

4.3.2 Дифузійне зварювання
Дифузійне зварювання - спосіб зварювання тиском у вакуумі доданням здавлюючих сил при підвищеній температурі.
Зварювані деталі ретельно зачищають, стискають, нагрівають у вакуумі спеціальним джерелом тепла до температури рекристалізації (0,4 Тпл), і тривало витримують.
Зварювання може здійснюватися в середовищі інертних і захисних газів: гелій, аргон, водень.
Спосіб застосовується для з'єднання металів, напівпровідників, а також інших неметалевих матеріалів. Дифузійне зварювання широко застосовується в космічній техніці, в електротехнічній, радіотехнічній та інших галузях промисловості.
4.3.3 Зварювання тертям
Зварювання тертям - спосіб зварювання тиском при впливі теплоти, що виникає при терті зварюваних поверхонь.
Зварювані заготовки встановлюють співвісно в затискачах машини, один з яких нерухомий, а інший може здійснювати обертальний і поступальний руху. Заготовки стискаються осьовим зусиллям, і включається механізм обертання. При досягненні температури 980 ... 1300 0С обертання заготовок припиняють при продовженні стиснення.
Зварюванням тертям можна зварювати заготовки діаметром 0,75 ... 140 мм. Переваги способу: простота, висока продуктивність, мала енергоємність, стабільність якості з'єднання, можливість зварювання заготовок з різнорідних матеріалів. Здійснюється зварювання на спеціальних машинах.
4.4 Типи зварних з'єднань
Тип зварного з'єднання визначають взаємним розташуванням зварюваних елементів і формою підготовки (розділки) їх кромок під зварювання.
Залежно розташування з'єднувальних деталей розрізняють чотири основних типи зварних з'єднань: стикові, внапуск, кутові і таврові (рисунок 5).
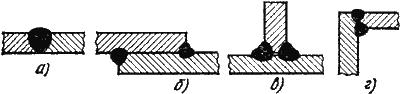
а – стикове; б – внапуск; в – таврове; г – кутове
Рисунок 5 – Основні типи зварних з'єднань
Кромки обробляють з метою повного провару заготовок по перетину, що є одним з умов рівноміцності зварного з'єднання з основним металом.
Форми підготовки кромок під зварювання показані на рисунку 6, розрізняють V, K, X - образні
За характером виконання зварні шви можуть бути односторонні і двосторонні.

а – V-образна; б – U -образна; в – X-образна; г – двостороння Х-образна
Рисунок 6 – Форми підготовки кромок під зварювання
4.5 Контроль якості зварювання
Контроль якості зварювання ділять на три групи:
-
Попередній. Полягає в перевірці відповідності вихідних матеріалів технологічному процесу, наявності на зварювальному посту необхідного обладнання та відповідності кваліфікації зварювальника характеру виконуваних робіт.
-
Контроль процесу зварювання. Зводиться до суворого дотримання відповідності затвердженого технологічного процесу .
-
Післяопераційний контроль. Полягає у виявленні зовнішніх і внутрішніх дефектів:
-
зовнішні дефекти (зовнішні тріщини, зміщення зварюваних поверхонь, вм'ятини, зовнішні раковини) зазвичай встановлюються зовнішнім оглядом.
-
внутрішні дефекти (непровари, шлакові включення, пори, тріщини, перегрів) встановлюють наступними способами:
-
металографічний аналіз зварних швів;
-
механічні випробування спеціально приготованих зразків;
-
просвічування металу шва рентгенівським випромінюванням;
-
ультразвуковий контроль;
-
магнітний метод;
-
випробування швів керосином;
-
4.6 Наплавлення
Наплавлення - процес нанесення шару металу або сплаву на поверхню виробу.
Наплавлення дозволяє отримувати деталі з поверхнею, яке своїми властивостями відрізняється від основного металу, наприклад жаростійкістю і жароміцністю, високою зносостійкістю при нормальних і підвищених температурах, корозійною стійкістю і т.п.
Існують наступні способи наплавлення.
1. Ручне дугове електродами зі стержнями і покриттями спеціальних складів.
2. Автоматичне наплавлення під флюсом. Електроди можуть бути суцільного перетину та порошкові. Склад флюсу, метал електрода і склад наповнювача визначають властивості наплавленого шару.
3. Наплавлення плавкими і неплавкими електродами в середовищі захисних газів. Властивості наплавленого шару залежать від матеріалу присадки або електрода.
4. Плазмова наплавка. Дуга може бути як прямої, так і непрямої дії. Можна плазмовим струменем оплавляти шар легованого порошку, попередньо нанесений на поверхню деталі.
