Лекция №19
3) Спу контактной сварки
Примером машин с программным управлением процесса контактной сварки могут служить серийные точечные машины с пневмоприводом. В этих машинах при нажатии педальной кнопки, автоматически по заданному циклу совершается определенная последовательность технологических операций: сжатие, сварка, проковка и пауза. При нажатии педальной кнопки после определенной выдержки времени t (пауза для перемещения деталей или элементов), цикл повторяется в той же последовательности. Программируемыми параметрами являются длительность перечисленных операций, а также закон изменения силы сжатия и сварочного тока.
Характерная циклограмма работы спу кс
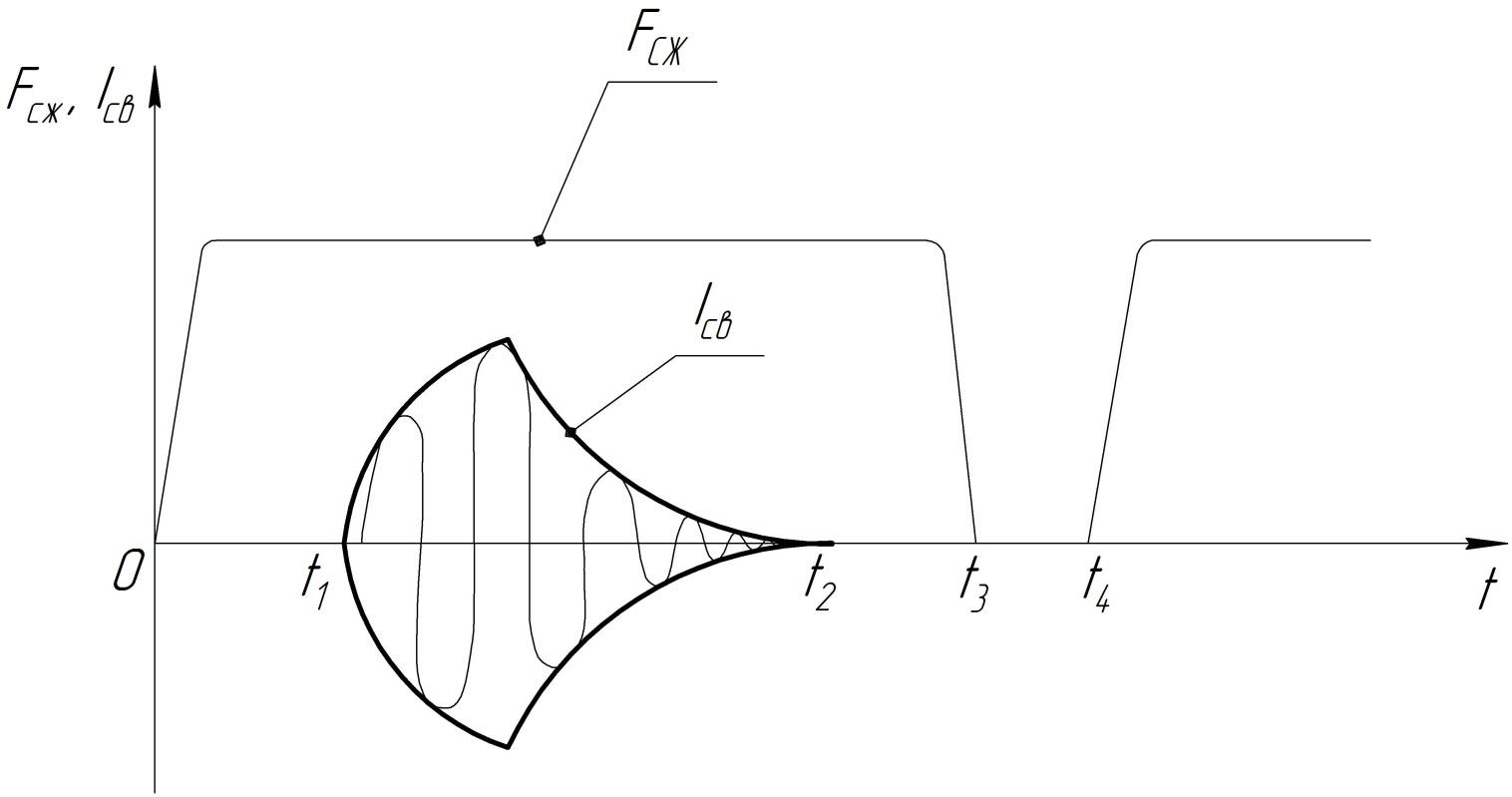
(0-t1) – операция сжатия
(t1-t2) – сварка
(t2-t3) – проковка
(t3-t4) – пауза
Принципы построения СПУ КС
В зависимости от закона изменения амплитуды сварочного тока (модуляции) различают следующие принципы СПУ:
1) С помощью модулятора тока и регулятора времени, работающих на принципе заряда и разряда конденсатора
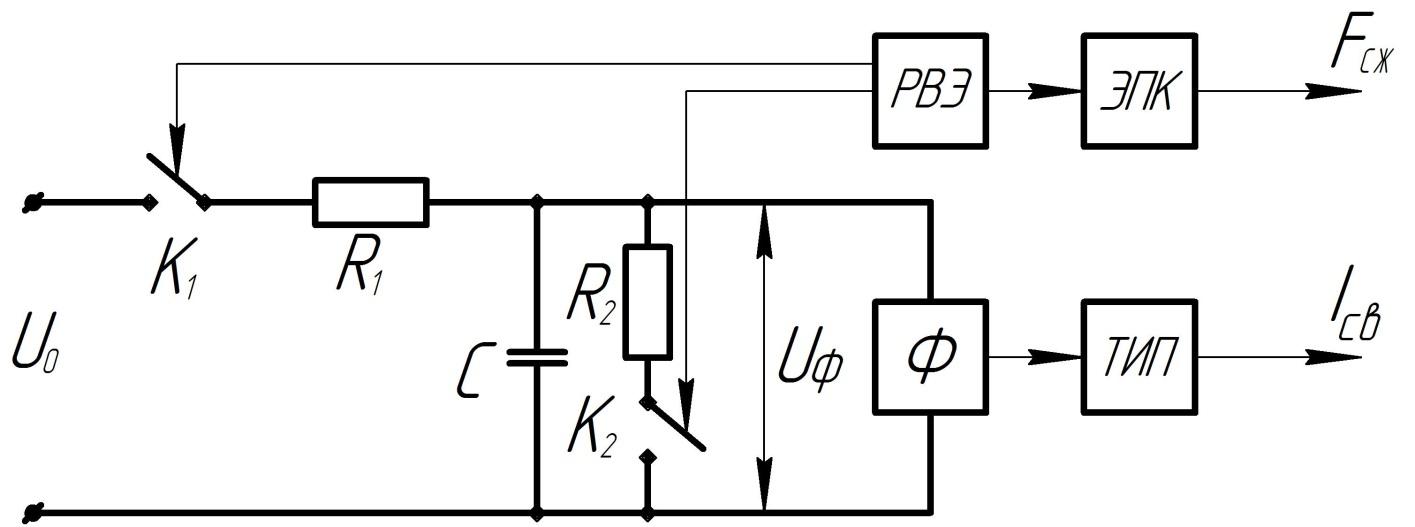
К1,К2 – нормально разомкнутые реле времени электрода;
ТИП – тиристорный ИП;
РВЭ – реле времени электронное, предназначено для программирования длительности отдельных операций;
ЭПК – электро-пневмоклапан;
Ф – фазовый вращатель, управляет тиристорами ИП;
С – конденсатор;
R1, R2 – активное сопротивление

![]()
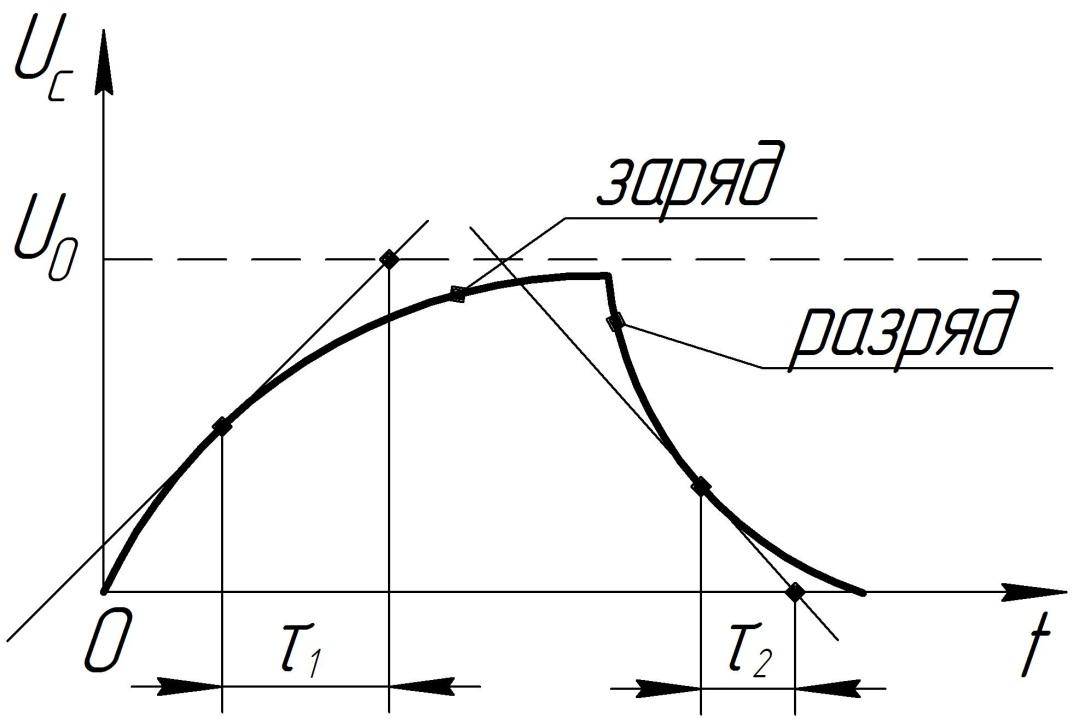
где: t – время
1, 2 – постоянные времени, с
1 = С·R1 = const
2 = С·R2 = const
Заряд конденсатора: К1 замкнут, К2 разомкнут.
Разряд конденсатора: К1 разомкнут, К2 замкнут.
На вход фазового вращателя Ф при замкнутом контакте К1 подается управляющее напряжение U1зар. Это напряжение приводит к пропорциональному смещению по фазе управляющих импульсов, обеспечивающих соответствующее изменение амплитуды сварочного тока, формируемого ТИП. В результате закон изменения амплитуды сварочного тока в начале сварки соответствует закону заряда конденсатора. Для модуляции тока в конце операции сварка используется разряд емкости С, контакт К2 замкнут, К1 – разомкнут. Огибающие амплитуды тока при этом изменяются по закону U1раз , т.е. соответствует экспоненциальному закону разряду конденсатора.
2) С помощью линейных модуляторов
Для таких модуляторов управляющее напряжение Uф изменяется по линейному закону

Uф = kt
Uс = Uф
k = tg
Схемы таких модуляторов строятся на основе генераторов пилообразного напряжения, для которых
0≤ t ≤t1,
t2≤ t ≤ t3,
где t1,t2,t3 – моменты времени, соответствующие окончанию модуляции.
3) С помощью квадратичных модуляторов
Для таких модуляторов Uф = kt2
Такие модуляторы обеспечивают плавное нарастание тока с переменной скоростью, увеличивающееся со временем. В этом случае уменьшается вероятность образования выплесков (разбрызгивания) металла при включении тока и в моменты его нарастания.
