

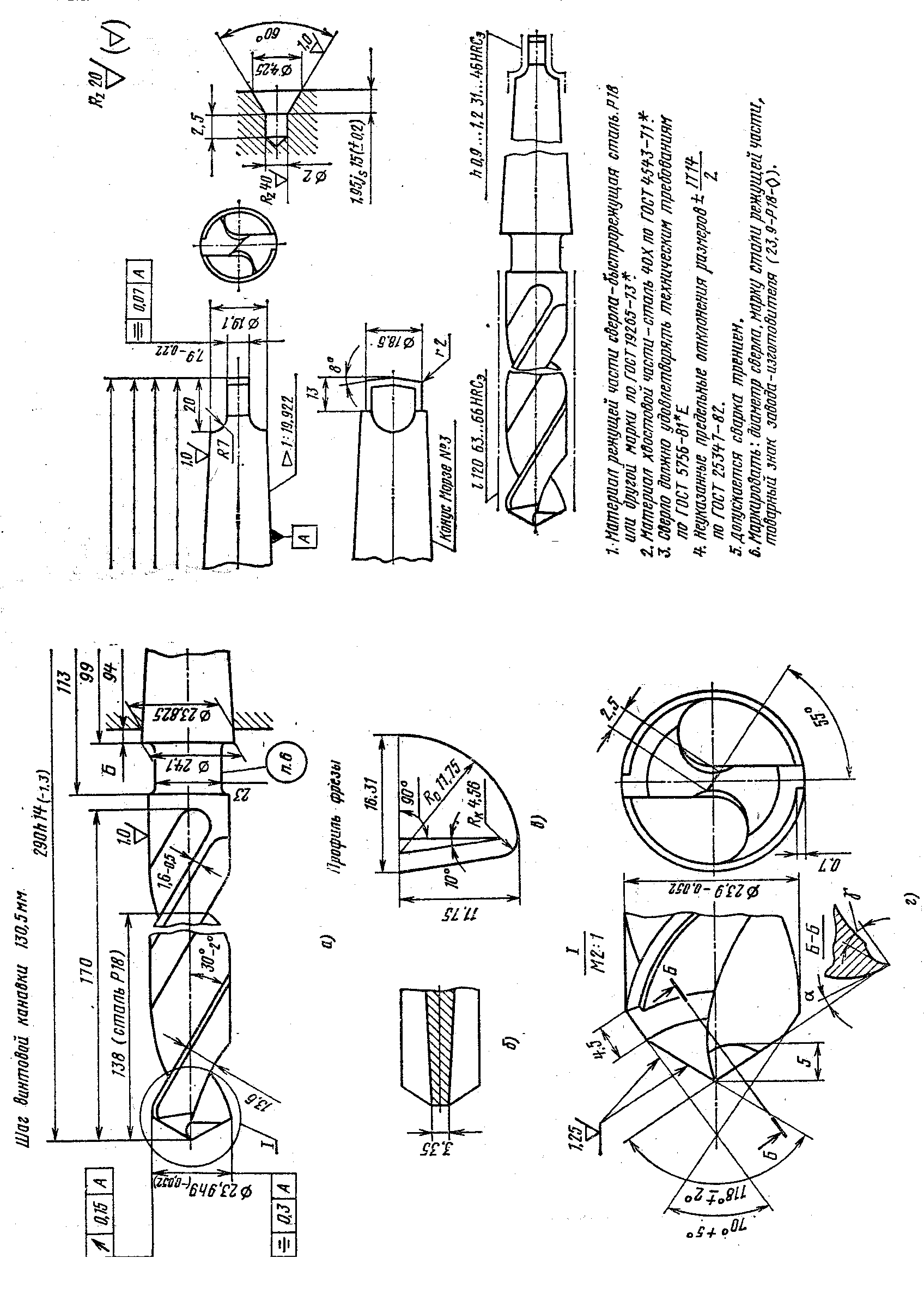
3.2 Расчет и конструирование спиральных сверл
1. Типы сверл:
- спиральные;
- перовые;
- глубокого сверления;
- кольцевые;
- центровочные;
- ружейные;
- пушечные.
