

Сау классифицируются:
1) В зависимости от приложения управляющего воздействия
а) САУ по отклонению:
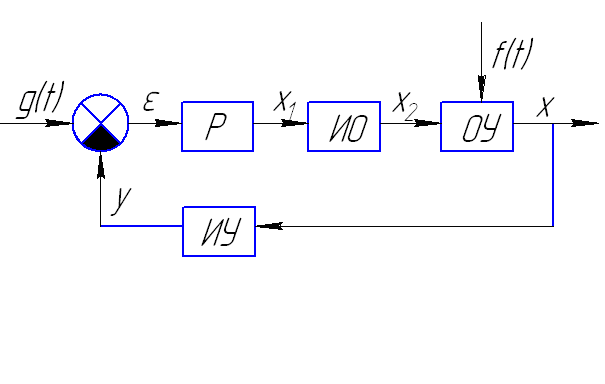
Подавляющее большинство САУ построено на принципе контроля управляемой величины x(t) от задающего воздействия g(t). В таких системах измеряется управляемая величина у = k∙х(t), в результате чего определяется ошибка (t)= g(t) - y(t)= g(t) - k∙х(t).
Реакцией системы на возникшее отклонение (t) управляемой величины х(t), является действие, направленное на ликвидацию этого отклонения. При этом система воздействует не на само возмущение f(t), оказывающее влияние на объект управления и являющееся первопричиной изменения управляемой величины х(t), а на саму управляемую величину х(t).
б) САУ по возмущению:
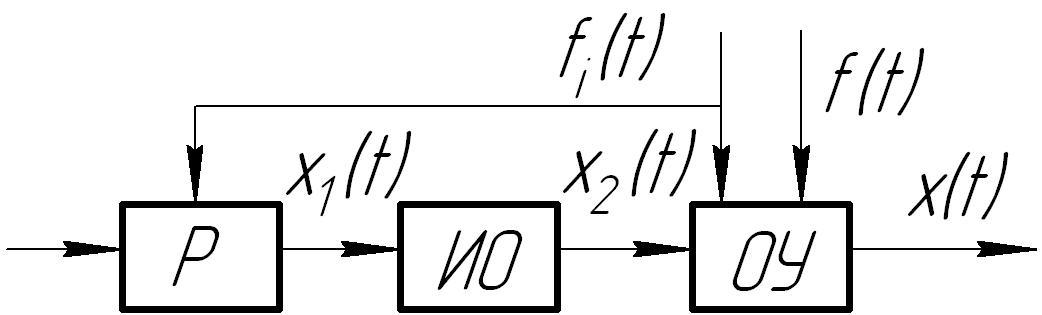
При управлении по возмущению контролируется одно из всех возможных возмущений, которое в данных условиях работы оказывает решающее влияние на состояние объекта управления.
В таких системах измеряется основное возмущение f(t) и производится компенсация его влияния.
Принцип управления по возмущению получил название инвариантности, т.е. независимости от внешнего возмущения.
Недостаток: при действии других возмущений САУ оказывается неработоспособной.
б) комбинированная САУ:
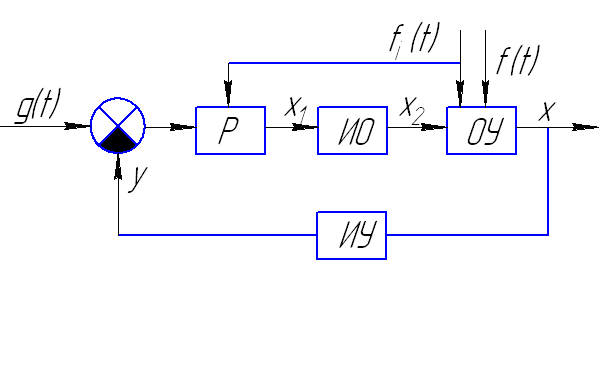
Комбинированная САУ объединяет САУ по отклонению и по возмущению.
