

2.7. Выполнение сборочного чертежа
Прежде чем приступить в вычерчиванию сборочного чертежа необходимо решить следующие вопросы:
- определить, сколько изображений данного изделия нужно выполнить, и какие это будут изображения. При этом нужно руководствоваться тем правилом, что количество изображений - видов, разрезов, сечений, выносных элементов - должно быть наименьшим но достаточным для того, чтобы можно было по чертежу полностью выяснить устройство сборочной единицы. На чертеже необходимо показать все детали, которые входят в данное изделие и как они соединяются между собой. Очень важно для всей дальнейшей работы решить, какое изображение будет главным на чертеже. Главное изображение должно дать наиболее полное представление об изделии, выявить основные взаимосвязи деталей между собой. Главное изображение может быть полным фронтальным разрезом, если корпус изделия несимметричная деталь, и может быть соединением половины вида спереди с половиной фронтального разреза, если изделие имеет соответствующую плоскость симметрии.
- определить габаритные размеры сборочной единицы. Для этого нужно собрать изделие, измерить его длину (L), ширину (В), высоту (Н).
- определить масштаб изображения. Рекомендуются масштабы: М 1:1 (в натуральную величину) или М 2:1; М 2,5:1; М 4:1 (масштабы увеличения).
Рассмотрим поэтапное выполнение сборочного чертежа вентиля.
этап
Выбрав масштаб и количество изображений сборочной единицы, приступают к компоновке чертежа. Все построения выполняются тонкими линиями. На формате проводится рамка и отмечается место для основной надписи. Основная надпись по "Форме 1". Расстояние между изображениями должны быть такими, чтобы осталось достаточно места для простановки размеров, номеров позиций, надписей. Проводят оси симметрии сборочной единицы по основной базовой детали (как правило, корпусной).
2 Этап (рис.25)
Тонкими линиями наносят видимые контуры главной, основной детали (корпус вентиля рис. 18) на всех изображениях одновременно. Корпус - самая нижняя деталь в сборочной единице и вычерчивается на главном изображении и виде слева - внизу.
3 этап (рис.26)
а) Вычерчивается крышка (см. эскиз крышки рис. 17). Она находится в резьбовом соединении с корпусом. Для обеспечения герметичности соединения корпус-крышка между верхней плоскостью корпуса и нижней плоскостью буртика крышки располагается прокладка толщиной 2-3 мм.
б) Вычерчивается клапан (см. эскиз клапана рис. 16), который устанавливается в проходное отверстие внутри корпуса. Кольцо уплотни- тельное (рис. 22) надевается на шпенёк в нижней части клапана и своей плоской торцевой поверхностью опирается на цилиндрический выступ корпуса, плотно перекрывая проходное отверстие.
Следует помнить, что клапанные устройства двигателей, насосов, вентилей и диски задвижек изображают в положении "закрыто" для перемещения рабочей среды. Пробки пробковых кранов трубопроводов изображают на чертеже изделия в положении "открыто" для, движения среды.
4 этап (рис. 27)
а) Вычерчивается шпиндель (см. эскиз шпинделя рис.15). Он вставляется с зазором в цилиндрическое отверстие клапана и последний обжимается по верхней конической кромке так, что шпиндель
неразъемно соединяется с клапаном (рис.14). Нижняя цилиндрическая часть шпинделя заканчивается сферой которая упирается в дно отверстия клапана.