2. Типы хвостовиков:
- цилиндрические;
- конические;
- четырехгранные;
3. Основные размеры и углы лезвия сверл стандартизованы:
- углы , и 2по таблицам справочной литературы.
Пример Р6М5
Сталь = 20…352 = 116…125
Чугун = 25…302 =116…120
Бронза = 15…202 = 125…135
Твердый сплав
Сталь = 0….4;2 = 116…118
Чугун= 0….6;2 = 116…118;
Бронза = 4….6;2 = 116…118;
угол = 50…55;
Р6М5
= 8…15-maxот оси сверла;
= 20…26-minот оси сверла
Твердый сплав
= 4…6-maxот оси сверла;
= 16…20-minот оси сверла.
Форма заточки сверл:
- одинарная;
- с подточкой перемычки.
Технические требования к изготовлению ГОСТ 2034 - 80
Хвостовики - конус Морзе ГОСТ 25557 – 82
конусы Морзе - 0,1,2,3,4,5,6.
Размеры Д1, d2- теоретические (определяются).
Пример:
Рассчитать и спроектировать спиральное сверло из быстрорежущей стали с коническим хвостовиком для обработки сквозного отверстия под метрическую резьбу М 27 глубиной l=50 мм в заготовке из конструкционной углеродистой сталив= 450 Мпа.
Решение:
1. Определяем D сверла:
D= 23,9ГОСТ 885 – 77.
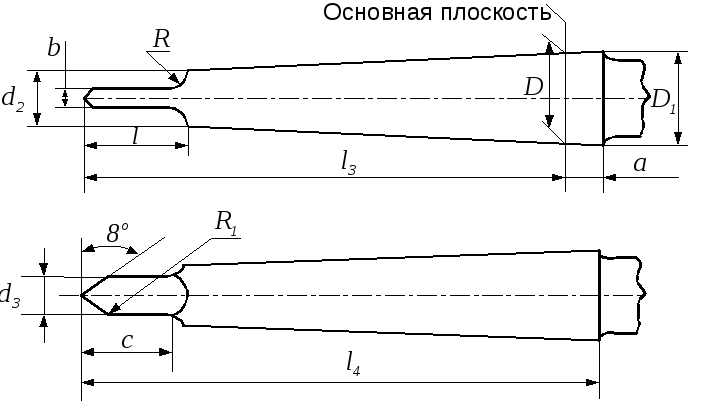
Рис. 3.2.1 Элементы конуса Морзе
2. Режимы резания:
S0 = 0,39…0,47 мм/об;S= 0,4 мм/об;
V = 32 м/мин.
3. Осевая составляющая сила резания
![]()
![]() ;
;
Px =106823,90,40,7 0,682 = 5850H
4. Момент сопротивления резанию.
![]() ;
;
См = 0,0345;xм = 2,0;yм = 0,8;
![]() .
.
Мс.р.=100,034523,92 0,40,80,682 = 64,2 Нм
5.Определяем номер конуса Морзе.
G - угол конусности хвостовика;
R - радиальная сила;
Q - создает касательную составляющую;
Т - сила резания.
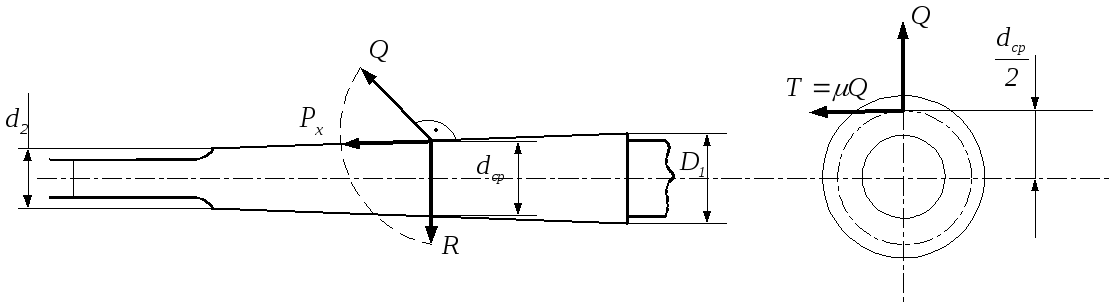 РРис.3.2.2.
