

8. Тип пластины по гост 25396 - 82
- 12
9. Геометрические элементы лезвия резца
= 8; = 12; = 60; 1= 10, = 0, r = 1,0 мм.
[3] табл. 10, с.22…23.
10. Форма передней поверхности резца:
Плоская с отрицательной фаской и лункой
dл = 1,5 мм.
11. Условное обозначение резца
Резец 2100 - 0213 Т5К10 ГОСТ 18878 - 73
2.2 Расчет и конструирование фасонных резцов.
1. По форме и конструкции фасонные резцы делят:
а) круглые;
б) призматические.
2. Круглые резцы более технологичны и допускают большее число заточек
- материал Р6М5;
- крепление - рыфление и штифты.
3. Конструктивные и габаритные размеры выбирают в зависимости от
наибольшей глубины профиля по нормативам.
Геометрические
элементы лезвия фасонных резцов зависят
от материала заготовки и подачи -
выбираются углы
![]() и
и![]() по нормативам.
по нормативам.
Размеры дополнительных режущих кромок
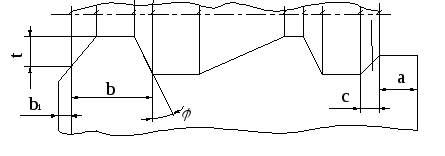
Рис. 2.2.1. Схема профиля резца.
а = 2…5 мм С = f + (1,5…2) мм;
в 3…8 мм; в1 = 0,5 … 1,5 мм; = 15.
Профилирование фасонных резцов
1. Профиль резца не совпадает с профилем заготовки - их корректируют.
2. Два способа профилирования:
а) аналитический - расчетный;
б) графический.
Графический способ
Пример
Спроектировать круглый фасонный резец для обработки фасонной заготовки из стали У7А; в = 800 Мпа
Решение
1. Геометрические параметры резца:
[1], т. 19, с. 29
= 20; = 10
2. Строим профиль заготовки:
а) проводим ось;
б) откладываем соответствующие размеры профиля;
в) строим полный профиль.
3. Проектируем полученные т.1,2,3,4, профиля на ось 00 т. 1;2;3;4.
4. Из центра 0 проводим окружности соответствующих радиусов r1; r2; r3; r4 и получаем проекцию заготовки на плоскость, перпенди-кулярную к оси заготовки.
5. Определяем наружный диаметр резца
- из центра 0 проводим две окружности радиусами r1 - min и r3,4 - max;
- через точку 1 под углом и проводим линии;
- на расстоянии К от т. 1 проводим линию ВВ100
K = tmax + (3…10) мм;
- из т. В проводим линию делящую пополам;
- точка пересечения этой линии с линией под углом будет О2 - центр резца;
определяем диаметр резца.
6. Определяем габаритные конструктивные размеры резца - нормативные таблицы.
7. На линии А1В отмечаем т. А1; А2; А3.
8. Соединив т. А1; А2; А3.с центром О2 получаем радиусы R1; R2; R3;
9. Строим профиль фасонного резца в радиальном сечении:
- проводим линию ММ;
- откладываем от нее осевые размеры l1; l2; l3; соответствующие осевым размерам заготовки;
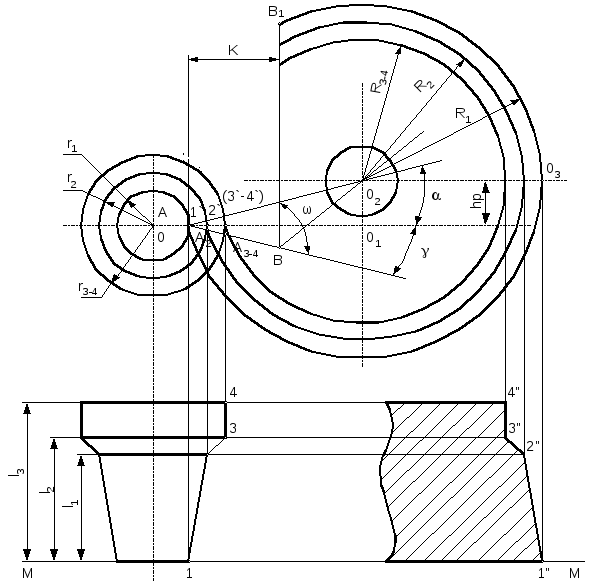
Рис. 2.2.2. Графический способ профилирования
- проецируя точки пересечения окружностей R1; R2; R3; с линией О2О3 над линией параллельной линии ММ, получаем профиль фасонного резца в радиальном сечении т. 1”; 2”; 3”; 4”;
10. Построение шаблона для контроля фасонного профиля сводится к определению разности радиусов всех узловых точек относительно узловой контурной точки 1”.