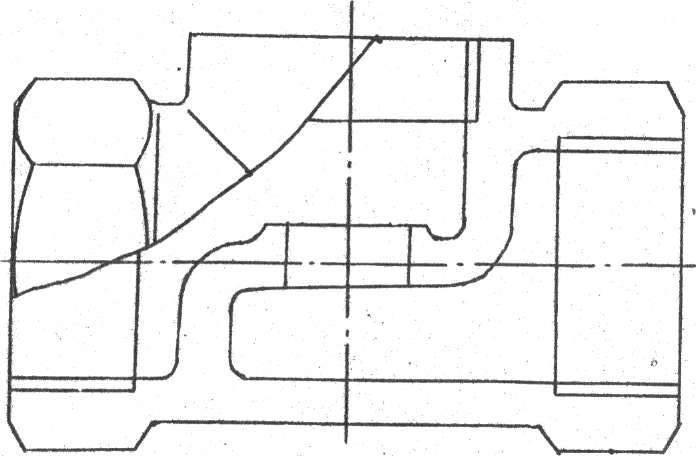
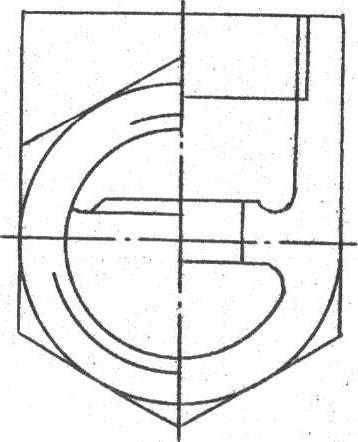
Рис.25
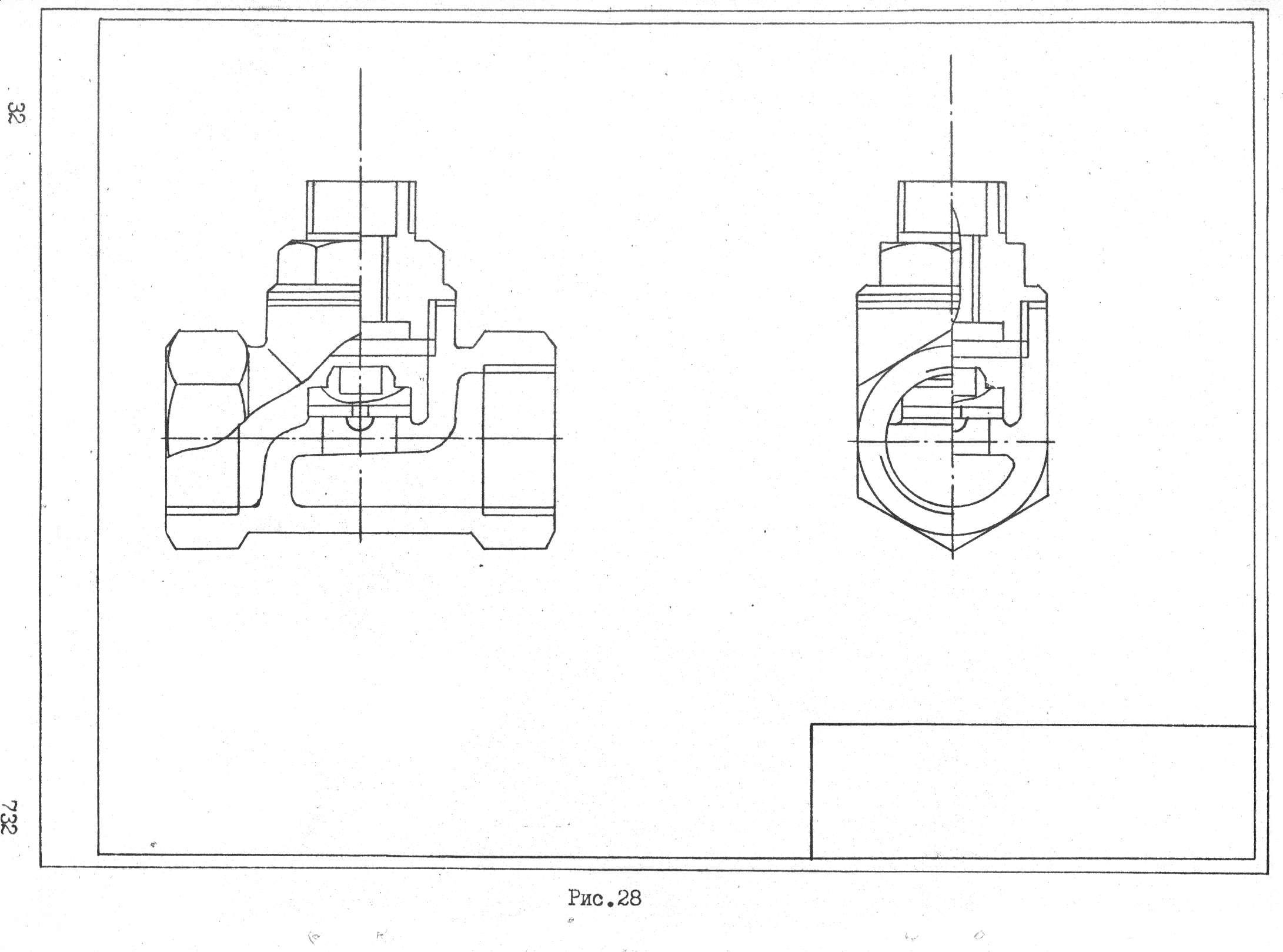



Рис. 26
В средней части шпиндель имеет участок резьбовой поверхности, который ввинчивается в резьбовое отверстие в крышке. Верхняя цилиндричес кая часть шпинделя заканчивается призмой с квадратным сечением» предназначенный для посадки маховика.