2) В зависимости от установившихся значений управляемой величины Статические и астатические системы
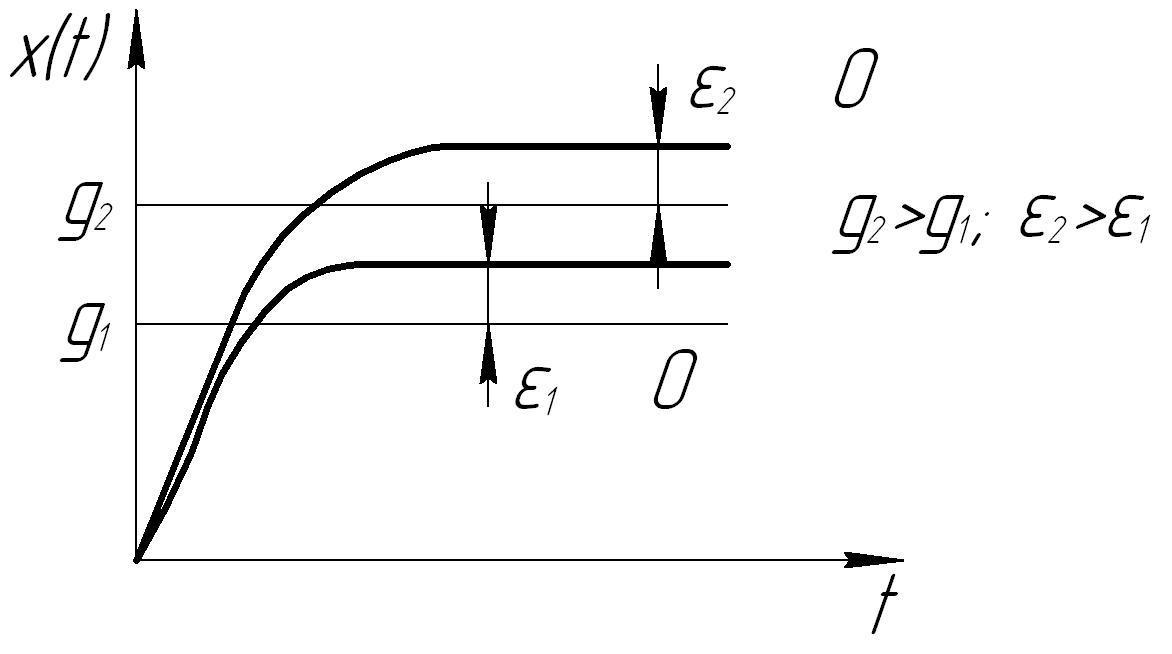
В статических САУ при постоянном входном задающем и возмущающем воздействии по окончанию переходного процесса на выходе системы устанавливается постоянное значение управляемой величины Х(t), зависящее от этого воздействия. При этом ошибка (t)= g(t) - y(t)= g(t) - k∙х(t) ≠ 0= 2(t) =const.
Регуляторы в таких САУ называют пропорциональными регуляторами или П-регуляторами.