4) С помощью модуляторов, построенных на фотоэлектрическом принципе
В данном случае возможно задание любого требуемого закона изменения амплитуды сварочного тока. Недостатком метода является низкая точность модуляции из-за сложности регистрации фотоэлементом сложного характера изменения светового потока за счет рассеяния.
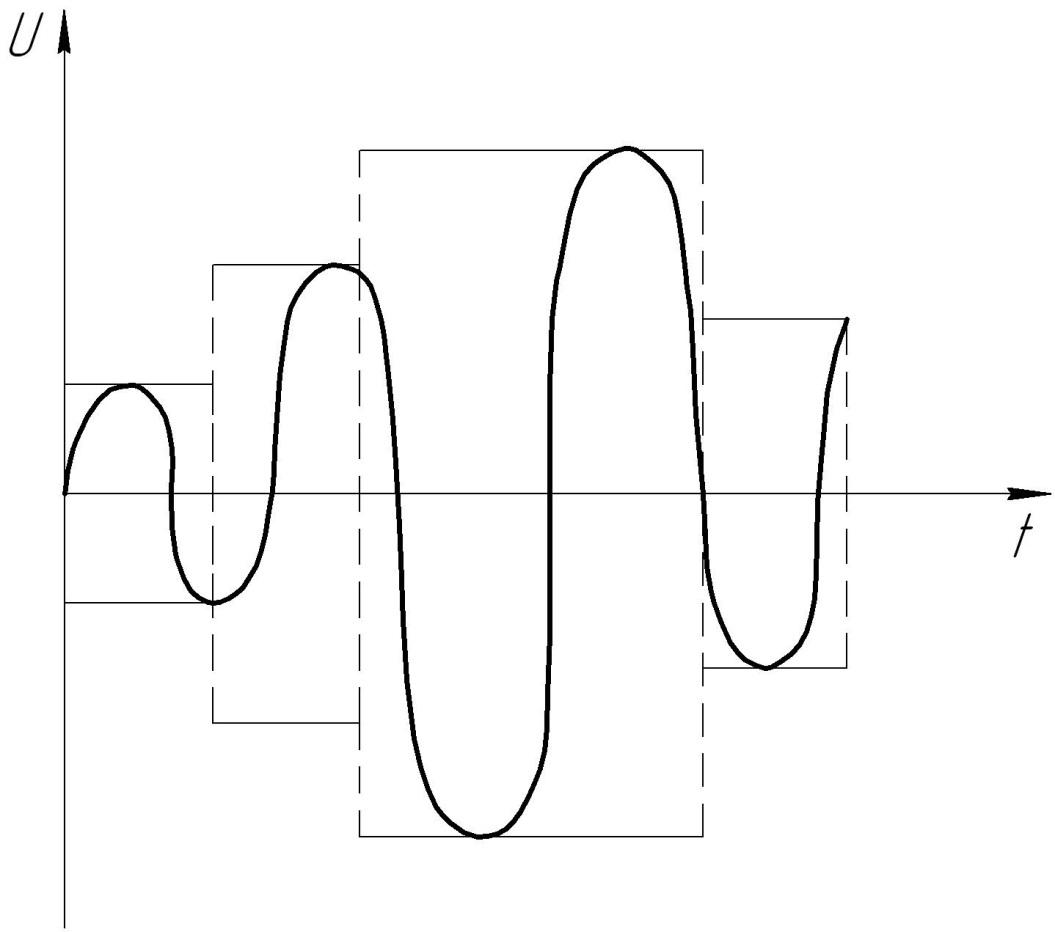
5) С помощью модуляторов, построенных на базе элементов цифровой схемотехники и реализующих дискретный характер модулирования
Напряжение U1, описывающее форму изменения амплитуды сварочного тока задается не в виде непрерывной кривой, как это было в случаях 1) – 4), а дискретно.