

4) Спу элс
Для ЭЛС применяют аппаратуру, обеспечивающую возможность сварки металла переменной толщины и программирование параметров электронного луча и скорости сварки при выполнении ряда последовательных операций (сила тока, мощность луча, фокус линзы):
1) предварительная
Перед сваркой для очистки соединяемых кромок от окисных пленок, влаги, следов растворителей и т.д. производят облучение кромок пучком электронов, параметры которых меньше номинальных значений.
2) сварка при номинальном режиме параметров электронного пучка.
3) заключительная.
После окончания операции сварки осуществляют косметическое разглаживание шва несколько расфокусированным пучком электронов для устранения подрезов, чрезмерного усиления шва и т.д.
Применяют предварительный и последующий подогревы кромок. Установка режимов вручную нежелательна и при сварке с присадочной проволокой трудно осуществима.
СПУ ЭЛС с использованием датчика вторичной эмиссии.
Система СПУ ЭЛС в строгой последовательности включает электронную пушку (инициирует пучок электронов, соответствующий номинальному режиму сварки), перемещает детали и подает присадочную проволоку, одновременно задает основные параметры процесса сварки и в первую очередь ток магнитной линзы, который необходимо устанавливать с большой точностью.
Лекция №20 Адаптивные сау сп
Рассмотренные выше САР и САУ рассчитаны на реализацию заранее заданного закона управления сварочным процессом. Трудоёмкость обеспечения оптимального управления для каждого типоразмера свариваемых деталей и характеристик оборудования, необходимость перестройки аппаратуры управления с изменением внешних условий и переходом к сварке других деталей на данном оборудовании создают неудобства, иногда существенные при использовании ранее рассмотренных САР и САУ. Возникает необходимость создания нового класса систем способных самостоятельно приспосабливаться (адаптироваться) к изменяющимся свойствам объекта управления – управляемого сварочного процесса.
Автоматическая система, обладающая свойством изменять в процессе своего функционирования параметры или структуру регулятора в соответствии с заданными критериями качества сварочного процесса при произвольно изменяющихся параметрах объекта управления и внешних условиях называется адаптивной. Основным элементом адаптивных САУ является идентификатор – вычислительное устройство, предназначенное для построения математической модели объекта управления в реальном масштабе времени на основе обработки информации об управляющих возмущающих воздействиях и управляемых величин реального объекта управления.
Основные разновидности адаптивных сау
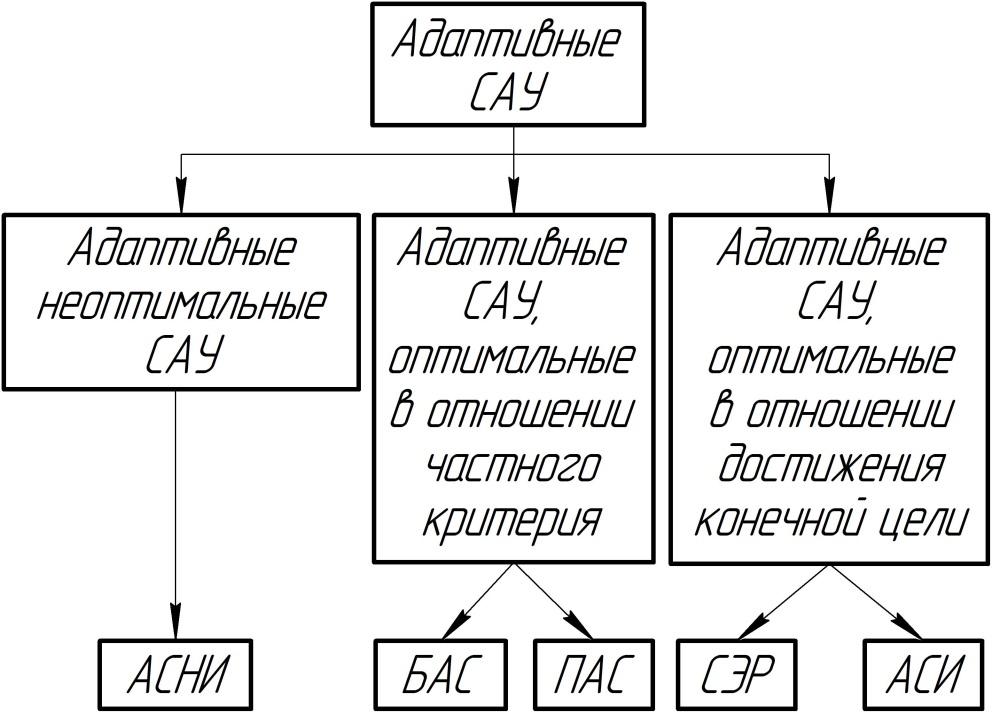
Под оптимальностью управления сварочным процессом понимается автоматическое получение сварных соединений за минимально достижимое время при условиях соблюдения заданных требований по качеству сварных соединений.
