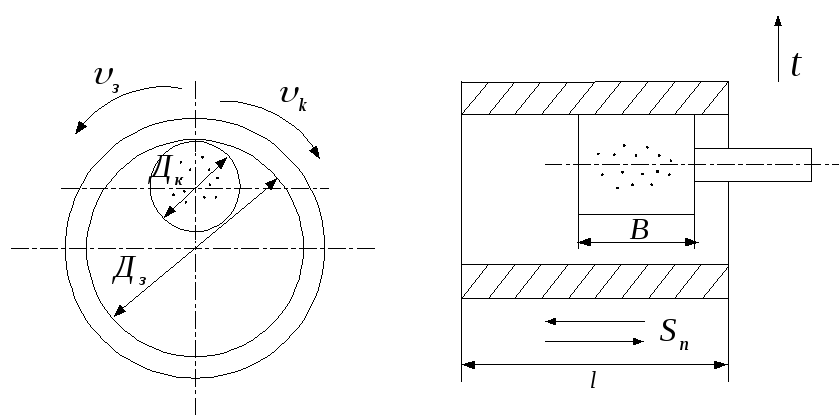
5.4.1. Схема внутреннего шлифования
![]() ;
;
![]()
![]()
Продольная подача
![]() мм/об.
за ч.
мм/об.
за ч.
Поперечная подача
- черновое шлифование 0,005…0,075 мм/дв.х.
- чистовое шлифование 0,002…0,01 мм/дв.х.
5.5 ПЛАНЕТАРНОЕ ШЛИФОВАНИЕ
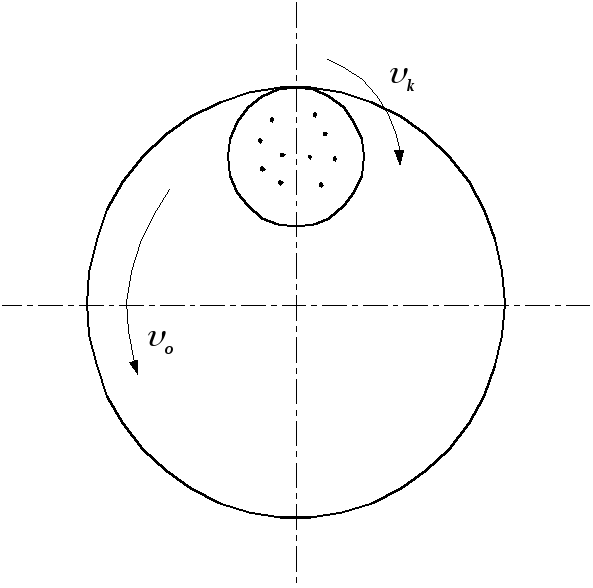
Рис. 5.5.1. Схема планетарного шлифования
5.6 ПЛОСКОЕ ШЛИФОВАНИЕ
1.Периферией или торцом круга
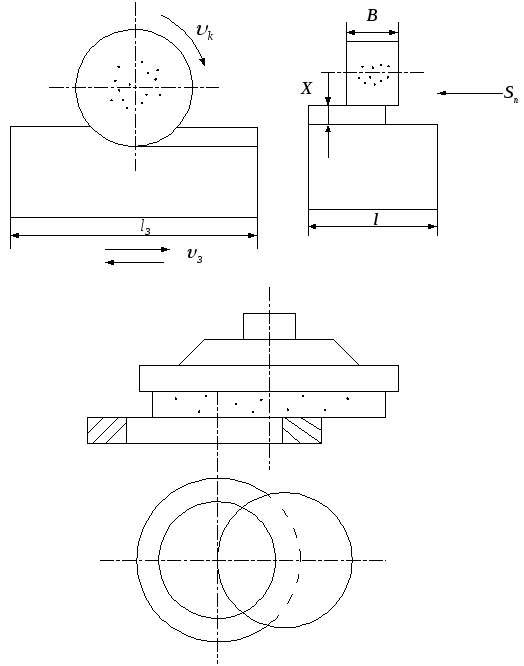
Рис.5.6.1. Схема плоского шлифования
t = 0,05...0,5 мм
Sn = SдB; мм/дв.х.
Sд= 0,25...0,7
v3 = 5...65 м/мин
t = 0,1...0,6 мм;
![]() ,
,
L - перемещение круга в направлении поперечной подачи;
l- ширина заготовки;
Lc - длина продольного хода стола.
L = l + B + 5
Lc = l3 + (10...15)
h - припуск на обработку;
lз - длина заготовки;
д - количество деталей обрабатываемых одновременно;
к - 1,15...1,5 - коэффициент точности.
5.7. УСТАНОВЛЕНИЕ ОПТИМАЛЬНОГО РЕЖИМА РЕЗАНИЯ ПРИ
КРУГЛОМ НАРУЖНОМ ШЛИФОВАНИИ
Пример:
На
круглошлифовальном станке 3М131 шлифуется
участок вала
![]() и
и![]() мм;
мм;![]() мм;
мм;![]() мкм;
мкм;![]() мм.
