

4.1.8 Електрошлакове зварювання
Сутність процесу полягає в тому, що основний і присадний метали розплавляються теплотою, що виділяється при проходженні електричного струму через розплавлений шлак.
Зварювані заготовки встановлюють у вертикальному положенні. У замкнутий простір між водоохолоджуваними мідними повзунами і вертикально встановленими кромками виробів засипають флюс і подають електродний дріт за допомогою спеціального механізму подачі.
На початку процесу збуджують дугу, флюс плавиться і утворюється електропровідний шлак. Струм, проходячи через шлак, розігріває його, це призводить до розплавлення кромок основного металу і електрода. Розплав стікає вниз і утворює зварювальну ванну, витискаючи шлак вгору, і твердне.
У початковій і кінцевій ділянках шва утворюються дефекти: на початку шва - непровар кромок, в кінці шва - усадкова раковина і неметалеві включення. Тому зварювання починають і закінчують на спеціальних планках, які потім видаляють газової різкою.
Переваги: висока продуктивність (зварювання виконується за один прохід незалежно від товщини металу), можливе зварювання металу будь-якої товщини (з 16 мм до 2 м).
Недолік способу - утворення великого зерна в шві і околошовной зоні внаслідок уповільненого нагрівання й охолодження. Необхідне проведення термічної обробки: нормалізації або відпалу для подрібнення зерна.
Електрошлакове зварювання широко застосовують у важкому машинобудуванні для виготовлення ковано-зварних і літо-зварних конструкцій; станини та деталі потужних пресів і верстатів, колінчаті вали суднових дизелів, ротори і вали гідротурбін, котли високого тиску і т.п.
4.2 Газове зварювання
4.2.1 Загальні відомості
При газовому зварюванні заготовки і присадний матеріал у вигляді прутка чи дроту розплавляють високотемпературним полум'ям газового пальника.
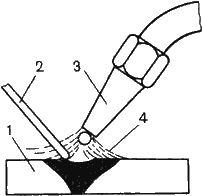
Рисунок 4 – Схема газового зварювання
Газове полум'я отримують при згоранні горючого газу (природний газ, пропан, бутан, пари бензину або гасу) в атмосфері технічно чистого кисню. Одночасно горючий газ захищає метал шва від контакту з атмосферою. Потужність полум'я регулюють зміною наконечників пальника.
Нагрівання заготовки здійснюється більш плавно, ніж при дуговому зварюванні, тому газове зварювання застосовують для зварювання металу малої товщини (0,2 ... 3 мм), легкоплавких кольорових металів і сплавів; металів і сплавів, що вимагають поступового нагрівання й охолодження (інструментальні сталі, латуні) ; для подварки дефектів у чавунних і бронзових виливок. При збільшенні товщини металу знижується продуктивність і збільшується деформація.
4.2.2 Апаратура для газового зварювання
Ацетиленові генератори.
Апарати, в яких видобувають технічний ацетилен, називаються ацетиленовими генераторами. Залежно від принципу взаємодії карбіду кальцію з водою розрізняють такі системи генераторів:
-
«карбід у воду» (такі генератори найбільш продуктивні і найменш вибухонебезпечні),
-
«вода на карбід» (мають невелику продуктивність і низький тиск, виготовляються переносними),
-
контактної дії «зануренням» і «витісненням».
Кожен генератор ОБОВ'ЯЗКОВО забезпечується водяним затвором - спеціальним пристроєм, що запобігає явище «зворотного удару», тобто поширення полум'я від пальника до генератора.
Зварювальний пальник.
Зварювальний пальник призначений для змішування в потрібних пропорціях горючого газу з киснем і для створення зварювального полум'я потрібної потужності, розмірів і відповідної форми.
За способом подачі горючого газу в камеру змішування розрізняють пальника:
-
інжекторні (низького тиску);
-
безінжекторні (рівного тиску).
У промисловості використовують переважно пальники інжекторні, придатні для використання ацетилену низького і середнього тиску.
Пальники забезпечуються знімними наконечниками для регулювання потужності полум'я (чим товще наконечник, тим потужніше полум'я).