

Эквивалентная электрическая схема замещения при ссс

Качество сварки характеризуется постоянством литого ядра.
Rэ = R1+R2+R3+R4+R5 = f (R1),
![]()
Rэкв - эквивалентное сопротивление
R2,R3,R4,R5 ≈ const
Если при этом считать сопротивления зон 2-5 постоянными, то на изменение сопротивления Rэкв будет оказывать влияние лишь величина сопротивления R1.
Определив величину эквивалентного сопротивления Rэкв для эталонного соединения можно в процессе сварки других аналогичных изделий определять текущую величину Rэкв и сравнивать ее с эталонной.
g(t)= f(Rэ)
Сопротивление сварного контакта и характер тепловыделения в нём зависит от состояния поверхности свариваемых деталей.
Особенно велико влияние естественных окисных пленок, характерных для титановых и алюминиевых сплавов. Характер изменения сопротивления также зависит от усилия сжатия и формы торцов свариваемых деталей.
Учесть все эти факторы в рамках гносеологической модели практически невозможно, поэтому строят информационную модель данного способа сварки, как объекта управления, используя экспериментальные методы.
Увеличение объема Ме при нагреве сопровождается изменением линейных размеров и объема (расширение) – это дилатометрический эффект, и как следствие, возникновением внутренних сил, которые стремятся раздвинуть электроды на величину ∆. Экспериментально доказано, что max значение ∆ характеризует размеры литого ядра. Поэтому, измеряя величину ∆ в процессе управления можно контролировать процесс формирования литого ядра.

Погрешность измерения ∆ должна быть не более 15% процентов.
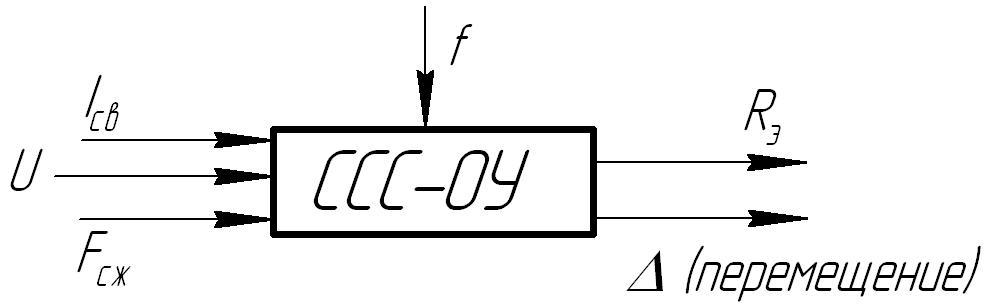
ОУ – объект управления,
f – возмущающее воздействие.
1.2. Стыковая сварка оплавлением (с.С.О.)
При С.С.О. детали плотно не сжимаются, а лишь доводятся до соприкосновения.
Оценочными параметрами качества сварного соединения принято считать частоту разрыва жидких перемычек fрп.


Стабильность максимального значения (амплитуды) частоты разрыва жидких перемычек в зоне контакта является необходимым и достаточным условием устойчивости управления.
В момент разрыва перемычек в зоне контакта наблюдается пульсация сварочного тока, поэтому, измеряя частоту пульсации можно получить информацию о качестве процесса оплавления сварочного контакта.

Дуговая сварка
При дуговой сварке для нагрева и плавления металла используют тепловую энергию дуги. Сварочный контур при дуговой сварке представляет собой совокупность ИП, дуги, сварочной ванны и образует электрогидродинамическую систему.

Г – геометрия
К – качество сварного соединения.
Воздействие на систему по любому из указанных на схеме возмущений, вызывает одновременное изменение параметра во всех элементах контура: изменение длины дуги приводит к изменению динамического сопротивления дуги, силы тока, напряжения ИП и, как следствие, энергетического и силового воздействия дуги на сварочную ванну. Изменяется геометрия сварочной ванны, качество сварного соединения.

Условия статической устойчивости дуги – см. в лекциях ИП.
По длине дуги косвенно можно определить геометрию и качество сварного соединения.
Если динамическое сопротивление дуги превышает динамическое сопротивление ИП, то дуга горит устойчиво.