Расчетная схема
РРис.3.2.2.
Расчетная схема
Qобразующий конуса;
![]() .
.
Момент трения между хвостовиком и втулкой
![]() .
.
Приравниваем момент трения к максимальному моменту сил сопротивления резания, т.е. к моменту, создающемуся при работе затупившимся сверлом, который увеличивается в 3 раза.
Следовательно:
![]() ;
;
![]() или
или
![]() ,
,
Мс.р. - момент сопротивления сил резания;
Мс.р.= 64,2 Нм;
![]() =
5850Н;
=
5850Н;
G = 130; sin 130 = 0,2618;
G = 5- отклонения угла конуса;
= 0,096 - коэффициент трения стали по стали.
![]() мм.
мм.
По гост 25557-82 -конус Морзе № 3 с лапкой
Д1 = 24,1;d2 = 19,1;l4 = 19,1;l = 99; конусность 1:19,922 = 0,05020
G = 12616
Остальные размеры по таблицам справочника.
6. Геометрические и конструктивные параметры рабочей части сверла.
По нормативам:
Форма заготовки ДП (двойная с подточкой перемычки).
= 30; 2 = 118; 2 0 = 70; = 12; = 55.

Рис. 3.2.3. Схема заточки сверла.
Размеры подточенной части перемычки:
А = 2,5 мм; l = 5 мм
Шаг винтовой канавки:
![]() мм.
мм.
7. Толщина dc сердцевины сверла
D = 0,25 - 1,25; 1,5 - 12,0; 13,0 - 80,0;
dc = (0,28 - 0,2)Д;(0,19 - 0,15) Д ;(0,14 - 0,25) Д.
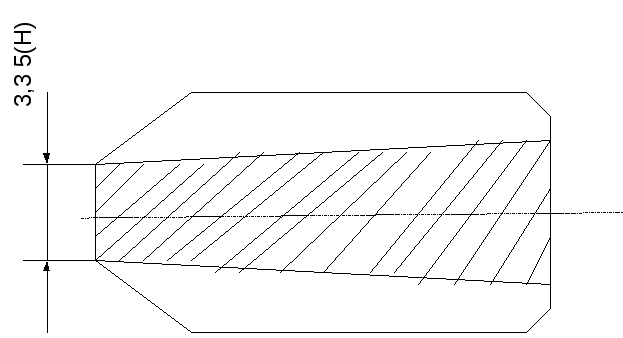
Рис.3.2.4. К расчету толщины сердцевины
Принимаем dcу переднего конца равной0,14 Д,
dc = 0,14Д = 0,1423,9 = 3,35 мм.
Принимаем утолщение сердцевины к хвостовику
1,4 - 1,8 ммна100 мм длина рабочей части сверла.
Принимаем - 1,5 мм.
8. Обратная конусность сверла.
на 100 мм длина рабочей части сверла
|
Д |
6 |
6 |
18 |
|
Конусность |
0,03 – 0,08 |
0,04 – 0,10 |
0,05 – 0,12 |
Принимаем – 0,08 мм
9.Ширину ленточки f0 и высоту затылка по спинке к выбираем по Д
|
Д |
f0 |
к |
|
2-5 |
0,6 |
0,15 |
|
5-8 |
0,7 |
0,2 |
|
8-10 |
0,8 |
0,3 |
|
10-12 |
0,9 |
0,4 |
|
12-15 |
1,0 |
0,4 |
|
15-20 |
1,2 |
0,6 |
|
20-25 |
1,6 |
0,7 |
|
25-30 |
1,8 |
0,8 |
|
30-35 |
1,8 |
0,9 |
|
35-40 |
2,0 |
0,9 |
|
40-45 |
2,3 |
1,0 |
|
45-50 |
2,6 |
1,2 |
Выбираем: f = 1,6 мм; к = 0,7 мм.
