

10.5.4. Ділянка випікання
Процес виготовлення батонів полягає у надрізанні, завантаженні-вивантаженні заготовок у піч (з печі), випiкання виробів. Основне обладнання: люльково-подикова конвеєрна пiч, стрічковий транспортер.
Випiкання здійснюється таким чином: після розстоювання тістові заготовки надрізають та завантажують для випiчки в люлькову конвеєрну пiч. Швидкiсть руху люлькового конвеєра у пекарнiй камерi печi регулюється таким чином, щоб час перебування тістових заготовок – хлiба у печі був достатнiм для їх випiкання. Випiкання виробів проходить при t = 180–250C протягом 15–50 хв.
Випеченi вироби стрічковим транспортером передаються на циркуляційний стiл для розбракування та завантаження в лотки та на вагонетки. Після охолодження вироби передаються до експедиції, де зберiгаються до вiдправлення в торговельну мережу.
Піч складається з пекарної камери, конвеєрного поду з приводом, топки і системи гріючих каналів (рис. 10.10).
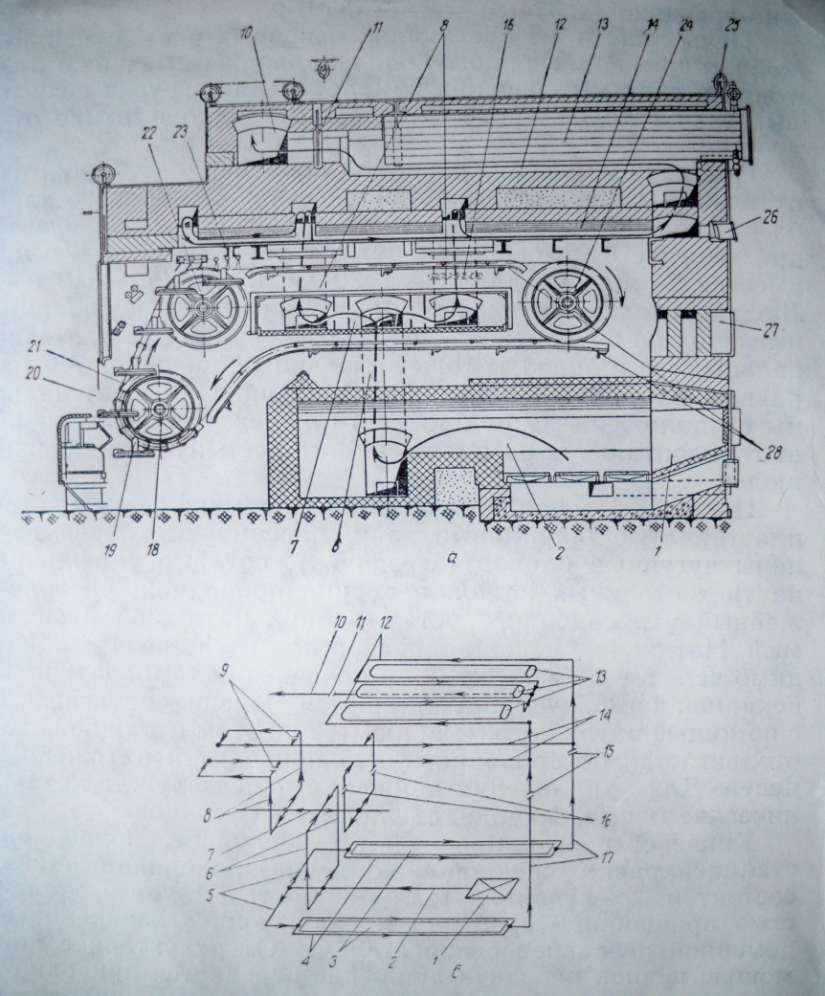
Рис. 10.10. Люльково-подикова конвеєрна пiч:
а – поздовжній розріз; б – схема газоходів (обігрів пекарної камери); 1 – топка; 3 – парогенератори; 6, 8, 15, 16, 17 – газоходи з шиберами у бокових стінах; 4 та 12 – газоходи біля парогенераторів та бойлерів; 14 – над конвеєром; 7 – у радіаторній коробці; 2 – під конвеєром; 11 – шибер тяги; 13 – бойлер (водогрійний котелок); 18 – привідний ланцюговий блок; 19 – люлька; 20 – упор для нахилення люльки для вивантаження виробів; 21 – патрубок підведення пари до першої зони пекарної камери; 22 – проміжний ланцюговий блок (у наступному замінений на кутникові напрямні); 24 – ланцюговий блок для натягування конвеєра; 26 – лючки для чищення каналів; 27 – задній люк пекарної камери; 28 – кутникові напрямні для ланцюгів конвеєра
Под печі являє собою конвеєр, що складається з окремих люльок. Всього в печі 24 люльки шириною між ланцюгами конвеєра 1920 мм і довжиною 345 мм. Ланцюговий конвеєр являє собою два замкнені паралельні втулково-роликові ланцюги, які перекинуті через 2 ланцюгові блоки, що укріплені на підшипниках. Привід конвеєра розташований збоку печі та складається з електродвигуна потужністю 1 кВт і швидкістю обертання 930 об/хв, червячного редуктора та ланцюгової передачі. Піч оснащена ручним приводом, який дозволяє у випадку припинення подачі електроенергії прокрутити конвеєр і розвантажити піч (рис. 10.11). Час випікання встановлюється наступним чином. Приводна станція печі має механізм зупинки конвеєра після кожного прокручування на одну люльку. Пуск конвеєра здійснює релє часу після встановленого вистою. Наприклад, якщо вистій встановлено 60 секунд, то час випікання (тобто час прокручування 24 люльок) становить 24 хвилини (батон нарізний).

Рис. 10.11. Стрічковий конвеєр: 1, 2 – барабани для натягування конвеєрної стрічки та привідний; 3 – конвеєрна стрічка; 4 – підтримуючі ролики; 5 – електродвигун приводу; 6 – червячний редуктор; 7 – ланцюгова передача; 8 – гвинт для натягування стрічки; 9 – станина каркасного типу
Розміри печі – 5600х3600х3770 мм. Площа поду печі – 16 м2 (площа всіх люльок – 1,92х0,345 м –24 шт), продуктивність по батонах 1 сорту вагою 0,5 кг – до 15 тонн на добу.