1. Адаптивные неоптимальные системы АСНИ – системы, в которых идентификатор соединяется с системами автоматического управления (САУ) обычных (ранее рассмотренных) типов.
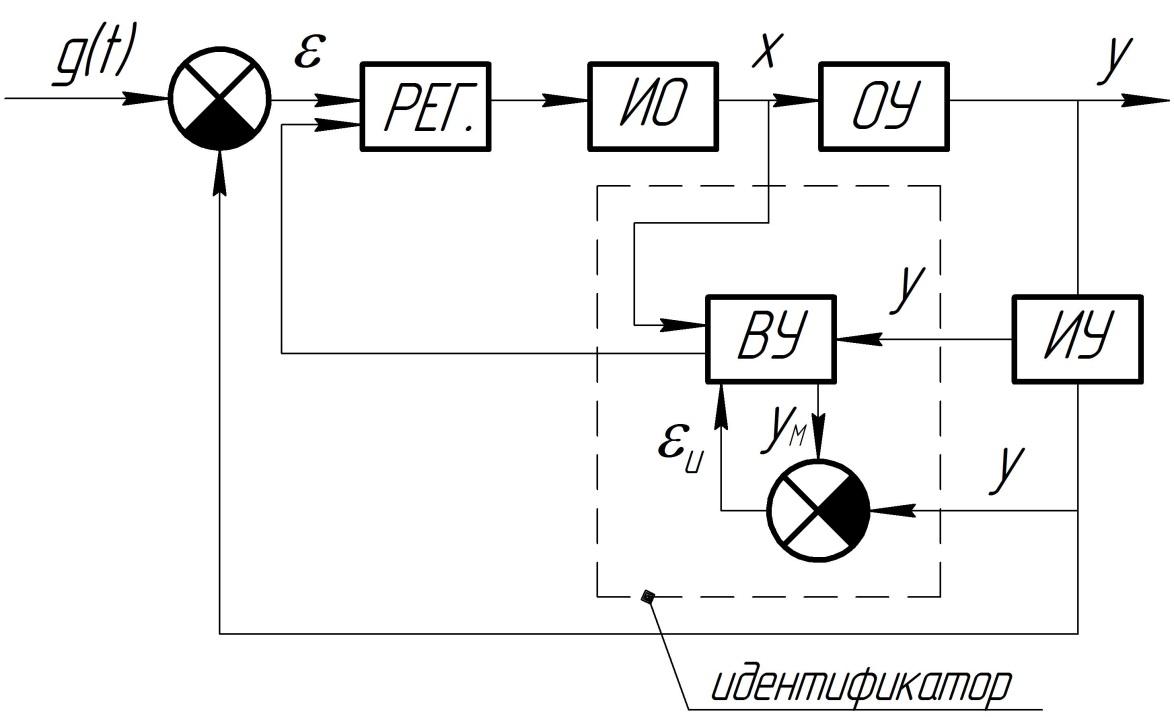
εи = y - yм → 0, где εи – ошибка идентификатора,
yм – сигнал модели.
ВУ – вычислительное устройство.
2. Системы, оптимальные в отношении частного критерия
Обеспечивают требуемое качество управления при изменении характеристик объекта управления. Они являются оптимальными в смысле качества функционирования системы, т.е. автоматически изменяют в процессе своей работы статические и динамические свойства, с инженерной точки зрения приближая их к оптимальным.