б) В верхней части крышки имеется цилиндрическое углубление для сальниковой набивки. На дно отверстия кладется кольцо поднабивочное (рис. 21) для того, чтобы набивка сальниковая не проникала в резьбовое отверстие крышки.
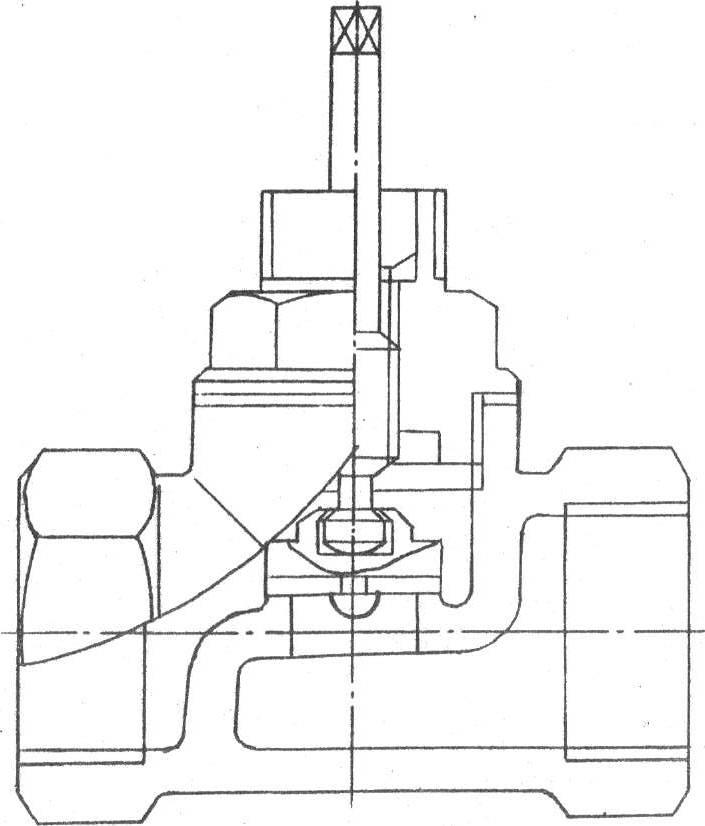
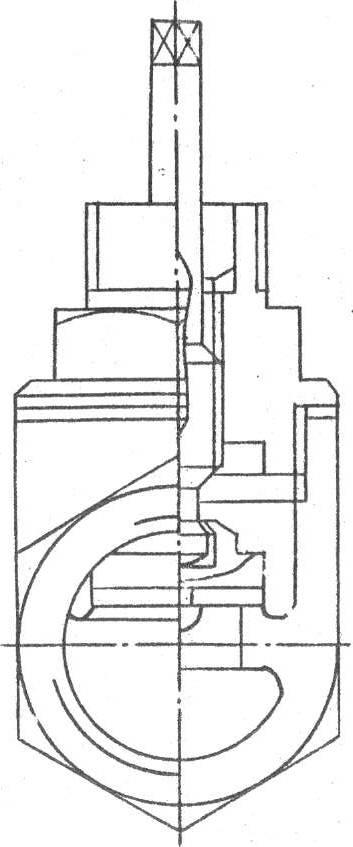
Рис.27
5 этап (рис. 28)•
а) Втулка сальниковая (рис.20) вставляется в верхнее цилиндрическое углубление крышки не более чем на 2-3: мм, т.е. вычерчивается в верхнем положении. При этом все пространство сальниковой камеры заполняет сальниковая набивка, плотно прилегающая к цилиндрической части шпинделя и к стенкам цилиндрического отверстия крышки. За счет этого обеспечивается герметичность сборочной единицы. Втулка сальниковая и кольцо поднабивочное имеют зазор со шпинделем.