10. Ширина пера
В = 0,58Д = 0,5823,9 = 13,9 мм
11. Геометрические элементы профиля фрезы для фрезерования канавки
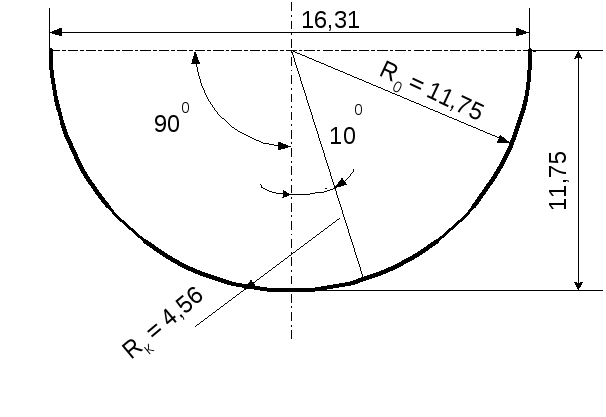
Рис.3.2.5. К расчету профиля канавочной фрезы
Большой радиус профиля:
R0 = CRCr CфД;
![]() ;
;
![]() ;
;
т.к.![]()
![]() .
.
![]() -диаметр фрезы
-диаметр фрезы
![]() .
.
Принимаем
![]() =
65 мм.
=
65 мм.
Тогда
R0 = 0,49323,9 = 11,75 мм.
Меньший радиус профиля
Rк = СкД;
Ск = 0,015 0,75 = 0,015·300,75 = 0,191;
Rк = 0,19123,9 = 4,56 мм.
Ширина профиля
В = R0 + Rк = 11,75 +4,56 = 16,31 мм.
12. Строим профиль канавочной фрезы.
13. Технические требования и допуски на размеры: ГОСТ 885-77
Д = 23,9h9(-0,052) мм;
l
и lp
-
![]() ГОСТ
25347-82
ГОСТ
25347-82
Конус хвостовика - степень точности АТ8 ГОСТ 2848-75
Радиальное биение рабочей части сверла относительно хвостовика (оси)
0,15 мм.
Углы 2 = 118 2; 20 = 70+5; = 30-2;
Рабочая часть 63 - 66 HRC.
Лапка хвостовика 32 - 46 HRC.
14. Выполняем рабочий чертеж сверла с техническими требованиями.
4.1 Аналитический расчет режимов резания
при фрезеровании плоскостей
Цилиндрическая фреза
Пример
На горизонтально-фрезерном станке 6Т82Г
получистовое фрезерование плоскости:
В = 65 мм; l = 225 мм; h = 1,5 мм; Rа = 3,2 мм.
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение:
1. Выбираем фрезу и устанавливаем ее геометрические элементы.
цилиндрическая с мелким зубом ГОСТ 3752-73 [1],т.13,с.259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фрезы Р6М5
г) = 16; = 10; = 30;
2. Глубина резания
t = h = 1,5 мм.
3. Подача S0 мм/об [4].т 37, с. 285
для Rа = 3,2 мм S0 = 1,0 - 2,3 мм/об;
для Д = 63 мм S0 = 1,7 мм/об.
![]() мм/зуб.
мм/зуб.
4. Период стойкости [4].т 40, с. 290
для Д = 63 мм; Т = 180 мин.
5. Расчетная скорость резания
 ,
,
![]() =
57,6; gv
= 0,7; xv
= 0,5; yv
= 0,2; иv=
0,3; pv
= 0,3; т
= 0,25;
=
57,6; gv
= 0,7; xv
= 0,5; yv
= 0,2; иv=
0,3; pv
= 0,3; т
= 0,25;
[4], т 39, с. 288
![]() ;
;
![]() ;
nv
= 0,95[4],т 2, с. 262;
;
nv
= 0,95[4],т 2, с. 262;
![]() ;
;
![]() [4], т 5, 6, с. 263;
[4], т 5, 6, с. 263;
![]() м/мин.
м/мин.
