

4.4 Установление оптимального режима резания при фрезеровании плоскостей с использованием
Данные предыдущего примера:
- станок 6Т13; В = 100мм; l = 320 мм
нормативной литературы.
Пример
h = 4 мм; СЧ25; 210НВ; обработка черновая; литье - корка.
Решение:
1. Выбираем торцевую фрезу со вставными зубьями из твердого сплава ВК8 [1] т.7,с.251
а) угол режущей части [1] т.4,с.248
= 0; = 12; = +15; = 45;0 = 20; 1 = 5;
б) диаметр фрезы
Д = 1,25Вфр = 1,25100 = 125 мм.
По ГОСТ 8529-78 выбираем фрезу с размерами
Д = 125 мм, Вфр = 55 мм, d = 40мм; z = 8 [1] т.14,с.263
2. Глубина резания t = h = 4мм.
3. Подача [2] к. Ф-2,с.83
при t = 4мм и 2120 НВ
Sz= 0,15…0,3 мм/зуб;
принимаем Sz= 0,3 мм/зуб.
4.Период стойкости [2] к. Ф-3,с.87
при Д = 125 мм Т = 160 мин.
5.Скорость резания [2] к. Ф-4,с.88
vтабл= 90 м/мин;
при t = 4мм; Sz = 0,3 мм/зуб;
v = vтабл к1 к2 к3,
к1- азмер обработки
при
![]() ;
;
к1 = 1,0;
к2= 0,8 обработка с коркой [2], с.91
к3= 0,9 при Т = 160 мин [2], с.91
v = 90 1,0 0,8 0,9 = 64,8 м/мин
6. Расчетная частота вращения
![]() мин-1,
мин-1,
корректируем по станку nд = 160 мин-1.
7.Действительная скорость резания
![]() м/мин
м/мин
8.Минутная подача
Sм = Sz nд z = 0,38160 = 384 мм/мин;
корректируем по станку
![]() =
315 мм/мин.
=
315 мм/мин.
9.Мощность резания[2], к. Ф-5, с 101…103.
![]() ,
,
Е =
1,8 при Sz
=
0,3 мм/зуб и
![]() [2]c
102;
[2]c
102;
к1 = 1,25 при 210 НВ[2] c 103;
к2 = 1,0 при v = 63 м/мин;
![]() кВт
кВт
10. Проверка достаточной мощности
Nрез Nшп;
Nшп.= Nд = 1,00,8 = 8 кВт;
4,5 8;
обработка возможна.
11. Основное время
![]() ;
;
L = l + y + = 320 + 25 + 3 = 348 мм;
![]() мин.
мин.
4.5 Расчет и конструирование фрез
Классификация фрез:
По конструкции:
цельные;
составные;
сборные.
По расположению режущих зубьев:
цилиндрические;
торцевые;
дисковые (прорезные, отрезные);
концевые (пальцевые);
фасонные;
наборные.
1. Основные размеры фрез, геометрические параметры и технические требования приведенные в стандартах или справочной литературе.
2. Форму и размеры пластин и коронок из твердого сплава выбирают по ГОСТ 2209-82.
3. Марка твёрдого сплава ГОСТ 3882-74
4. Наружный Д фрезы зависит от:
- d - оправки;
- размеров обрабатываемой поверхности;
- припуска на обработку и др.;
обычно Д = (2,5…3,0) d.
5.Присоединительные размеры фрез, закрепленных на фрезерных оправ-
ках и на концах шпинделей выбирают по ГОСТ 27066-86.
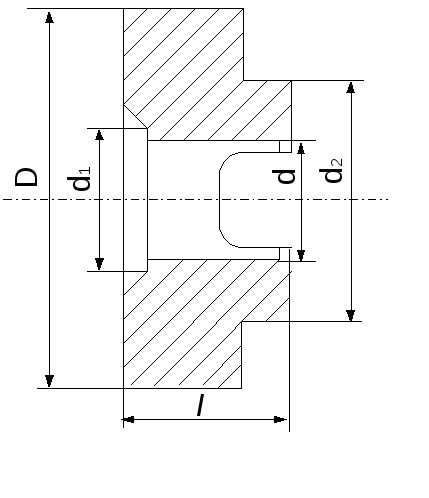
Рис. 4.5.1. Переходная соединительная втулка
6.Диаметр оправки (отверстия фрезы)
![]()
![]() ;
;
 ,
,
Мсум - суммарный момент при изгибе и скручивании оправки;
Р - равнодействующая сил Pz и Py,
P = 1,411 Pz;
l - расстояние между опорами фрезерной оправки;
и.д.- допустимое напряжение на изгиб;
и.д.= (180 – 250)106 Мпа.
