

Лекция №9
Конструктивные возмущения:
1К. Наличие отверстий, приливов и прижимов вблизи зоны стыка
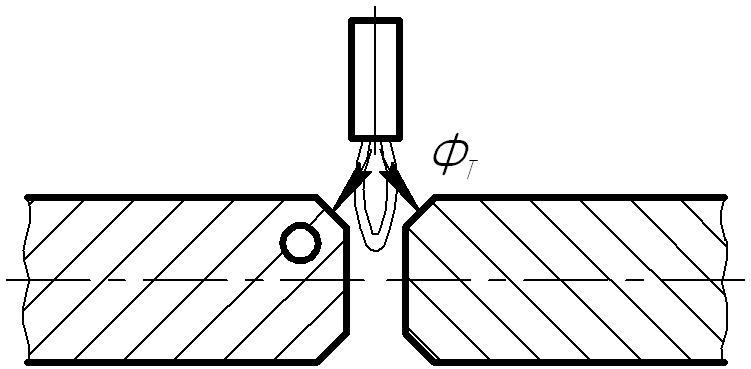
ФТ – тепловой поток
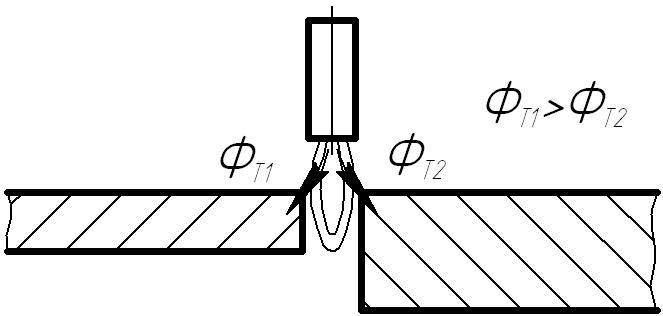
2К. Разностенность изделия
Где толщина детали меньше, тепловой поток будет больше. Расплавляется левая деталь.
3К. Наличие несимметричных металлических масс вдоль стыка
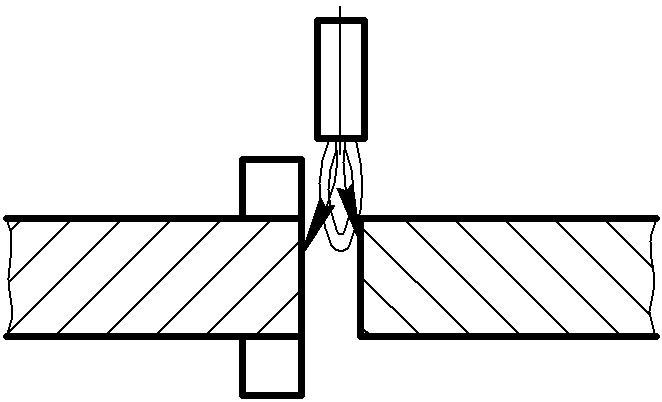
4К. Наличие на изделии поперечных швов, стыков
Технологические возмущения
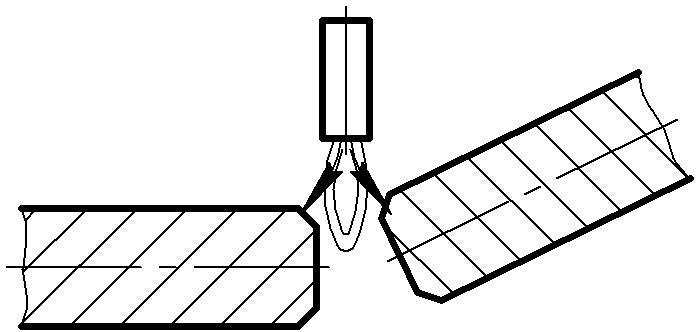
1Т. Перекос и изменение угла разделки кромок
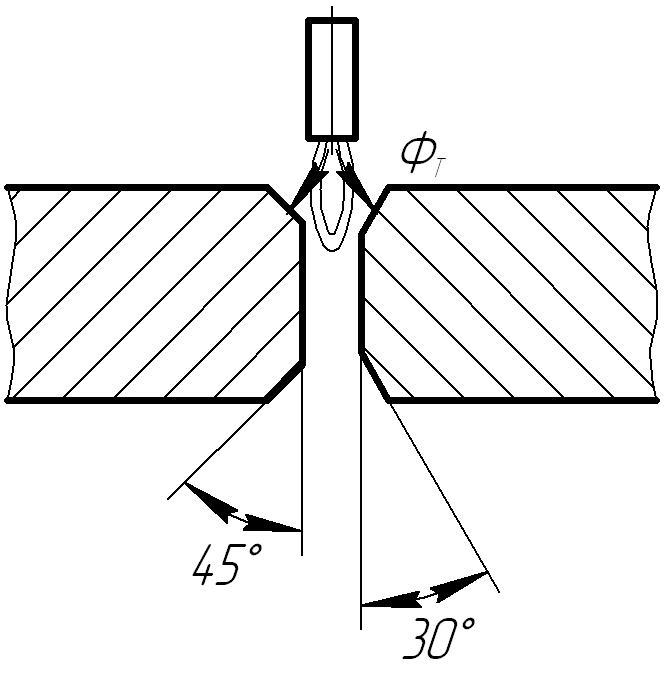
2Т. Пространственные смещения и изменения зазоров в стыке
3Т. Износ и эрозия электродов
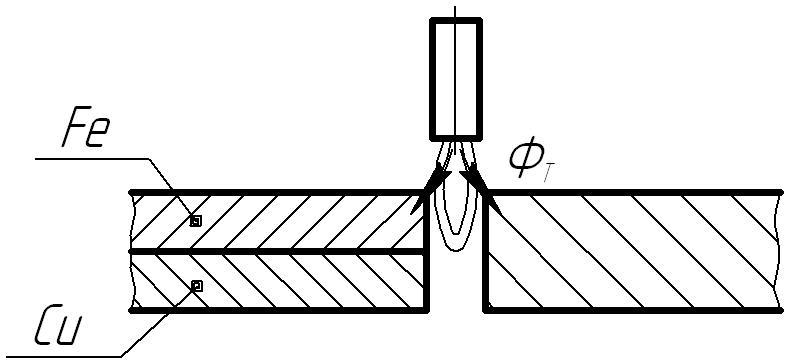
4Т. Структурная и хим. неоднородность материалов
Fe+Cu Fe+W
5Т. Изменение состава защитного газа
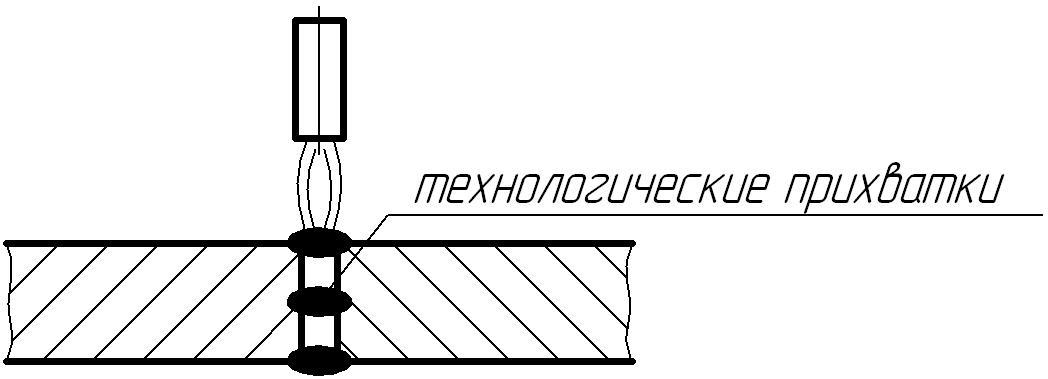
6Т. Наличие технологических прихваток вдоль линии стыка
Неравномерное расплавление Ме в зоне прихваток и за ней.
3. Возмущения по параметрам режима:
1П. По скорости сварки
Характеризует более интенсивное или менее интенсивное проплавление. Из-за неравномерности скорости в разных участках шва качество будет разное. Это приведет к изменению ширины сварочной ванны.
2П. По скорости подачи присадочной и электродной проволоки
Постоянно меняется длина дуги, глубина сварочной ванны.
3П. По давлению, току и напряжению на электродах и ИП
Если сила прижатия будет неравномерна, то форма и размеры литого ядра будут неодинаковы.
4П. По расходу защитного и плазмообразующего газа, давлению в камере
Неравномерность подачи газа, попадание водорода в шов, следовательно, дефекты.
4. Возмущения по форме и расположению источника нагрева
1Ф. Поперечное смещение электрода и стыка
Зависит также от сварщика. Может привести к сильному оплавлению одного элемента и малому оплавлению другого.

