

3.3.2 Способи прокатки
Існують три основні способи прокатки (рисунок 12):
Поздовжня (деформація здійснюється між валками, що обертаються в різні боки);
Поперечна - осі прокатних валків і оброблюваного тіла паралельні або перетинаються під невеликим кутом. Обидва валка обертаються в одному напрямку, а заготовка круглого перерізу - в протилежному
Поперечно - гвинтова. Валки, що обертаються в одну сторону, встановлені під кутом один одному. Прокатуваний метал отримує поступальний рух. В результаті складання цих рухів кожна точка заготовки рухається по гвинтовій лінії.
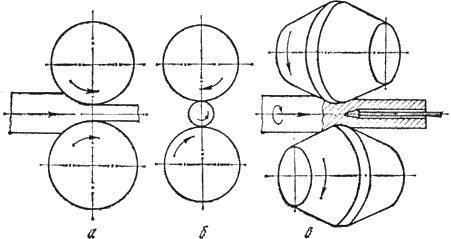
а – продольна; б – поперечна; в – поперечно – гвинтова
Рисунок 2 – Схемы основных видов прокатки
Вихідним продуктом для прокатки можуть служити квадратні, прямокутні або багатогранні злитки, пресовані плити або ковані заготовки. Процес прокатки здійснюється як в холодному, так і гарячому стані. Основними технологічними операціями прокатного виробництва є:
-
підготовка вихідного металу;
-
нагрів;
-
прокатка;
-
обробка прокату (різка на мірні довжини, правка, видалення поверхневих дефектів).
3.3.3 Обладнання для прокатки
Процес прокатки здійснюють на спеціальних прокатних станах.
В залежності від числа і розташування валків в робочій кліті розрізняють прокатні стани (рисунок 3):
-
двовалкової (дуо-стан), здійснюється тільки по одному пропуску металу в одному напрямку;
-
тривалкові (тріо-стан), метал рухається в одну сторону між нижнім і верхнім, а у зворотний - між середнім і верхнім валками.
-
чотирьохвалкові (кварто-стан)
-
універсальні.

а – двовалкові, б – тривалкові, в – чотирьохвалкові, г - універсальні
Рисунок 3 – Робочі кліті прокатних станів
За призначенням прокатні стани підрозділяють на стани для виробництва напівпродукту і стани для випуску готового прокату.
Нагрівання металу здійснюють у полум'яних і електричних печах. За розподілом температури печі можуть бути камерні (температура однакова по всьому робочому простору) та методичні (температура постійно підвищується від місця завантаження заготовок до місця їх вивантаження).
3.3.4 Заготівельна обробка прокату
Розрізняють наступні способи заготівельної обробки прокату:
-
Розрізка пилами застосовується для відносно великих заготовок, в основному з кольорових металів. Заготовка характеризується високою точністю по довжині, високою якістю зрізу, перпендикулярністю торця до осі. Основними недоліками є низька продуктивність та значні втрати металу на різ.
-
Розрізання на ексцентрикових прес-ножицях застосовується для сталевого прокату круглого або квадратного перетину до 300 мм. Є найбільш продуктивним і дешевим процесом оброблення прокату на заготовки. Основними недоліками є косий різ і зминання кінців заготовки.
-
Розрізка на токарних напівавтоматах відрізними різцями.
-
Електроіскрова і анодно-механічна різка забезпечує максимальну точність розмірів. Застосовується для особливо міцних металів.
-
Розрізка на пресах-хладоломах застосовується для заготовок великого перерізу. На заготівлі попередньо робиться надріз пилою або газовим різаком.
-
Газополум'яна розрізка сумішшю ацітілена і кисню.
-
Плазменно-дугове розрізання застосовується для високолегованих тугоплавких сталей і сплавів.