Р
 ис.
28
ис.
28
б) Вычерчивается гайка накидная (рис. 19), находящаяся в резьбовом соединении с крышкой и обеспечивающая поджим втулки сальниковой, нажимая на ее верхнюю плоскость.
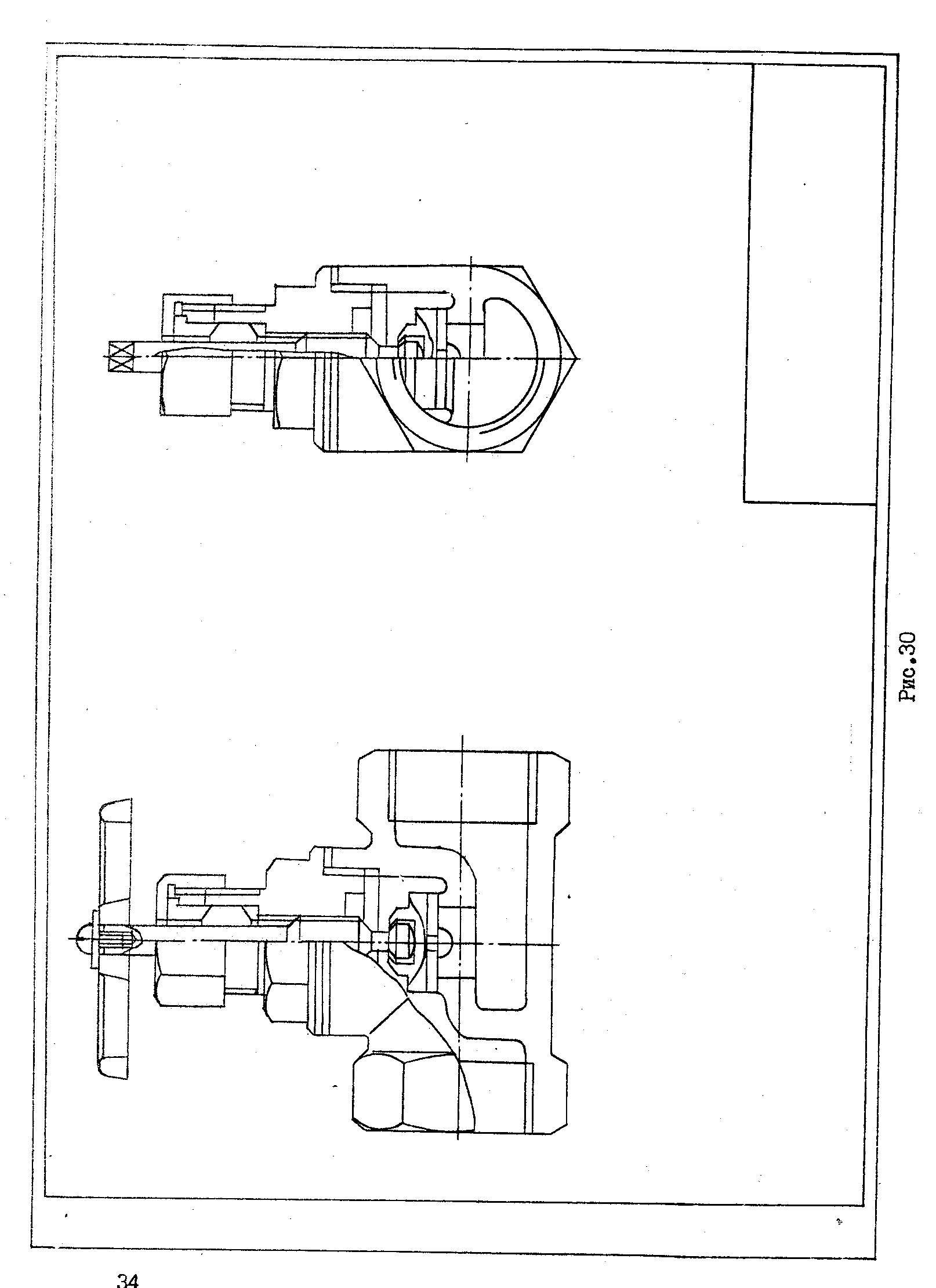
в) На квадратную головку шпинделя надевается маховик и закрепляется при помощи винта с шайбой. Ступица маховика по высоте немного
Изображение маховика и деталей крепящих его на шпинделе допускается на виде слева не вычерчивать. В этом случае изображение сопровождается надписью по типу: "Поз. 9,10,11 не показаны", которая подчеркивается тонкой линией (рис. 31).
