

Современные эндодонтические инструменты
.pdfИнструменты типа К.
Инструмент К-типа Файлы и римеры К-типа (впервые произведенные в1915 году компанией Kerr Manufakturing Company) являются наиболее старыми типами инструментов для срезания и обработки дентина (стандарт №28 поANSI, 3630/ по ISO). Эти инструменты изготавливаются из стальных проволочных заготовок конусовидной формы, имеющих квадратное или треугольное сечение. Эти заготовки из проволоки скручивают, чтобы получить файл или ример. Во время этого процесса сталь упрочняется. Файл имеет больше витков на единицу длины по сравнению с римером. Если заготовка скручивается больше или инструмент толще, закалка стали увеличиваться. Эти изменения физических качеств инструмента приводят к тому, что ример, который скручивается меньше, является более гибким по сравнению с файлом.
К—начальнаябукваназванияпервогоизготовителяэтоготипа инструментов — фирмы Kerr. К К-типу относятся инструменты, изготавливающиеся методом скручивания заготовки определенного сечения (при скручивании металлические волокна не прерываются, что способствует сохранению прочности на изгиб). Сечение обычно треугольное (инструменты с таким сечением обладают более высокими режущими свойствами, но также и более быстро тупятся) или квадратное. Чаще сечение инструментов до 40 размера — квадратное, 45—140 размеров — треугольное (для предотвращения чрезмерной жесткости и упругости и повышения режущей способности). Угол у верхушки для стандартных инструментов составляет 75°.
К-ример (K-reamer).
Инструмент К-типа, у которого угол между режущей гранью и продольной осью равен 20°. Количество режущих плоскостей (витков) — от 17 у маленьких размеров до 5 у больших. Этапы работы: введение (пенетрация), вращение (ротация), выведение (ретракция, во время которой реализуется режущая способность инструмента). Допускаетсявращениене более,чемна 1/4—1/2оборотапо часовой стрелке; в узких или изогнутых каналах и для римеров больших размеров — 1/4. Символ — треугольник.
21
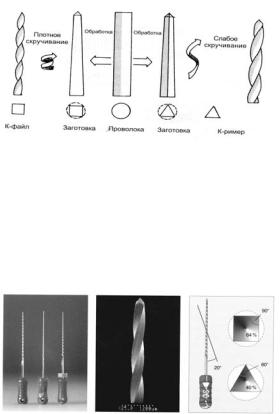
Из заготовки, скрученной так, чтобы на 1 мм ее длины приходилось от четверти до половины спирали и более, в зависимости от размера, образуется инструмент, имеющий от 1,97 до 0,88 витков режущей грани на миллиметр длины рабочей поверхности. Его называют файлом. При скручивании заготовки, так чтобы на 1 мм длины приходилось менее одной четверти — одной десятой части витка, в зависимости от размера, получается инструмент, имеющий от 0,80 до 0,28 режущих витков на 1 мм рабочей поверхности. Его называют римером.
К-файл (K-file).
Инструмент К-типа, у которого угол между режущей гранью и продольной осью равен 40. Количество режущих плоскостей (витков) больше, чем у К-римера, — от 33 у маленьких размеров до 8 у больших, поэтому их режущая способность превышает таковую у К-римеров. В канале инструмент должен двигаться в вертикальном направлении (вверх-вниз), однако допустимо его применение в качестве римера. Предпочтителен для работы в искривленных каналах.
Различие между К-файлами и римерами заключается в количестве витков или режущих граней на единицу длины, но существует тенденция из заготовок с квадратным поперечным сечением делать файлы, а из заготовок с треугольным поперечным сечением — римеры. Большинство инструментов К-типа, если не все, делают из заго-
22

товок с квадратным поперечным сечением и диаметром проволоки менее 0,30 мм. Таким образом, файлы обычно делают из заготовок с квадратным сечением всех размеров, но это не относится к римерам.
К-файлы являются ручными, конусовидными и остроконечными металлическими инструментами с часто расположенными витками режущих граней, так что режущее воздействие происходит при движении файла в обоих направлениях. Их используют для расширения корневого канала за счет вращательно-режущего или пилящего действия. Идентификационным символом К-файлов является квадрат.
Упрочнение зависит от размера, формы и плотности скручивания. При одинаковом скручивании инструмент большего размера такой же формы будет иметь большую закалку благодаря более сильному натяжению на его наружных поверхностях и краях. Подобно этому четырехгранные инструменты с большей массой металла на внешних краях будут иметь большую прочность, чем трехгранные инструменты. Чем плотнее скручивание, тем больше будет прочность. Римеры скручивают почти в два раза меньше, чем файлы такого же размера, поэтому прочность у них в два раза меньше. Файл № 60, будучи в три раза толще файла № 20, имеет примерно три четверти числа скручиваний и примерно в 2,5 раза большую прочность. Нержавеющая сталь более пластична, чем углеродистая, но для римеров это не имеет большого значения. Для клинических целей файлы лучше изготавливать из нержавеющей стали.