Р2 = R1 – R2 и т.д.
11. Выполняем рабочий чертеж резца.
3.1. Назначение элементов режима резания при сверлении с использованием нормативной литературы
Пример
На станке 2Н135 сверлят глухое отверстие D = 24H+0,21 на l = 95мм. Материал СЧ 25; 210 НВ.
Обработка без охлаждения.
Решение:
1. Выбираем сверло и его характеристику
- сверло спиральное Д = 24 мм
- материал режущей частиВК8
[1] т. 21-22 с. 117-118
- геометрия сверла [1] т. 12 с. 105-106
= 16;= 20; 2= 118;
- форма заточки - одинарная
2. Подача:
- группа подачи - II [2] к. с-2, с. 110.
-
подача
![]() ;
;
S = 0,38 мм/об;
корректируем подачу по станку
Sд= 0,4 мм/об; Sдоп= 0,62 мм/об.
3. Период стойкости сверла. [2] к. с-3, с. 114.
Стойкость в зависимости от dсв. и вне зависимости от материала режущей части
Тм = 50 мм.
4. Скорость резания [2] к. с-4, с. 118.
При Sд=0,4 мм/об. иД = 24 мм
vтабл= 19 м/мин - для быстрорежущих сталей.
vтабл= 193 = 57 м/мин.
v = vтаблК1К2К3,
К1 - обрабатываемый материал;
К2 - стойкость инструмента;
К3 - отношениеlрез к Д.
![]()
К1= 1,0; К2= 1,2;К3= 1,0.
v =571,01,21,0 = 68,4 м/мин.
5. Частота вращения шпинделя
![]()
![]() мин-1,
мин-1,
корректируем по станку
![]() пд= 710 мин-1.
пд= 710 мин-1.
6. Действительная скорость резания:
![]() м/мин.
м/мин.
7. Мощность резания [2], к. С-6, с. 126…127
![]() ,
,
при Д= 24 мм иS= 0,4 мм/об
Nтабл= 6,4 кВт.
КN= 1,0[2], к. С-6, с. 128
![]() кВт.
кВт.
8. Проверяем на достаточность мощности станка.
Nд= 4,5 кВт
Nшп= 4,50,8 = 3,6 кВт
Nшп Nрез, но 3,64,54, т.е. станок перегружен.
Определяем загрузку станка по мощности:
![]()
Станок перегружен по мощности на 26 %, что не допустимо.
В данном
случае необходимо снизить
![]() путем
уменьшения подачи сSд= = 0,4 мм/об доSд= 0,28 мм/об.
путем
уменьшения подачи сSд= = 0,4 мм/об доSд= 0,28 мм/об.
Тогда
Nтабл= 5,1 кВт.
![]() кВт.
кВт.
Тогда Nшп Nрез.
Операцию можно выполнить.
9. Основное время:
![]() ;
;
y= 0,3Д = 0,324 = 7 мм;
при сверлении глухих отверстий = 0,5 мин
L = 95 + 7 + 0 = 102 мм.
![]() мин.
мин.