

10.5.2. Ділянка приготування тіста
Ця ділянка дозування борошна та інших компонентів, замiшування опари (борошно, вода, дріжджі) та її бродіння, замішування тіста (опара, борошно, вода, солевий розчин, маргарин) та його бродiння. Основне обладнання: дозатор борошна (рис. 10.4), дозатор для рiдких компонентiв, тiстомiсильна машина (рис. 10.5).

Рис. 10.4. Дозатор борошна до тістомісильної машини:
1 – бункер ваговий; 2, 5 – шип; 3, 7 – серга; 4 – дугоподібний важіль; 6 – двоплечий важіль; 8 – підвіска; 9 – рама; 10, 11 – тяги; 12 – ваговий важіль; 13 – легкорозімкнений контакт; 14 – колонка; 15, 23 – ваги; 16, 24 – регулювання вагів; 21 – поворотна заслінка з противагою для вивантаження відваженої порції борошна до тістомісильної машини через тканинний рукав
Бункер дозатора борошна важілями пов’язаний з терезами, якi вiдважують борошно в кiлькостi, необхiднiй для замiсу однiєї порцiї опари або тiста.

Рис. 10.5. Тістомісильна машина:
1 – фундаментна плита; 2 – корпус з приводом підйому кришки; 3 – електродвигун; 4 – кришка з приводом місильного важіля; 5 – вертикальна вісь планетарного обертання місильного важіля; 6 – місильний важіль; 7 – діжка 330 л на каретці; 8 – замок закріплення діжки
Приготування тiста здійснюється у діжах на тістомісильних машинах.
Дiжа встановлюється на плитi тістомісильної машини i закривається кришкою. У дiжу заливають воду та завантажують потрiбнi порцiї борошна і дріжджів, пiсля чого включають тiстомiсильну машину i протягом 8–20 хвилин проходить замiс до одержання однорідної маси необхідної консистенції. Діжа з замiшаною опарою відставляється для бродіння на 2,5–4 години. У процесі спиртового бродiння, який викликають дрiжджі, вуглець, що видiляється разом з етиловим спиртом, розпушує опару, внаслідок чого її об’єм збiльшується. Початкова температура становить ≈ 28-31С. На опарі, що виброжена, замішують тiсто. Після замісу iз маси механічно вилучається значна частина вуглецю, внаслідок чого об’єм її зменшується. Пiсля замiсу тіста дiжу знову вiдкочують для подальшого бродiння тiста, що триває 0,5–2 год.
10.5.3. Ділянка розділки та розстоювання
Полягає у завантаженні тіста у бункер тістоподільної машини, подiл тiста на тістові заготовки певної ваги, округлення тістових заготовок, остаточне їх формування (підкочування), розстоювання заготовок. Основне обладнання: підйомоперекидач (рис. 10.6), тiстоподiльник (рис. 10.7), округлювальна (рис. 10.8) та тiстозакатувальна машини, конвеєрна шафа остаточного розстоювання (рис. 10.9).
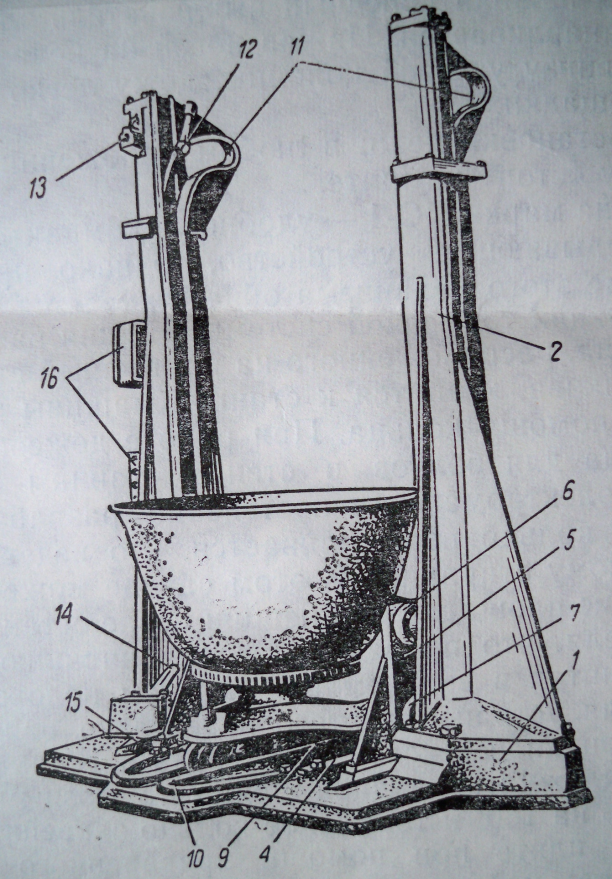
Рис. 10.6. Підйомоперекидач:
1 – фундаментна плита; 2 – порожня стійка; 4, 9 – напрямні; 5 – вертикальний гвинт; 6 – цапфа з роликом; 7 – цапфа з гайкою; 10 – замок закріплення діжки; 11 – напрямні для роликів; 12 – стрілка переключення руху роликів убік на рух підйомних гайок вертикально по гвинту; 13 та 15 – кінцеві вимикачі руху каретки з діжкою;14 – каретка; 16 – магнітний пускач двигуна та кнопки пуску і зупинки

Рис. 10.7. Тістоподільник:
1 – бункер для тіста; 2 – камера нагнітання; 3 – лопаті, що обертаються; 4 – отвір для випуску повітря; 5 – заслінка, що хитаєтьсядля пропускання лопаті; 6 – стрічковий транспортер видачі тістових заготовок; 7 – щиток; 8 – двосторонній поршень усередині барабана, що обертається; 9 – корпус приводу машини

Рис. 10.8. Тістоокруглювач:
1 – червячна передача; 2 – електродвигун; 3 – конічна чаша, що обертається навколо вертикальної вісі; 4 – нерухомий спіральний жолоб, по якому викочується тістова заготовка; 5 – стійка – опора червячного колеса та жолоба; 6 – сопло обдувки
Розділка та розстоювання тістових заготовок полягає у наступному. Дiжу з готовим тiстом підйомоперекидачем підіймають та обертають у положення, при якому тiсто вивантажується в бункер, розмiщений над тiстодiлильною машиною. Звiльнену i вичищену вiд залишкiв тiста дiжу опускають та вiдкочують до тiстомiсильної машини для замiсу нової порцiї тiста. Тістові заготовки надходять з тiстоподiльника до тiстоокруглювальної та закатної машин, а звідти – на стіл ручної розділки. Далі тістові заготовки на платиках (обшиті тканиною фанерні пластини) по 6 штук завантажуються для остаточного розстоювання до конвеєрної люлькової шафи. Остаточне розстоювання сформованих тiстових заготовок здійснюється з метою розпушення їх перед випiчкою та триває 25–50 хв при температурі 35 C та вологості повітря 80–85 %. Об’єм заготовок за час розстоювання збільшуєтья приблизно втричі (рис. 10.9).

Рис. 10.9. Конвеєрна шафа остаточного розстоювання тістових заготовок:
1 – корпус шафи на кутниковому каркасі; 2 – ланцюговий двониточний люльковий конвеєр; 3 – вивантажувальне вікно шафи; 4 – люльки поміж двома стрічками конвеєра; 5 – полки люльок завширшки 1900 мм; 6 – привідний ланцюговий блок – вал з двома ланцюговими та привідною зірочками (крок зубців та ланок ланцюгів 140 мм); 7 – завантажувальне вікно шафи; 8 – пристрій натягування ланцюгів; 9, 10 – щити обшивки шафи
Далі йде процес випікання виробів.