

Лекция № 17
Структурная схема САР перемещения

ε = Ug3 – UgT → 0.
4.3 САР частоты пульсации (разрыва жидких перемычек)
Разрывы перемычек жидкого металла при оплавлении вызывают пульсации сварочного тока.
С увеличением уравнения пульсации при сварке создаются более благоприятные условия для формирования сварных соединений. Это позволило рекомендовать частоту пульсаций fижп как обобщенный параметр, характеризующий качество процесса оплавления.
Системы программного управления СПУ
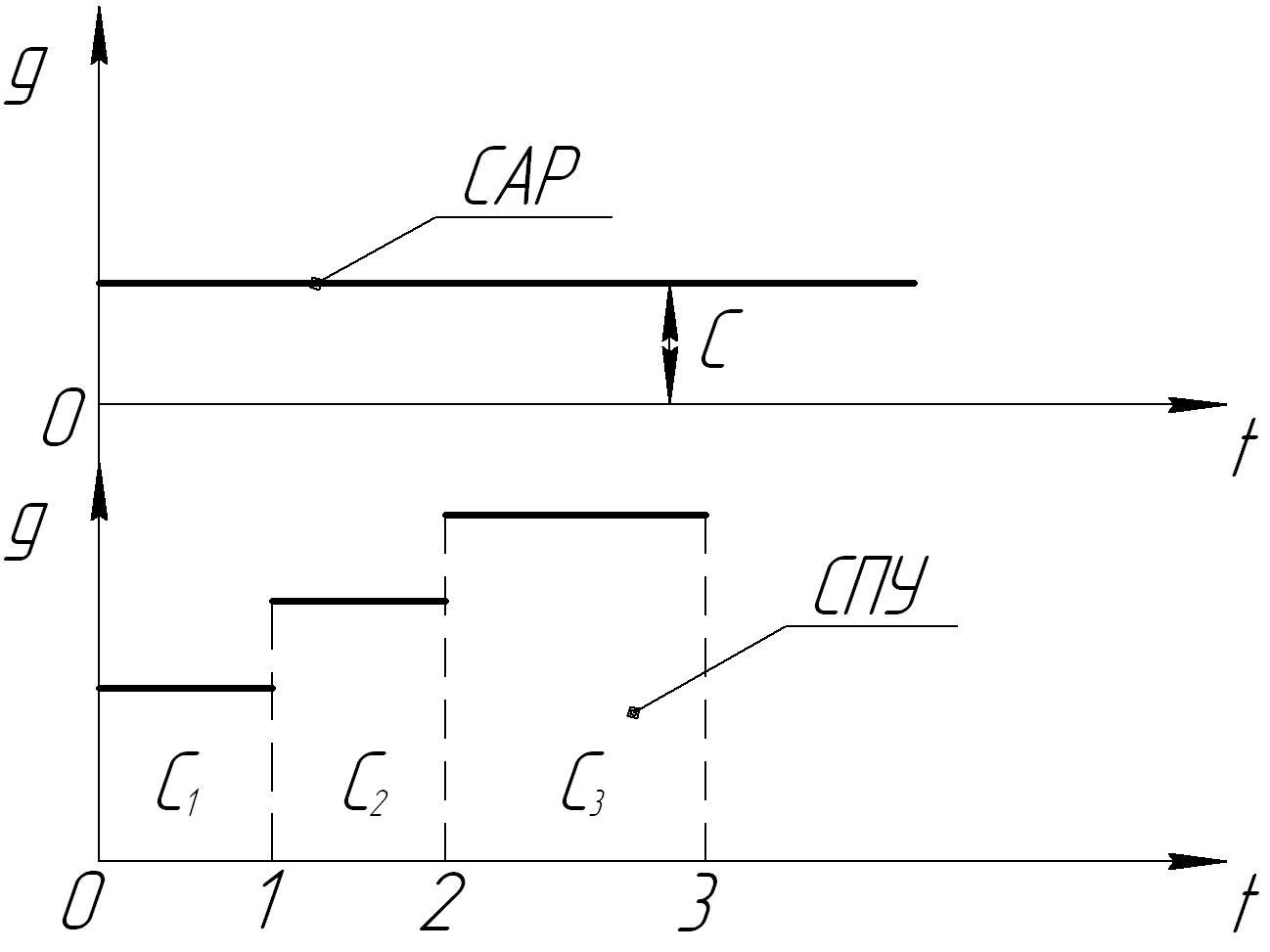
g(t) = C(t) – признак системы автоматического управления.
g(t) = C(t)·t – признак системы программного управления
C(t) – постоянная величина, зависящая от заданного интервала времени.
g1(t) = C1(t1) t1 = (0,1)
g2(t) = C2(t2) t2 = (1,2) – программное управление
g3(t) = C3(t3) t3 = (2,3)
…………… ………
Системы, в которых управляющее устройство задаёт на каждый интервал времени заранее заданные позиции рабочих органов и технологические параметры сварки называется СПУ СП.

Лекция № 18
Существует 2 больших класса СПУ:
1. Разомкнутые (циклические) системы (без обратных связей) с жесткой программой установок регулятора и значения задающих воздействий. Они задают и осуществляют определенный последовательный цикл операций процесса сварки и не содержат устройств для контроля результатов управления. На практике такие системы нашли применение в крупносерийном и массовом производстве, когда свариваемые детали имеют несложную (простую) форму и хорошо подготовлены под сварку (действиями возмущающих воздействий можно пренебречь). В качестве программы-носителя используются механические и электронные устройства (например, кулачки с концевыми выключателями, разнообразные кулачки определенного профиля, наборы кулачков – команды аппараты, электронные переключающие устройства-реле, тиристоры, транзисторы и др.).
В разомкнутых СПУ процесс управления всегда повторяется одинаково: последовательность команд на объект управления от управляющего устройства, их длительность и интенсивность сохраняется от цикла к циклу неизменными. Разомкнутую СПУ можно использовать только в тех случаях, когда влиянием возмущающих воздействий можно пренебречь в силу их незначительности (малой величины).
2. Замкнутые СПУ (системы с обратной связью по программируемым управляемым величинам), контролирующие в любой момент времени текущие значения управляемых величин. В таких системах задающие воздействия g(t) =с(t) называется программой управления. В качестве программы-носителя используются дискеты и магнитные диски. В этих системах обеспечивается режим гибкого программного управления с возможностью осознанного изменения программы в любой момент времени. Технически они существенно сложнее разомкнутых СПУ, но обладают значительно большими возможностями при решении задач автоматизации процесса сварки, особенно в условиях действия высокого уровня различных возмущающих воздействий.
При разработке программы управления сварочным циклом важны: выбор технологической схемы сварки и определение границ участков временных интервалов с одинаковыми параметрами режима. Это следует решать в зависимости от следующих требований: нужно ли получить максимальную производительность, строго соблюсти определенный технологический цикл сварки или обеспечить выполнение процесса сварки с минимальными изменениями существующего технологического режима.