5. Електрошлакове, електронно-променеве, лазерне наплавлення, а також наплавлення газокисневим полум'ям.
Суттєвим показником ефективності того чи іншого способу наплавлення є ступінь перемішування при наплавленні основного металу і присадочного: чим вона менша, тим ближче будуть властивості наплавленого шару до заданих.
4.7 Паяння металів
Пайка - процес отримання нероз'ємного з'єднання заготовок без їх розплавлення шляхом змочування поверхонь рідким припоєм з наступною його кристалізацією. Протікає процес взаємного розчинення металу деталей і припою, в результаті чого утворюється сплав, міцніший, ніж припой.
Припой повинен добре розчиняти основний метал, володіти змочувальною здатністю, бути дешевим і недефіцитним. По температурі плавлення припої поділяють на:
-
особливо легкоплавкі (температура плавлення нижче 145 0С) - олов'яно-свинцеві, на основі вісмуту, індію, олова, цинку, свинцю;
-
легкоплавкі (145...450°С),
-
средньоплавкі (450...1100°С)
-
тугоплавкі (вище 1050°С) - мідні, мідно-цинкові, мідно-нікелеві, з благородними металами. Застосовують для одержання навантажених сполук (наприклад кріплення твердосплавних пластин інструменту)
Припої виготовляють у вигляді прутків, листів, дротів, смуг, спіралей, дисків, кілець, зерен, які укладають в місце з'єднання.
Паяні з'єднання контролюють за параметрами режимів пайки, зовнішнім оглядом, перевіркою на міцність або герметичність, методами дефекто- і рентгеноскопії.
4.8 Різання металів
Різка - це процес поділу заготовки на окремі частини. Всі види різання ділять на хімічні і фізичні.
4.8.1 Хімічні способи різання
Сутність способу полягає в спалюванні металу і видаленні продуктів його згоряння із зони різу. Хімічним видам різання піддають метали і сплави, що мають такі властивості:
-
температура згоряння металу нижче температури його плавлення;
-
температура плавлення шлаків, що утворюються, нижче температури плавлення основного металу;
-
низька теплопровідність
Цим умовам відповідають низьковуглецеві, середньовуглецеві і деякі леговані сталі.
Способи хімічної різки:
1. Киснева (ацетилено-киснева) різка.
Суть полягає в попередньому розігріві металу в зоні різу до температури його займання і в подальшій подачі в зону реза кисню, що спалює метал і видуває продукти згоряння із зони різу.
Перевага способу - висока якість різу.
2. Киснево-флюсова різка
В зону різу одночасно з киснем подається порошкоподібний флюс, призначення якого - механічно зруйнувати тугоплавкі шлаки або сконцентрувати тепло. В якості флюсів застосовують кварцевий пісок, порошки заліза, ферофосфору і алюмінію.
3. Різка кисневим списом
Сутність способу полягає в пропалювання металу палаючим кінцем металевої труби, по якій подається технічний кисень. Якість різу низька.
4.8.2 Фізичні способи різки
Суть способу полягає в розплавлюванні металу, звідки він видаляється під дією власної ваги. Недолік способу - низька якість різу.
Способи фізичної різки:
1. дугове різання
Метал розплавляється електричною дугою. Використовуються джерела змінного і постійного струму, вугільні та металеві з покриттям електроди.
2. Повітряно-дугова різка
Розплавлений електричною дугою метал видувається із зони різу струменем стисненого повітря. Підвищується якість різу і зростає продуктивність.
3. Киснево-дугова різка
Використовуються спеціальні металеві порожнисті електроди, по яких в зону різа подається технічний кисень. Якість різу наближається до киснево-ацетиленового різання.
КОНТРОЛЬНІ ПИТАННЯ
за темою «Зварювальне виробництво»
-
В чому полягає сутність зварювання металів?
-
Пояснити фізичну сутність і властивості зварювальної дуги.
-
Яке призначення мають товсті і тонкі електродні покриття?
-
Які основні види зварних з'єднань застосовуються при дуговому зварюванні, які вони мають конструктивні елементи?
-
Пояснити сутність процесу та переваги автоматичного зварювання під флюсом.
-
Які захисні гази використовують у зварювальному виробництві. Їх призначення.
-
Пояснити сутність процесу і схему електрошлакового зварювання.
-
Фізична сутність контактного зварювання.
-
Відмінні риси стикового зварювання опором і оплавленням.
-
Сутність процесу і різновиди газового зварювання.
-
Відмінність лівого і правого способу зварювання.
-
Головна відмінність пайки металів від зварювання.
-
Види різання металів та їх застосування.