![]()
![]()
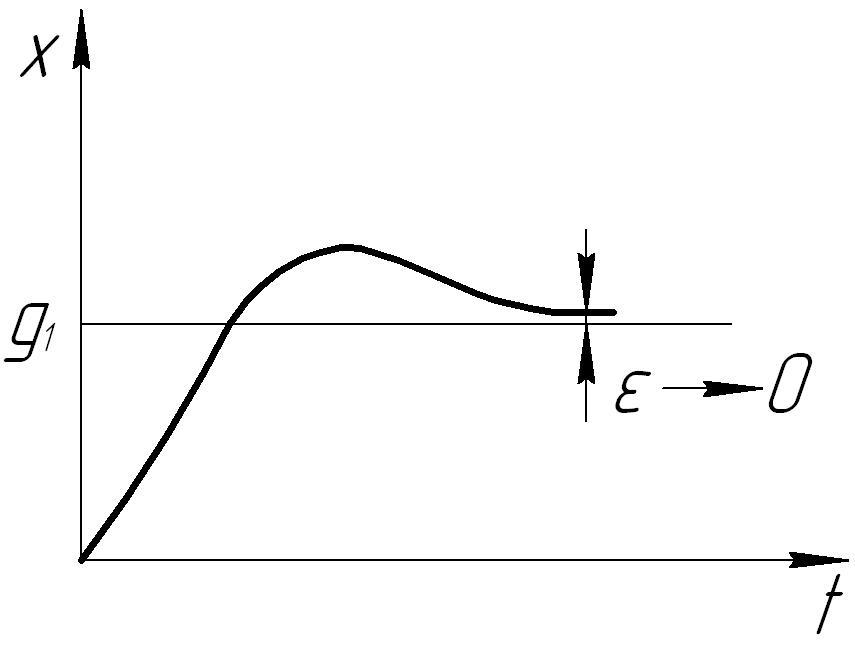
В астатических САУ при таком же воздействии на выходе системы в установившемся режиме отклонение управляемой величины стремится к нулю независимо от воздействия (t) = 0. Регуляторы в таких САУ называются дифференциальными Д-регуляторами.
3) По способу воздействия чувствительного элемента системы на исполнительный орган
а) система прямого регулирования
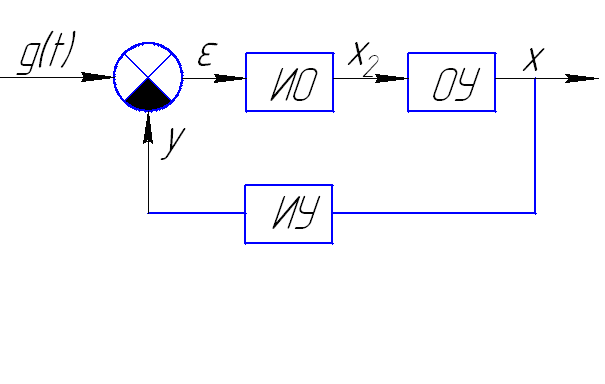
В системе прямого управления датчик непосредственно воздействует на исполнительный орган, чем поставляет энергию для его функционирования.
б) система непрямого регулирования
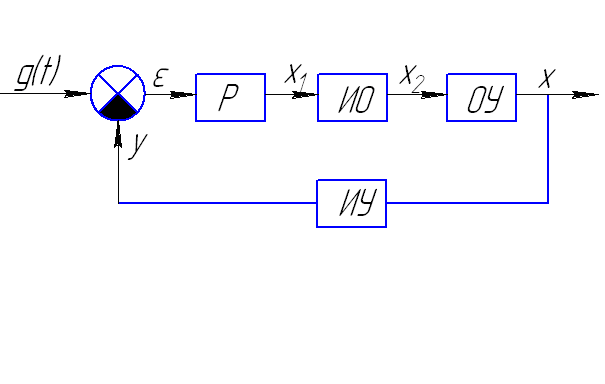
Системы непрямого управления используются в тех случаях, когда мощность развиваемая измерительным устройством (датчиком) недостаточна для непосредственного воздействия на исполнительный орган.
Системы непрямого управления сложнее систем прямого управления, однако, более высокая точность управления обеспечивает существенное преимущество этих систем.
4) В зависимости от принципа формирования управляющего воздействия
а) непрерывные САУ
В непрерывной системе все воздействия всегда непрерывны по времени и по уровню и связи между их элементами сохраняются всегда.

x2 – управляющее воздействие с регулируемым уровнем
x – управляемая величина
Уровень – реальное значение сигнала в любой момент времени.
б) дискретные САУ
Связи между элементами сохраняются не всегда; они содержат один или несколько элементов, которые при непрерывном изменении входного сигнала передают его дальше прерывисто или дискретно.