6. Частота вращения фрезы:
![]() мин-1;
мин-1;
корректируем по станку пд = 250 мин-1.
7. Действительная скорость резания
![]() м/мин.
м/мин.
8. Минутная подача
Sм = Szznд = 0,1214250 = 421 мм/мин;
корректируем по станку Sмд =400 мм/мин.
9.Действительная подача на зуб
![]() мм/зуб.
мм/зуб.
10. Главная сила резания:
 ,
,
![]() =30;
xp
= 0,83; yp
= 0,65; ир
=
1,0;
=30;
xp
= 0,83; yp
= 0,65; ир
=
1,0;
р = 0; др = 0,83; [4], т. 41, с 291.
![]() ;
[4],т. 9, с 264.
;
[4],т. 9, с 264.
np = 0,55;
![]() ;
;
![]() H.
H.
11. Мощность резания
![]() кВт.
кВт.
12.Проверка достаточности мощности:
Nшп = Nд = 7,5 0,8 = 6,0 кВт;
Nрез Nшп; 2,2 6,0;
т.е. обработка возможна.
13.Основное время:
![]() ;
;
L = l + y +
![]() мм.
мм.
= 1 … 5 мм; принимаем = 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм.
![]() мм.
мм.
4.2. Установление оптимальных режимов резания при
фрезеровании плоскостей с помощью нормативной
литературы
Пример
Данные предыдущего примера:
станок 6Т82Г; получистовое фрезерование.
В = 65 мм; l = 225 мм; h = 1,5 мм; Rа = 3,2 мм
Материал СЧ10; 170 НВ.
Отсутствие литейной корки.
Обработка без охлаждения
Решение
1. Выбираем фрезу и устанавливаем ее геометрические параметры:
а) цилиндрическая с мелким зубом ГОСТ 3752-73 [1], т.13, с. 259.
б) Д = 63 мм; L = 80мм; z = 14;
в) материал фреза Р6М5;
г) = 16; = 10; = 30;
2. Глубина резания t = h = 1,5 мм.
3. Подача [2], к. Ф – 3, с. 84
Sz = 0,25 … 0,35 мм/зуб;Sz = 0,3 мм/зуб;
для мелкозубых фрез
Sz = 0,5 0,3 = 0,15 мм/зуб;
для t < 2 мм; В > 50 мм.
4. Период стойкости [2] к. Ф – 3, с. 87
Т = 160 миндля Д = 63 мм.
5. Скорость резания [2], к. Ф – 4, с. 88…101
Для В = 65 ммSz = 0,15 мм/зуб;
vтабл = 35 м/мин.
vp = vтабл к1к2к3
к1=
1,2при![]() ;с.
90
;с.
90
к2= 0,9; к3= 0,9; с. 91
vp = 35 · 1,2 0,9 0,9 = 34 м/мин
6.Частота вращения фрезы
![]() мин-1,
мин-1,
корректируем по станку пд = 160 мин-1.
7.Действительная скорость резания
![]() м/мин
м/мин
8. Минутная подача
Sм = Sz z nд = 0,1514160 = 336 мм/мин.
Корректируем по
станку
![]() =
315 мм/мин.
=
315 мм/мин.
9.Действительная подача на зуб
![]() мм/зуб.
мм/зуб.
10.Мощность резания [2], к. Ф-5, с 101-103
![]() ;с. 101
;с. 101
Е = 0,06при
![]() ;
с 102
;
с 102
к1 = 1,0 при 170 НВ;с. 103
к2 = 1,0; с. 103
![]() кВт.
кВт.
11. Проверка достаточности мощности
Nшп = Nд = 7,50,8 = 6,0 кВт;
1,7 6,0 кВт,
т.е. обработка возможна.
12.Основное время
![]() ;
;
L
= l
+ y
+;y
![]() ;
;
![]() мм;
мм;
= 1 … 5 мм.Принимаем = 2,5 мм.
L = 225 + 9,6 + 2,5 = 237,1 мм
![]() мин.
мин.
