

1.2.2. Выносные устройства, использующие для передачи сигналов управления сварочные кабели
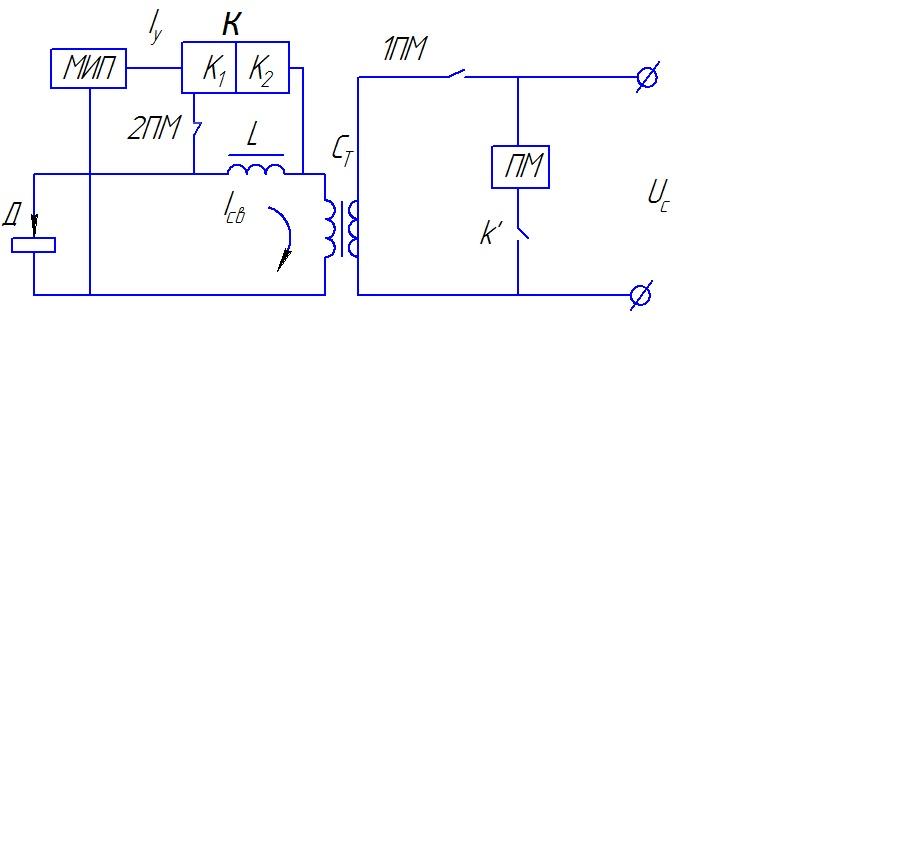
ПМ – пускатель магнитный,
К – двухобмоточное реле,
К1, К2 – обмотка 1,2,
1ПМ – нормально разомкнутый контакт пускателя магнитного,
2ПМ – нормально замкнутый контакт пускателя магнитного,
L – катушка индуктивности, дроссель,
К΄ - нормально разомкнутый контакт реле двухобмоточного К.
Принцип действия: в исход. состоянии, когда сварщик не приступил к процессу сварки в силовой цепи по сварочным кабелям протекает ток от МИП, замыкаясь через катушку К1 реле К, контакт 2ПМ, дроссель L и вторичную обмотку трансформатора СТ.
Величина этого тока недостаточна для срабатывания реле К, процесс сварки не идет, т.к. первичная обмотка трансформатора СТ отключена от питающей сети.
В момент, когда сварщик начинает процесс сварки, касаясь концом электрода поверхности свариваемого изделия, он замыкает вторичный сварочный контур.
Ток от МИП уже будет протекать по цепи катушки К1 реле К, контакт ПМ, электрод, изделие, вторичная обмотка.
Его величина существенно возрастает, т.к. сопротивление этой цепи много меньше сопротивления элементов, по которым замыкается до контакта электрода с изделием.
Происходит срабатывание реле К по цепи обмотки К1, что приводит к замыканию нормально разомкнутого контакта К΄.
В результате ПМ подключается к напряжению питающей сети.
Контакт 1ПМ замыкается, 2ПМ – размыкается, что приводит к подключению первичной обмотки СТ к питающей сети.
Во вторичной цепи возбуждается электрическая дуга и появляется сварочный ток.
Реле К удерживается в рабочем состоянии уже за счет протекания тока через обмотку К2 от падения напряжения на катушке индуктивности L. Идет процесс сварки. По его окончании сварщик разрывает эл. дугу. Сварочный ток исчезает и приводит к обесточиванию реле К со стороны обмотки К2.
Контакт К΄ размыкается, контакт ПМ обесточивается и приводит к отключению контакта 1ПМ и включению 2ПМ. Система возвращается в исходное положение.
Данные выносные устройства предназначены главным образом для сварки в монтажных условиях, обеспечивают хорошую маневренность управления и надежность в работе. Кроме дистанционного включения и выключения СТ, они также обеспечивают отключение в перерывах между сваркой на переменном токе, что позволяет экономить до 30% электроэнергии.
Лекция №12
2. Система управления электрическими параметрами дуги и переносом электродного материала
Системы данного вида основаны на реализации импульсно-дуговой сварки и предназначены для увеличения проплавляющей способности дуги, существенного уменьшения сварочных деформаций вследствие меньшего времени термического воздействия на сварочную ванну, улучшения структуры сварного шва и стабильности горения дуги.
Для получения импульсного дугового процесса при сварке применяют время-импульсное и импульсное управление сварочного тока. При этом время-импульсное и импульсное устройство работают совместно со сварочными источниками питания.
2.1 Время-импульсные системы
ВИУ является одним из способов преобразования постоянного тока одного напряжения в постоянный ток другого напряжения. Системы ВИУ (импульсного управления) позволяют плавно изменять напряжение на дуге путем регулирования частоты и скважности силовых импульсов в сварочном контуре. Сварочный ИП – неуправляемый выпрямитель.


tВ – время включенного ключа
tР - время разомкнутого ключа.
Ключ S размыкается с частотой 1000 и более раз в секунду. В качестве ключа используют различные электронные устройства, собранные на тиристорных и транзисторных элементах.
Напряжение на нагрузке регулируется в соответствии с выражением:
![]()
Существует 2 способа управления параметрами среднего напряжения, нагрузки:
изменение частоты коммутации ключа;
изменение соотношения времени замкнутого и разомкнутого состояния ключа.