мм.
Материал - сталь 40 Х; 53 HRC
Крепление в центрах
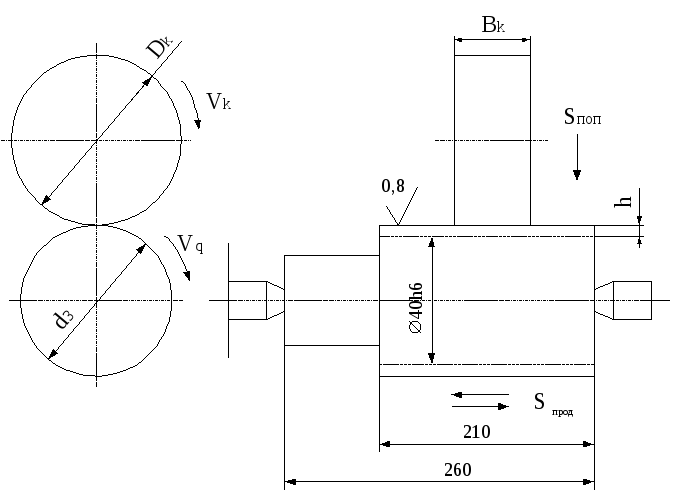
Рис. 5.7.1. Схема шлифования вала
Решение:
1.
Выбор шлифовального круга и установление
его характеристики [2], с. 172. Для 6 кв.
точн. и
![]() мкм сталь 40 Х HRC
> 50 выбираем круг ПП.
мкм сталь 40 Х HRC
> 50 выбираем круг ПП.
24А40НСМ25К 35 м/с
24А - электрокорунд белый
40 - зернистость ГОСТ 3647-80
Н - индекс зернистости
СМ2 - твердость по ГОСТ 21323-75
5 - номер структуры
К - керамическая связка
35 м/с - допускаемая скорость вращения
ПП - прямой профиль ГОСТ 2424-83
Дк = 600 мм, Вк = 63 мм.
2. Скорость шлифовального круга
vк = 30...35 м/с;
![]() м/с;
м/с;
nк = 1112 мин-1 по паспорту станка ЗМ131,
т.е. vкв пределах допустимого диапазона.
3.Окружная скорость детали [2], с.173.
при vк = 30...35 м/с и HRC > 50
vд = 35...45 м/мин,
принимаем vд = 35 м/мин.
4.Частота вращения заготовки
![]()
![]() мин-1,
мин-1,
nд - может быть установлено, т.к. станок 3М131 имеет бесступенчатое ре- гулирование 40...400 мин-1.
5.Поперечная подача круга Sпоп мм/дв.х.:
- глубина шлифования t;
- окончательная обработка:
Sпоп = 0,005...0,015 мм/дв.х. [2], с. 173
для h6 и Rа = 0,8 мкм, принимаем
Sпоп = 0,005 мм/дв.х.
на станке бесступенчатое регулирование подач 0,002...0,1 мм/дв.х.
6.Продольная подача детали Sпр мм/об.
Sпрод = SдВ,
Sд= 0,2...0,4; для окончательного шлифования принимаем Sд= 0,3;
Sд= 0,3 63 = 18,9 мм/об.
7.Минутная продольная подача Sм.прод.
![]() м/мин,
м/мин,
на станке бесступенчатое регулирование 0,05 - 5 м/мин.
Принимаем Sм.прод = 5 м/мин.
8.Мощность резания
![]() кВт
кВт
или
![]() ,
,
СN= 2,65; r = 0,5; y = 0,55; д = 0.
Nрез= 2,65 350,5 0,0050,8 18,90,55 = 5,5 кВт.
9.Проверка мощности двигателя шлифовальной бабки
Nшп = Nд = 7,50,8 = 6 кВт;
Nрез Nшп;5,5 6,0
т.е. обработка возможна.
Если при расчете получится перегрузка станка по мощности, можно снизить Nрез путем соответствующего уменьшения величины vд в пределах диапазона, рекомендуемого справочником.
10. Основное время
![]() ,
,
L - длина хода стола
L = l+2(0,5 Вк) = 210+2(0,563) = 273 мм,
h = 0,2 мм; к - коэф. точностик = 1,2...1,4;
принимаем к = 1,4.
![]() мин.
мин.
ЛИТЕРАТУРА
1. Справочник металлиста (под ред. Ачеркана И.С.). М.: Машиностроение, 1986. т.3
2. Режимы резания металлов. Справочник (под ред. Ю.В. Барановского). М.: Машиностроение. 1972
3. Обработка металлов резанием. Справочник технолога. М.: Машиностроение. 1986.
4.Справочник технолога машиностроителя. Т.2 (под ред. А.Г.Косиловой и Р.К. Мещерякова). М.: Машиностроение 1985.
5.Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту - М.: Машиностроение. 1990.