

технология литейного производства
.pdfренних полостей в крупных отливках).
Стержни состоят в большинстве случаев из двух частей: основной час- ти, поверхность которой выполняет внутреннюю полость, а иногда внешние очертания отливки, и второй знаковой частей (знаки стержня), с помощью ко- торых стержень фиксируется в форме.
В сложных отливках внутренняя полость отливок представляет собой сложный комплекс отдельных объемов, которые должны быть выполнены в форме стержнем или группой стержней. Назначение количества их является одной из первых задач технолога-литейщика. При решении этого вопроса учитывается необходимость выполнения следующих условий:
-стержень должен иметь удобную плоскость для набивки (простые в изготовлении);
-конструкция стержней должна обеспечивать их получение без приме- нения отъемных частей стержневых ящиков (снижается точность, удорожа- ние изготовления, снижение производительности);
-конструкция стержней должна обеспечивать минимальную их дефор- мацию при сушке (их уменьшение ведет к усложнению конструкции ящика). Следует избегать склейки отдельных частей стержня (снижается разрядная точность). Необходимо собирать их в блоки (предварительно).
Существенную роль в получении качественных отливок играют пра- вильное определение границ стержней и стержневых знаков.
Стержни должны иметь необходимую прочность при транспортировке
иустановке в форму, надежную посадку и легко выполнимую вентиляцию, не
слишком большую высоту во избежание возможного оседания под действием собственного веса, плоскую поверхность, на которой стержень будет лежать во время сушки.
Поверхность разъема стержня должна быть выбрана так, чтобы стерж- невые ящики имели простую конфигурацию и состояли из возможно меньше- го числа частей, чтобы в ящиках было удобно уплотнять смесь, а также уста- навливать каркасы и холодильники.
Следует избегать стержней, подвешенных в верхней части формы, та- кие стержни, по мере возможности, надо заменять опирающимися на форму расширенными знаками.
Для изготовления крупных стержней, транспортируемых краном, нуж- но стремиться избегать операцию кантовки стержня.
При изготовлении стержней на встряхивающих, прессовых машинах и пескометах, а также при ручном уплотнении отверстия в стержневом ящике со стороны набивки следует делать как можно большими.
Порядок установки стержней в форму должен совпадать с их нумераци-
ей.
Следует избегать простановки стержней в гнезда, выполненные в дру- гом стержне, и установки нескольких стержней в одном гнезде, если избежать этого не удается, надо предусмотреть шаблоны для контроля правильности
261
установки стержней в форме.
Знаки стержней. Это части стержня, которыми он укрепляется в фор- ме. От знаковой части стержня зависит удобство и надежность установки стержня, возможность выхода из него газов, точность изготовления отливки.
При определении конструкции знаков устанавливают их размеры, ук- лоны, зазоры.
Для предупреждения поворота или сдвига стержня при заливке должны быть предусмотрены фиксаторы.
В зависимости от расположения стержня различают горизонтальные и вертикальные знаки. Размеры знаков регламентирует ГОСТ 3212-92.
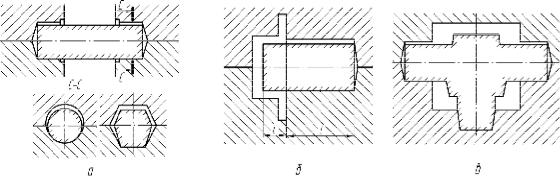
Знаки горизонтальных стержней. Стержень в форме может устанавли- ваться (рис. 144): на двух опорах, по плоскости разъема формы (рис. 144, а), консольно (рис. 144, б), с нижним опорным знаком (рис. 144, в).
Рис. 144. Пример установки стержней (по плоскости разъема формы)
Размеры знаков стержней имеют большое значение. При слишком ма-
лом знаке может произойти обмятие формы и искажение размеров отливки под действием веса стержня. При больших размерах знака сильно увеличива- ется размер формы.
Определение размера стержневого знака производится исходя из проч- ности формовочной смеси.
Допустимое удельное давление на формовочную смесь при сырой фор- мовке принимается обычно равным 0,025 МПа от веса стержня и 0,05 МПа от усилия всплывания. Для сухих форм удельное давление применяется равным 0,25 МПа от веса стержня 0,5 МПа от усилия всплывания.
Горизонтальные стержневые знаки выполняются без всякой конусно- сти, одного диаметра со стержнем. Для того чтобы торец стержня не задирал форму, знак на модели делают или выпуклым или коническим, с уклоном
3-10°.
Знаки односторонне закрепленных стержней (консольных) должны иметь такие размеры, при которых предотвращается опрокидывание стержня
при установке в форму и выворачивание его жидким металлом при заливке формы.
262

Консольное закрепление стержней можно применять в тех случаях, ко- гда свешивающаяся часть стержня (L) не превосходит 1,2D диаметра. При большем соотношении (L:D) необходима дополнительная опора для высту- пающей части.
Ширина знаков консольных стержней назначается в соответствии с ши- риной выходного отверстия отливки, выполняемого данным стержнем. Длина знака выбирается исходя из условий устойчивости стержня в форме.
