

Лекция №11
Электронно-лучевая сварка
Особенность объекта управления при ЭЛС обусловлена спецификой взаимодействия между эл. лучом и жидким металлом сварочной ванны.
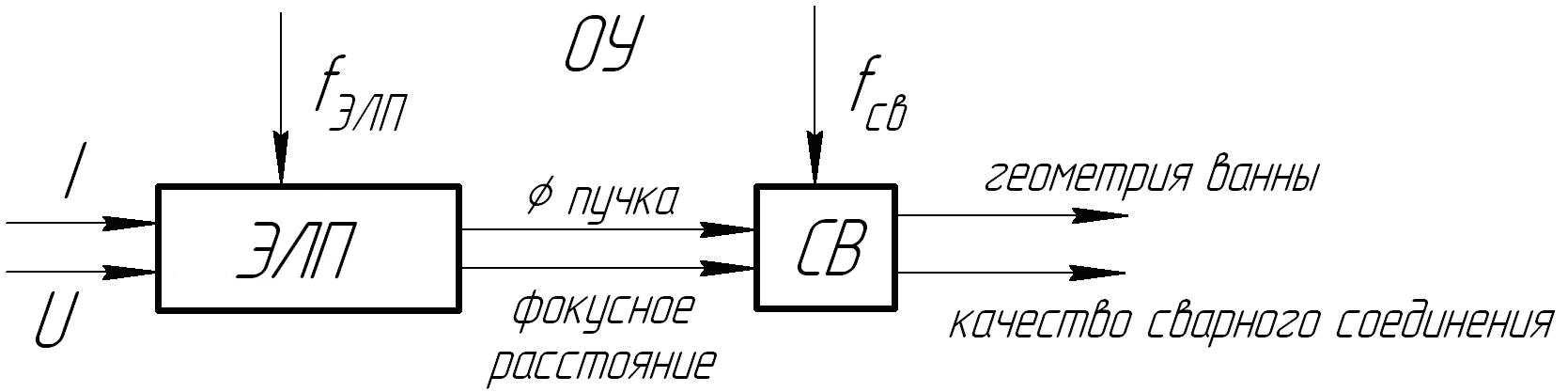
ЭЛП – электронно-лучевая пушка
Г – геометрия
К – качество сварного соединения.
Разомкнутые системы автоматического управления (САУ)
сварочными процессами
Разомкнутые САУ формируют управляющее воздействие на объект управления, не обеспечивая контроль результатов управления объектом (отсутствует главная обратная связь).
Классификация разомкнутых САУ СП
|
РАЗОМКНУТЫЕ САУ СП | ||
|
Система управления сварочными ИП дуги (1) |
Система непосредственного управления ИП (1.1) |
|
|
Система дистанционного управления ИП дуги (1.2) |
Выносные устройства, использующие для передачи сигналов управления спец. дистанционные кабели (1.2.1) | |
|
Выносные устройства, использующие для передачи сигналов управления сварочные кабели (1.2.2) | ||
|
Система управления электрическими параметрами дуги и переносом электродного материала (2) |
Время-импульсные системы (2.1) |
Управление изменением частоты коммутации электронного ключа (2.1.1) |
|
Управление изменением соотношения времени замкнутого и разомкнутого состояния цепи (2.1.2) | ||
|
Импульсные системы (2.2) |
Управление переносом ме с кор. замыканием дугового промежутка (2.2.1) | |
|
Управление переносом ме со свободным полётом капель (2.2.2) | ||
|
Возбуждение дуги без замыкания электрода на изделии (осцилляторы) (2.2.3) | ||
|
Стабилизация дуги при сварке в газах на пер. токе (2.2.4)
| ||
|
Система управления параметрами процесса контактной сварки (3) |
Программные системы (3.1) |
Изменение силы тока (3.1.1) |
|
Изменение усилия сжатия (3.1.2) | ||
|
Изменение силы тока и усилия сжатия (3.1.3) | ||
|
Система управления параметрами ЭЛС (4) |
Стабилизация на заданном уровне осн. пар-ров процесса (4.1) |
Стабилизация диаметра пучка (4.1.1) |
|
Стабилизация фокусного расстояния (4.1.2) | ||
|
Стабилизация мощности пучка (4.1.3) Стабилизация диаметра пучка, фокусного расстояния, мощности пучка (4.1.4) | ||
1. Система управления сварочными ип дуги
1.1 Система непосредственного управления ИП – сварщик путем вращения ручек на ИП сам выстраивает нужную величину Iсв. величина тока нагрузки не контролируется, качество управления зависит от квалификации сварщика.
1.2 Система дистанционного управления ип дуги
Дистанционное управление сварочным ИП необходимо, когда сварщик удален от ИП, при изменениях пространственного положения электрода, когда необходимо регулярно менять сварочный ток.
Дистанционное управление основано на использовании 2 видов выносных устройств:
1.2.1 Выносные устройства, использующие для передачи сигналов управления спец. дистанционные кабели, предназначенные для дистанционного управления сварочным током. Содержат элементы, дублирующие органы управления самого ИП.

Iу ↑ Ф ↑ RмWр ↑ Iсв ↓.
Wр – обмотка дросселя насыщения рабочая,
Wу – обмотка дросселя насыщения управления,
БТ – блок транзистора,
МИП – маломощный ИП,
СТ – сварочный трансформатор,
Дн – дроссель насыщения,
R – потенциометр.
Принцип работы системы: потенциометр R монтируется в электрододержатель, находящийся в руке сварщика. Перемещая ползунок потенциометра в ту или иную сторону, сварщик воздействует на потенциал базы транзисторов, расположенных в блоке транзисторов БТ. В результате происходит изменение электрического сопротивления блока транзисторов и как следствие изменение тока управления Iу. Изменение Iу приводит к изменению магнитного потока дросселя насыщения и магнитного сопротивления рабочей обмотки Wр.