Форма поперечного сечения инструмента также имеет важное значение для клинической практики. При треугольном поперечном сечении для завершения режущего цикла на стенке корневого канала необходимо повернуть инструмент на одну треть оборота, тогда как при квадратном поперечном сечении, чтобы получить режущую окружность, необходимо повернуть инструмент на четверть оборота. Инструмент с треугольным поперечным сечением делает
23
более глубокий срез, чем четырехгранный инструмент. Это происходит вследствие меньшего угла контакта трехгранной поверхности со стенками канала. Инструмент с ромбовидным поперечным сечением имеет два края с острым углом и два с тупым, увеличивая за счет этого свою режущую способность.
Особенности работы К-файлами
Инструменты К-типа используются для прохождения корневого каналаирасширения.Попричинетого,чтокраявитковтупые,амежду витками имеются неглубокие промежутки, инструмент К-типа не имеет тенденции «глубоко внедриться» в дентин при вращении (в отличие от Н-файла). Хотя ример имеет меньше режущих граней на единицу длины, он также эффективен в срезании и удалении дентина, как и файл, т.к. между витками имеются более значительные промежутки (что обеспечивает лучший транспорт дентинных опилок).
Инструменты К-типа плохо удаляют большие порции дентина. По причине специфических рабочих движений (вращений и, затем, выведение из канала), К-инструмент не обеспечивает хорошей транспортировки содержимого канала, т.к. имеет тенденцию центрироваться в канале. Однако, это не так, если инструмент применяется опиливающими движениями. К-файлы прочные и могут быть предварительно изогнуты в соответствии с формой канала. Преимущество К-файлов в том, что в случае возникновения необратимой деформации появляются ее объективные признаки. При этом витки рабочей части файла скручены плотнее или, наоборот, раскручены. Этот признак явно указывает на то, что файл необратимо деформирован и не подлежит использованию.
Наиболее часто К-файлы и гибридные файлы К-типом скручивания ломаются при вращении по часовой стрелке после фазы значительной пластической деформации. При вращении против часовой стрелки, до перелома происходит небольшая пластическая деформация. Эти файлы проявляют одинаковую слабость к вращательной нагрузке при движении по часовой стрелке и против нее. При движении против часовой стрелки перелом происходит при повороте на половину (или меньше) амплитуды, необходимой для перелома при движении по часовой стрелке. Поэтому следует проявлять наибольшую осторожность при работе с этими инструментами против часовой стрелки.
24

Файлы Хэдстрема. (Н-файл)
Хедстремы (Н-файл) изготавливают, вытачивая режущие грани на рабочей части инструмента, чтобы сформировать идущие один за другим и наслаивающиеся друг на друга конусы, постепенно увеличивающиеся в диаметре по направлению к ручке. Угол спирали обычных Н-файлов близок к 90° или почти перпендикулярен к центральной оси инструмента. Н-файлы являются ручными конусовидными остроконечными металлическими инструментами, с таким расположением спиралевидных режущих краев, чтобы их действие происходило главным образом при обратном движении инструмента. Они используются для расширения корневого канала за счет режущего или пилящего действия. Их идентификационным символом является круг.
Инструменты Н-типа (стандарт №58 по ANSI, 3630/1 по ISO) более агрессивны, чем инструменты К-типа. Н-файлы изготавливаются из стальных проволочных заготовок круглого сечения. Современные компьютеризованные технологии производства сделали возможным создание Н-файлов очень сложной формы. Эта техника дала возможность отрегулировать угол скоса режущего края и угол винтовой резьбы. Ребро, обращенное к ручке инструмента, может быть довольно острым.
Файл Н-типа препарирует стенки канала при возвратных движениях, но не оказывает абразивного эффекта при поступательных. Из-за наличия острых краев файл способен внедриться в дентин стенок канала при повороте по часовой стрелке. Учитывая способность дентина снижаться, неопытный пользователь может легко пасть в ситуацию, когда файл так глубоко вклинивается в дентин, что его невозможно достать или выкрутить, что приводит к поломке инструмента. Такое редко случается с К-файлами или римерами. По
25
причине этих качеств Н-файлы используют в основном не для расширения канала, а для удаления больших масс дентина.