Разработано два вида данных систем:
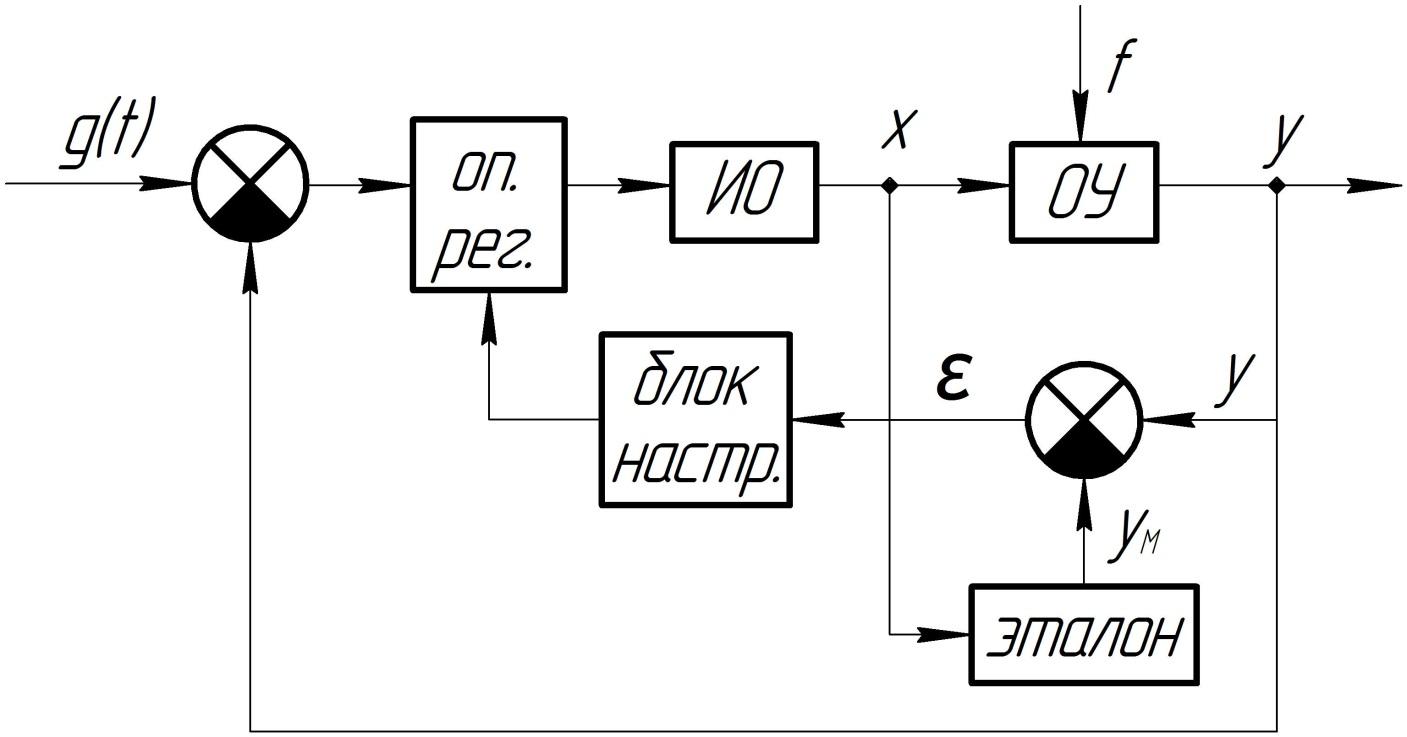
2.1 Беспоисковые адаптивные системы (БАС) – системы с моделью-эталоном объекта управления
yм-модели
2.2 Поисковые адаптивные системы (ПАС)
Системы основаны на использовании обнаружения отклонений параметров от их оптимальных значений автоматических пробных решений системы с последующим анализом исходной и текущей информации.
3. Системы, оптимальные в отношении достижения конечной цели
Это системы, которые обеспечивают достижение экстремума (оптимума) главных технологических показателей качества сварки в условиях неполной информации о характеристиках объекта:
3.1 Системы экстремального регулирования (СЭР)
Предназначены для поддержания на экстремальном уровне главного показателя качества сварки реального объекта, обладающего естественной экстремальной зависимостью данного показателя управляющих воздействий. СЭР получили наибольшее распространение среди адаптивных САУ СП.