7. Число зубьев фрезы
![]() ,
,
т - коэффициент, зависящий от типа фрезы.
Цилиндрические фрезы: цельная
крупнозубые - 1,05
мелкозубые - 2,0
сборная - 0,8…0.9
торцовые
крупнозубые - 1,2
мелкозубые - 2,0
угловые - 2,5…2,8
фасонные - 1,5…2,0
дисковые - 2,0…20
8. Конструкции сборных фрез и способы крепления ножей - стандартизованы или приводятся в справочной литературе. ГОСТ 2568-71.
Пример:
Рассчитать и сконструировать сборную цилиндрическую фрезу с механическим креплением пластин из быстрорежущей стали Р18 для чернового фрезерования плоской поверхности В = 100 мм из стали 30 ХМ с в = 1000 Мпа. Припуск на обработку h = 6мм. Обработка на горизонтально-фрезерном станке 6М82Г с Nдв = 7 кВт. Заготовка крепится в тисах – повышенная жесткость.
Решение:
1. Длина фрезы:
L = (1,2…1,5) В;
L = 1,25100 = 125 мм
2. Д=110 мм СТ СЭВ 201-75
3.
z
=![]() ;
z=
10.
;
z=
10.
4. = 20
5. Sz= 0,12…0,2 мм/зуб; Sz=0,15 мм/зуб.
6. Диаметр отверстия под оправку
![]() ;
;
 ;
;
 Н;
Н;
Р = 1,411Рz = 1,41114250 = 20106 Н.
Принимаем l = 400 мм.
![]() Нм.
Нм.
и.д.= 250 Мпа.
Тогда
![]() мм.
мм.
Принимаем d = 40 мм ГОСТ 9472-83
7. Окончательный Д
Д = 2,5 d = 2,540 = 100 мм
Принимаем Д = 100 мм, L = 125 мм.
СТ СЭВ 201-75
С учетом запаса вылета ножей на переточки принимаем
 .
.
8.Окончательное число зубьев
![]() ;
;
принимаем z = 10.
9. Шаг зубьев фрезы
окружной торцевый шаг:
![]() мм;
мм;
осевой шаг:
![]() мм.
мм.
10. Проверяем z и Soc на условие равномерного фрезерования
![]() ;
;
0,97 1,0 -условие равномерного фрезерования обеспечено.
11. Отверстие фрезы и шпоночный паз выполняют по ГОСТ 9472-83.
12. Определяем геометрические параметры рабочей части фрезы
СТМ т 2.
= 12 ; = 10.
13. Выбираем материал фрезы:
корпус - сталь 40Х;
ножи - Р 18;
клинья - У8А.
14. Твердость деталей фрезы:
корпус - 32…41,5 HRC;
нож - 63…66 HRC;
клинья - 41,5…51,5 HRC
15.Допуски на основные элементы фрезы
ГОСТ1671-77.
16.Предельные отклонения
ГОСТ2568-71.
17.Выполняем рабочий чертеж фрезы
сборка, нож, клин, корпус.
18.Указываем основные технические требования.
5.1. ШЛИФОВАНИЕ
Технологическая характеристика операций
1. Шлифование - процесс резания металлов при помощи абразивного инструмента
2. Абразивным - называются твердые тела, имеющие вид зерен с гранями для механической обработки путем царапания или истирания.
3. Шлифование - операция чистовой обработки. Точность 5…8 кв.
Rа = 2,5…0,32
4. Шлифовальные станки - 15…20%
5. Особенности шлифования:
а) большие скорости v = 20…50 м/с;
б) шлифовальный круг - многолезвийный инструмент;
в) геометрия лезвий - случайная;
г) свойство самозатачивания;
д) высокая ТС резания.