2Ф. Отклонение дуги (луча) от вертикали
Электрод находится под углом к вертикали.
3Ф. Изменение геометрической формы дуги (луча, контакта)
При приближении дуги поток дуги как бы растекается по близлежащим поверхностям и может оплавлять ненужные поверхности.
d2 >d1, что происходит из-за того, что l1>l2 и это приводит к расплавлению «ненужного» объема металла.
Изменение диаметра дуги сказывается на распределении теплового потока. При смещении электрода образуется бочкообразность.
Лекция №10
Характеристики объектов управления при различных способах сварки
Контактная сварка
Различают 2 основных способа нагрева металла при контактной сварке:
1) сопротивлением (стыковая сварка сопротивлением)
2) оплавлением (стыковая сварка оплавлением)
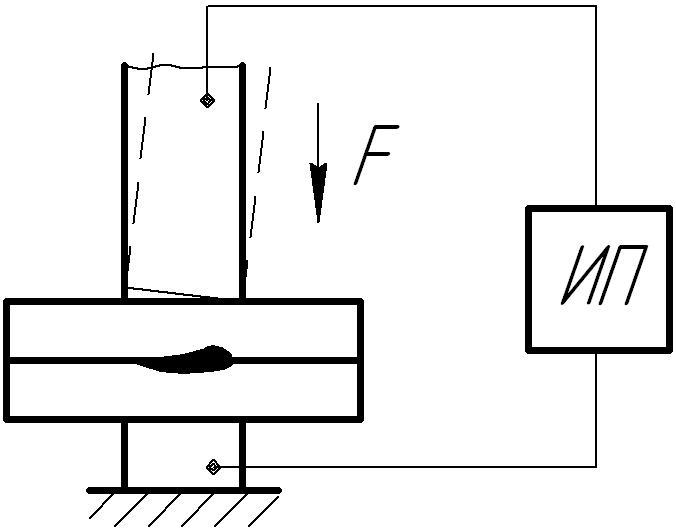
1.1 Стыковая сварка сопротивлением (С.С.С.)
При данном способе сварки ток проходит через плотно сжатые детали в месте будущего сварного соединения.
В каждом элементарном объеме металла выделяется теплота, количество которой пропорционально квадрату плотности сварочного тока, удельному сопротивлению металла и времени протекания тока
Q = j2 · · t
Зону сварного соединения (контакта) можно разделить на 5 основных участков:

1 зона: область образования сварного соединения - контакт между свариваемыми деталями;
2-3 зоны: область контакта электродов с деталями;
4-5 зоны: части деталей, которые находятся между указанными областями.