4.3. Аналитический расчет режимов
резания при фрезерованииплоскостей
торцевой фрезой
Пример
На вертикально - фрезерном станке 6Т13 фрезеруется плоскость:
В = 100мм; l = 320 мм; h = 4 мм;
материал СЧ25; 210 НВ; литье с коркой. Обработка черновая.
Решение
1. Выбираем фрезу и устанавливаем значение ее геометрических элементов:
а) фреза торцевая, со вставными ножами из твердого сплава ВК8
[1]т. 7, с. 251
б) углы режущей части
[1]т. 4, с. 248
= 0; = 12; = +15; 0 = 20; = 5;
в) Диаметр фрезы
Д = (1,2 … 15) В
Д = 1,25100 = 125 мм.
По ГОСТ 8529-78 выбираем фрезу с размерами:
Д = 125 мм; Вфр = 55 мм; d = 40 мм; z = 8[1]т. 14, с. 263
2. Глубина резания
t = h = 4 мм.
3.Подача [4]т. 33, с. 283 при черновой обработке
Sz = 0,20 … 0,29 мм/зуб;
Sz = 0,29 мм/зуб.
4.Период стойкости [4]т. 40, с. 290.
для Д = 125 ммТ = 240 мин.
5.Расчетнаяскорость резания
 ,
,
Сv= 445; дv = 0,2; xv = 0,15; yv = 0,35; uv = 0,2; pv = 0; m = 0,32; [4] т.39, с 286…289
![]() .
.
![]() ;
;
nv = 1,25 ;[4] т.2, с262
![]() ;
;
![]() =0,8; [4] т.5, с263
=0,8; [4] т.5, с263
![]() =0,83;
4] т.6, с263
=0,83;
4] т.6, с263
![]() =1,1;
4] т.39, с290
=1,1;
4] т.39, с290
![]() мин.
мин.
6. Расчетная частота вращения фрезы
![]() мин-1;
мин-1;
корректируем по станку
nд = 160 мин-1.
7.Действительная скорость резания
![]() м/мин.
м/мин.
8.Минутная подача
Sм = Szznz = 0,29 8 160 = 371 м/мин.
Корректируем по
станку
![]() =
315 м/мин.
=
315 м/мин.
9.Действительная подача на зуб
![]() мм/зуб.
мм/зуб.
10. Главная сила резания
 ,
,
Ср = 54,5; xp = 0,9; yp = 0,74; up = 1,0; р = 0; др = 1,0. [4] т. 41, с. 291
![]() ;
[4] т.
9, с.
264.
;
[4] т.
9, с.
264.
пр = 1,0;
![]() ;
;
![]() Н.
Н.
11. Мощность резания
![]() кВт.
кВт.
12. Проверка достаточности мощности
Nрез Nшп;
Nшп.= Nд = 1,00,8 = 8 кВт;
7,8 8;
обработка возможна.
13. Основное время
![]() .
.
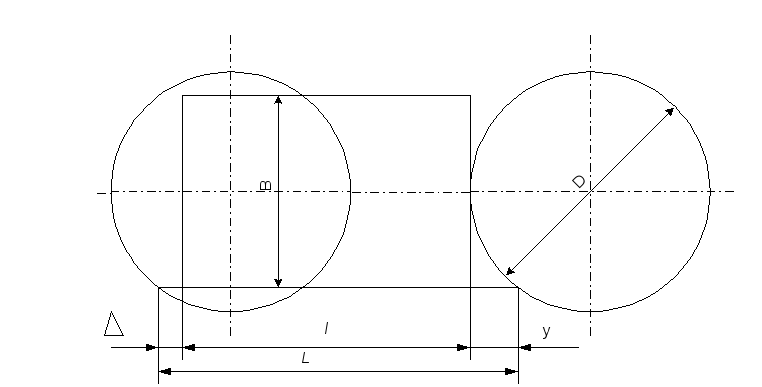
Рис. 4.3.1. Схема фрезерования плоскости
L = l + y +;
![]() мм;
мм;
= 3 мм.
Тогда L = 320 + 25 + 3 = 348 мм.
![]() мин.
мин.