Важное значение для работы с Н-файлом имеет угол скоса режущих краев и расстояние между витками. Угол скоса можно оценить, представив режущий край как поверхность. Если эта поверхность движется в направлении приложенной силы, угол положительный. С другой стороны, если инструмент оказывает режущее действие в направлении , противоположном направлению силы, угол отрицательный. Если угол положительный, инструмент работает подобно бритве по отношению к дентину. При этом инструмент может «внедриться» в дентин. Итак, у идеального инструмента должен быть нейтральный или слабо положительный угол скоса для максимальной эффективности. Пространство между витками заполняется дентином, когда инструмент выводится из канала. Чем больше объем этих промежутков, тем дольше инструмент остается эффективным. Когда все пространство заполняется дентинными опилками, инструмент скользит по поверхности и более не эффективен. Поэтому наиболее эффективными в удалении дентина являются файлы с положительным углом скоса и глубокими промежутками между витками. Однако при этом уменьшается толщина осевого стержня, что делает инструмент менее жестким и более подверженным перелому. При желании работать агрессивными инструментами необходимо серьезно подойти к выбору производителя, гарантирующего наибольшую прочность файлов.
В противоположность инструментам К-типа, файлам Хэдстрема сложно придать желаемую форму изгиба без образования углов. Такое повреждение может привести к потере пластичности. К сожалению, на практике при перегрузке инструмента не появляется каких-либо внешних признаков, подобных изменениям закрученности К-файлов, описанным выше.
Эффективность и износ инструментов
Хотя рекламные статьи полны утверждений о преимуществах тех или иных видов файлов, очень малая часть из находит подтверждение в объективной литературе по эндодонтии. Не существует стандартов рабочей эффективности файлов, также нет четких требований касательно их устойчивости к износу.
26
При изучении эффективности инструментов учитывается две величины: 1) эффективность инструмента в удалении пораженного дентина и 2) эффективность при обработке интактного дентина. Эти два параметра радикально отличаются. Существуют методики для определения качества обработки дентина, но на данный момент нет достоверного метода измерения способности удалять пораженные ткани. Данная способность изучалась в некоторых исследованиях, однако они касались работы инструментами К-типа на высокой скорости, вращательными движениями, в сравнении с клиническим использованием. Исследования обработки здорового дентина велись с изучением эффективности инструментов с линейной траекторией движения. Результаты исследований показали, что сильно отличаются друг от друга не только инструменты различных производителей, но и одного типа и одного производителя. Для файлов К-типа эффективность файлов одной марки варьировала от 2 до 12 раз. Вариабельность для файлов Хэдстрема еще больше, их эффективность отличалась от 2,5 до более чем 50 раз. Значительной разнице между Н-файлами легко найти объяснение, т.к. при их производстве происходит больше индивидуальной работы с каждым инструментом, в сравнении с К-файлами, на которые трудно повлиять а процессе их изготовления. Во время обработки Н-файла имеется возможность изменять угол режущего края в сторону нейтрального или даже слегка позитивного. При работе над К-файлом это невозможно. При этом Н-файл примерно в 10 раз более эффективен при удалении дентина, чем К-файл.
В процессе механической обработки канала режущие грани срезают дентин, который накапливается в желобках между гранями. Чем глубже и больше это пространство, тем дольше можно работать инструментом до того момента, когда он будет двигаться в дентинных опилках, становясь неэффективным. Поэтому форма и угол режущих граней определяют высокую эффективность файлов Хэдстрема. Что касается гибридных файлов, эффективность файла К-Flex, являющегося модифицированным файлом К-типа, варьирует аналогично таковой К-файла. Файл К-Flex, базовый инструмент, ближе к файлам Н-типа по отношению к эффективности. Он также более эффективно удаляет размягченный дентин, че К-файл, но не сможет сравниться с Н-файлом в способности обрабатывать интактный дентин.
27
Эффективность обработки дентина инструментами из никельтитанового сплава такая же или выше, чем у инструментов из нержавеющей стали. Стальные файлы значительно изнашиваются при работе с дентином. После 300 линейных движений по дентину инструмент может потерять до 55: своей первоначальной эффективности. Никель-титановые файлы также заметно изнашиваются, но они гораздо более устойчивы, чем стальные. Никель-титановые файлы намного дороже стальных, и пи выборе инструментов важно исходить из соотношения цены и эффективности.
Современные эндодонтические стальные инструменты изготавливаются из высококачественных сплавов и очень устойчивы к переломам. Инструменты редко ломаются, если при работе с ними проявлять осторожность и выбрасывать отработанные файлы. Файлы из нержавеющей стали настолько недороги, что адекватная очистка и стерилизация файлов до № 60 экономически невыгодна. Поэтому файлы размером до№ 60 должны использоваться однократно. Губка, которая используется для удержания одноразовых файлов, выбрасывается одновременно с файлами.
