

Системы управления параметрами электронно-лучевой сварки (элс)
Качество сварки электр. лучом обеспечивается оптимальными параметрами режима сварки, соответствующими приспособлениями для сварки, подготовкой поверхности свариваемых деталей и выбора материалов. Для обеспечения стабильности качества процесса ЭЛС необходимо управление параметрами и в первую очередь управление энергетическими параметрами пучка электрона: мощность пучка, ток пучка, ток магнитной фокусирующей линзы, определяющий диаметр электронного пучка, пропорциональный глубине проплавления. Задача разомкнутых САУ ЭЛС сводится к стабилизации значения названных параметров.
Лекция №13 Системы автоматического регулирования Замкнутые системы автоматического регулирования (стабилизации)
САР (стабилизации) – решает задачи автоматического поддержания постоянного значения регулируемой величины. Значение задающего воздействия в таких системах постоянно по времени. САР являются наиболее распространенным классом систем автоматического управления.
Общему случаю САУ соответствует случай:
g(t) = var
Частному случаю САУ соответствует случай:
g(t) = const
САУ: g(t) = var, х(t) = var;
САР: g(t) = const, х(t) = const.
Это обязательно замкнутая система, где задающее воздействие и управляемая величина являются постоянными.
САР - наиболее развитый класс САУ во всех областях техники, включая сварочные процессы.

1. Сар параметров дуги при сварке плавящимся электродом
1.1 Сар дуги с саморегулированием (ардс)
На основе АРДС построены автоматы и полуавтоматы с постоянной скоростью подачи электродной проволоки (трактор, ТС-17, автоматы А-374МК, полуавтоматы ПДГ-500-1)
В этих системах механизм подачи электрода (электродной проволоки) является задающим устройством, а постоянная скорость подачи электрода (Vпэ) - задающим воздействием. С его помощью устанавливается требуемая величина сварочного тока Iсв в сварочном контуре.
В процессе сварки скорость подачи электрода постоянно сравнивается со скоростью плавления электрода. В результате автоматически реализуется след. закон регулирования, тогда ошибка стремится к нулю.
![]()
Саморегулирование – это когда определенному изменению скорости подачи электрода Vпэ соответствует точно такое же изменение Vпл, т.к. направление данных скоростей противоположны, то идея саморегулирования сводится к стремлению разности Vпэ – Vпл → 0.
Функциональная схема ардс

Vпэ ↑ Vпл ↑
Vпэ – Vпл → 0 – эффект саморегулирования
Структурная схема АРДС
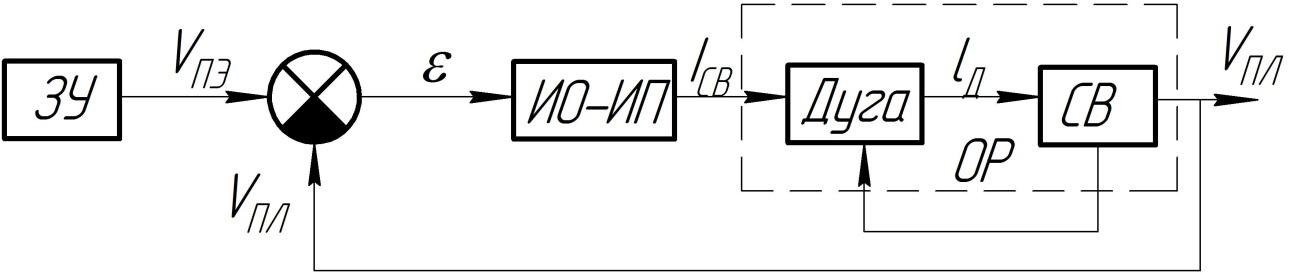
ИО – исполнительный орган
ЗУ – задающее устройство
ОР – объект регулирования
1.2 САР напряжения дуги (АРНД)
В схему системы АРНД в отличие от АРДС дополнительно входит регулятор напряжения дуги, стабилизирующий длину дуги путем принудительного изменения скорости подачи электрода.
Функциональная схема АРНД
Uд3 – UдТ → 0

Структурная схема АРНД

Автоматы на основе АРДС значительно проще, дешевле и надежнее, чем АРНД, что обуславливает их широкое применение. Однако в тех случаях, когда предъявляются повышенные требования к точности стабилизации дуги и следовательно качеству сварки, используют системы АРНД.
1.3. САР длины вылета электрода (АРВ)
Данная система представляет собой комбинацию системы АРДС и регулятора длины вылета электрода.
Функциональная схема АРВ

Lв = f(Iсв)
Lв ↑ Iсв ↓.
Т.к. длина вылета электрода Lв технически измеряется сложно, то она измеряется через сварочный ток.
Введение регулятора вылета электрода позволяет уменьшить статич. ошибки по току и напряжению дуги при значительных возмущениях в питающей системе и по длине вылета электрода.
Изменение последнего даже на 1 мм вызывает изменение сварочного тока до 10-12 Ампер. Изменение длины вылета на токах более 400А существенно влияет на глубину проплавления и силу тока в сварочном контуре из-за изменения сопротивления нагрузки ИП. В процессе сварки необходимо обеспечить постоянство длины вылета электрода.