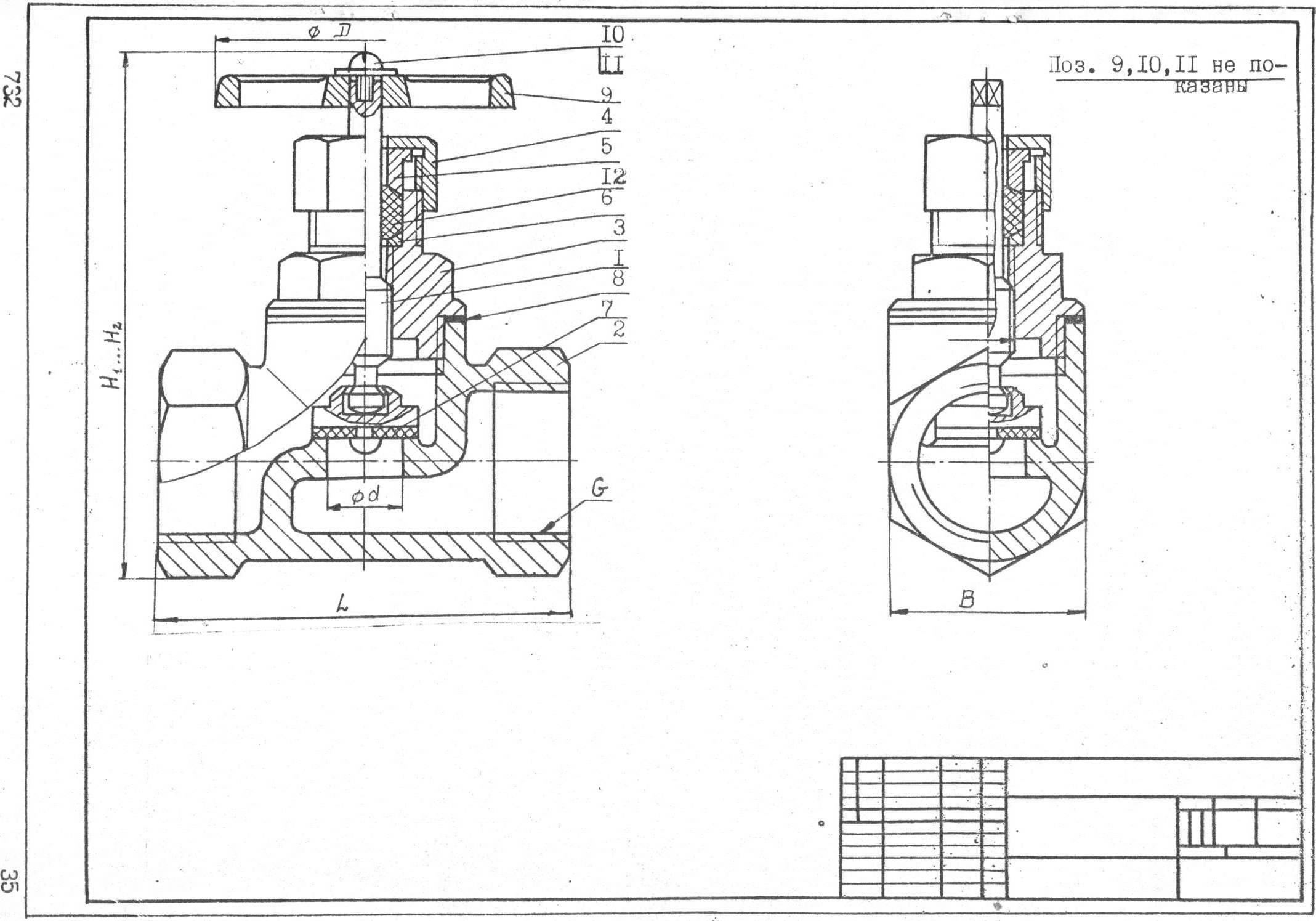
Рис. 29