Национальная и международная стандартизация инструментов Американский национальный стандарт
Из-за возникших разногласий около 40 лет назад были предпринята попытка стандартизировать эндодонтические инструменты и материалы для пломбирования каналов. В результате появился международный стандарт эндодонтических файлов, известный в Соединенных Штатах как ANSI №58 для файлов Хэдстрема и ANSI №28 для файлов К-типа. По некоторым параметрам стандарты одинаковы, однако имеются некоторые существенные различия. Нумерация размера определяется проекцией диаметра на верхушку инструмента. Это воображаемая величина, она не отражает реальный размер рабочей части инструмента. Конусность инструмента должна составлять 0,02 мм на мм длины, начиная с верхушки. Поэтому рабочий диаметр определяется конусностью и длиной верхушки. Стандартная длина может составлять 21 мм, 25 мм и 31 мм. Длина рабочей части инструмента должна составлять минимум 16 мм.
Система нумерации файлов, содержащая как минимум 15 размеров, заменила старую, несовершенную систему, в которой файлы
28

нумеровались от о до 6. Хотя новый стандарт содержит много размеров , рациональный клицинист может составить набор инструментов нескольких размеров, в зависимости от своего стиля работы.
В последние годы многие производители предпринимали попытки изменить систему нумерации файлов различных размеров. Так, одним из дополнений явилось введение «промежуточных» размеров от № 15 до№ 60. Появились инструменты с размерами № 15, № 17,5, № 20, № 22,5 и т.д. Учитываю тот факт, что большинство производителей не способны создавать инструменты, размер которых точно отвечает стандартному, ведение «промежуточных» размеров не является рациональным. Однако если стандарты строго соблюдены, имеет смысл использовать «промежуточные» инструменты,например,длясистем,такихкак LightSpeed,вкоторойпрочность инструментов столь низкая? Что полномерный шаг может привести к чрезмерной нагрузке на инструмент.
Американский национальный стандарт (спецификация № 28) и разрабатываемый международный стандарт несколько отличаются от оригинальной концепции унификации инструментов, предложенной Ingle и Lewine. Наибольшие различия касаются участков измерения D1 и D2 и увеличения разницы между D1, и D2 на 0,02 мм (от 0,30 до 0,32 мм).
Американский стандарт требует, чтобы угол вершины инструмента составлял 75°±15°. Длина вершины Н-файлов не может быть более двух диаметров D1. Международный стандарт включает описание оборудования для автоматического контроля и записи результатов физических тестов в соответствии с американским стандартом. Жизнь показывает, что хотя некоторый прогресс в отношении стандартизации эндодонтических инструментов уже достигнут, еще предстоит много работы.
29
Новые стандарты определяют форму и размеры вершин инструментов, а в первоначальном предложении Ingle и Lewine они не были установлены. Терминология остается такой же, как была предложена вначале, но, кроме того, появилась система идентификации с помощью цветового кодирования.
Стандартизация по ISO
СогласностандартуISOинструменты(DentsplyMaillefer,Tulsa, Okla) могут различаться по длине, но рабочая часть у всех должна быть 16 мм. Диаметр поперечного сечения верхушки инструмента обозначают D0, отступая на 1 мм от верхушки – D1, отступя на на 2 мм – D2, и так далее до D16 – наибольшего размера диаметра рабочей части инструмента. Каждый инструмент имеет маркировку и название согласно его диаметру D0. Это универсальная номенклатура необходима для производителей инструментов, так и для врачей. Так как инструменты согласно стандарту по ISO имеют конусность 0.32 мм на 16 мм, то в пределах 1 мм длины прирост диаметра любого инструмента будет равен 0.02 мм. Номер файла определяется его диаметром D0, на протяжении рабочей части диаметр поперечного сечения постепенно увеличивается. Так например, № 10 имеет D0 равный 0.01 мм, расширение 0.32 мм на 16 мм рабочей длины, и его диаметр D16 равен 0.42 мм. Стандартизованные по ISO файлы с №10 по № 60 имеют постепенное увеличение D0 на 0.05 мм с каждым размером инструмента (т.е. 0.10, 0.15, 0.20. 0.25, 0.30, 0.35, 0.40, 0.45, 0.50, 0.55, 0.60) . Начиная с номера № 60 по № 140 диаметр D0 увеличивается последовательно на 0.1 мм (т.е. 0.60, 0.70, 0.80, 0.90, 0.100, 0.110, 0.120, 0. 130, 0.140). D0 файла 0.08 на 0.02 мм больше чем D0 файла 0.06 и на 0.02 меньше, чем D0 файла № 10.
Основная проблема, касающаяся результатов очистки и формирования каналов, кроется в упрощенном понимании того, что диаметр D0 постепенно увеличивается на 0.05 мм от 10 до 60 файлов. Доктора Pierre Machtou и Herb Schilder были первыми кто, обнаружил, что диаметр D0 изменяется от инструмента к инструменту не с постоянным процентным отношением. Процентное соотношение между последовательными инструментами рассчитывается как разность их диаметров D0 деленное на D0 меньшего инструмента, и по-
30