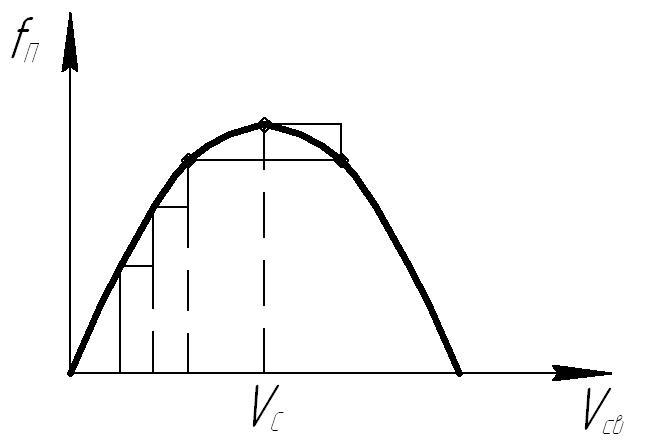
Поддержание экстремума осуществляется на основе дискретного характера управления путем организации регуляторов поисковых движений в зоне экстремума;
3.2 Адаптивные системы оптимального управления с идентификатором (АСИ)
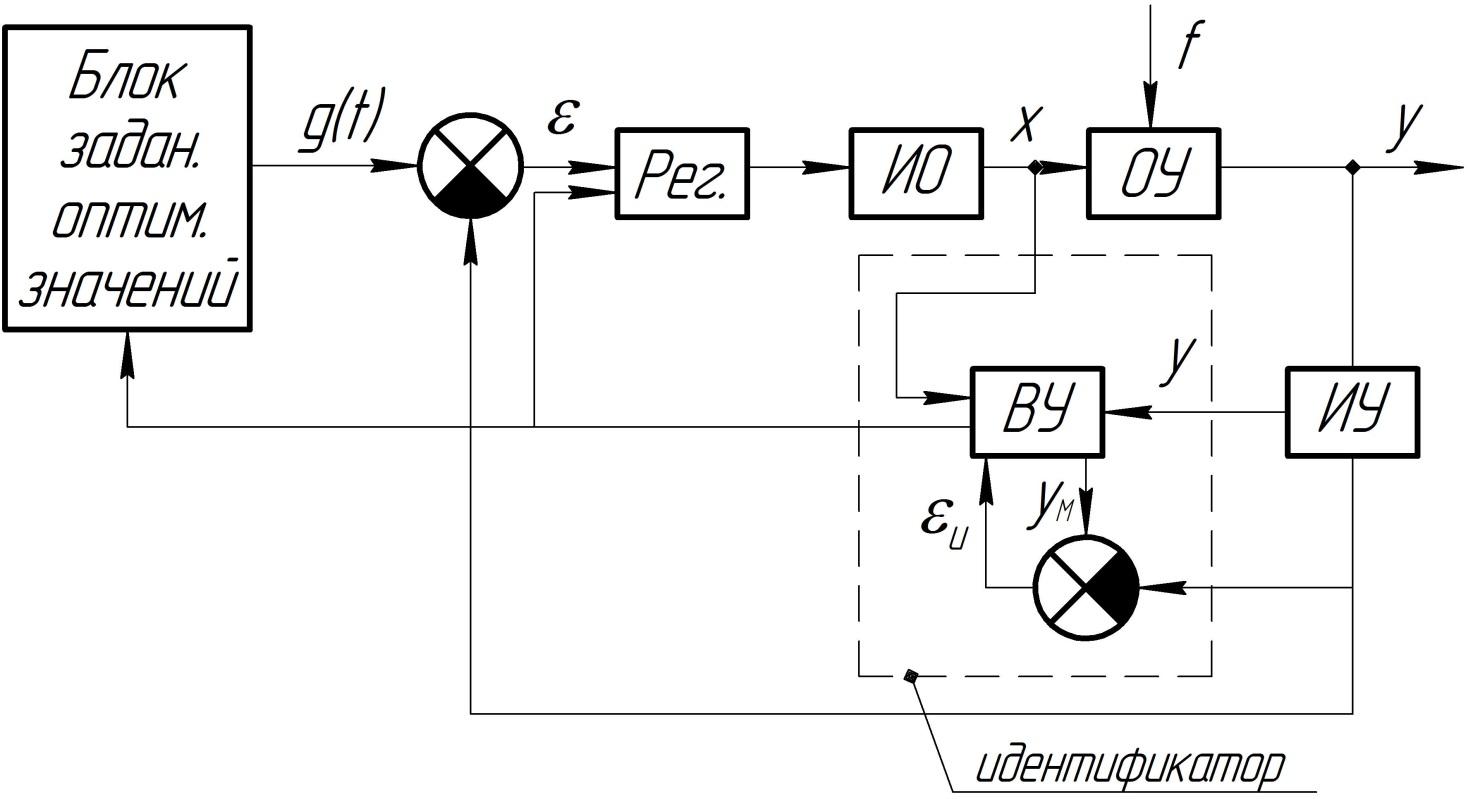
Наряду с идентификатором АСИ в отличие от АСНИ содержат блок задания оптимальных значений задающих воздействий.