Знаки вертикальных стержней. Вертикальные стержни устанавливают- ся в форму с двухсторонним или с односторонним закреплением (рис. 145).
Рис. 145. Схемы установки вертикальных стержней:
а– с двухсторонним закреплением; б – с односторонним закреплением
Взависимости от соотношения высоты стержня (Н) к диаметру нижне-
го знака (dн), вертикальные стержни делятся на устойчивые и неустойчивые. Устойчивыми стержнями являются стержни, у которых Н / dн < 1. Если
Н/ dн > 1 стержень не устойчив.
Технологические элементы знаковых частей стержня. Стержень, уста-
новленный в форму, имеет возможность переместиться в направлении вдоль оси знака или вокруг его. И в том и в другом случае перемещение стержня может вызвать изменение размеров отливки.
Для предотвращения смещения стержней на их знаках предусматрива-
ются специальные устройства фиксирующие стержень в строго определенном положении. Эти устройства называются замками (фиксаторами).
На рис. 146 приведены схемы фиксаторов. В группе горизонтальных
263
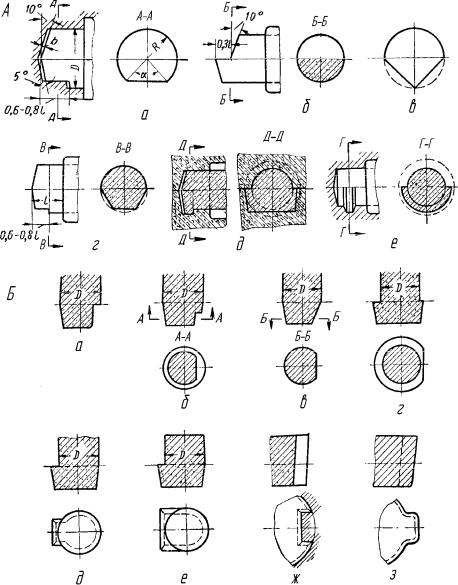
фиксаторов наиболее распространены фиксаторы типа «А». В группе фикса- торов вертикальных стержней наиболее широко используются фиксаторы ти-
па «Б».
Рис. 146. Основные типы фиксаторов:
А – горизонтальные: а – круглый со срезом; б – круглый с верхним срезом; в – с двумя сре- зами; г – фигурный; д, е – устойчивый против перемещения вдоль оси знаков; Б – верти- кальные: а, б – круглый со срезом; в – круглый с коротким срезом; г – уширенный с пло- ским срезом; д, е, з – выступающие фиксаторы; ж – круглый с вырезами
Уклоны и зазоры в знаковых частях. Для облегчения установки стерж-
ней в форму и ликвидации смещения делаются уклоны с зазорами между со- прягаемыми стенками формы и стержня, величина которых зависит от спосо- ба формовки, высоты стенки и материала модели.
264
В табл. 61 приведены уклоны нижних и верхних знаков моделей и стержневых ящиков, необходимые для правильной установки стержней в форму и накрытия верхней полуформой. При изготовлении или после ремон-
та оснастки необходимо проверить знаки на смятие опорной поверхности с учетом силы давления заливаемого металла (всплытия). Допустимая сила смятия сырых форм примерно равна 0,025 МПа.
|
|
|
|
|
|
|
|
|
|
Таблица 61 |
|
|
Уклоны знаков моделей и стержневых ящиков по ГОСТ 3212-92 |
||||||||||
Высота |
|
Уклон знака, град |
|
Пределы допусков на уклоны знаков, ' (мин) |
|
||||||
знака, |
вертикальных |
горизонталь- |
металлических |
деревянных |
|
||||||
мм |
стержней |
ных стержней |
|
|
|
|
|
||||
|
ниж- |
|
верх- |
ниж- |
|
верх- |
моде- |
стержневых |
моде- |
стержневых |
|
|
него |
|
него |
него |
|
него |
лей |
ящиков |
лей |
ящиков |
|
до 20 |
10,0 |
|
15,0 |
10,0 |
|
15,0 |
+15 |
-15 |
+30 |
-30 |
|
20-50 |
7,0 |
|
10,0 |
7,0 |
|
10,0 |
+15 |
-15 |
+30 |
-30 |
|
50-100 |
6,0 |
|
8,0 |
6,0 |
|
8,0 |
+10 |
-10 |
+25 |
-25 |
|
100-200 |
5,0 |
|
6,0 |
5,0 |
|
6,0 |
+10 |
-10 |
+25 |
-25 |
|
200-300 |
- |
|
- |
5,0 |
|
6,0 |
+10 |
-10 |
+20 |
-20 |
|
300-500 |
- |
|
- |
4,0 |
|
5,0 |
+5 |
-5 |
+20 |
-20 |
|
500-800 |
- |
|
- |
3,0 |
|
3,5 |
+5 |
-5 |
+15 |
-15 |
|
свыше |
- |
|
- |
2,5 |
|
3,0 |
+3 |
-3 |
+15 |
-15 |
|
800 |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Для установки стержня в форму необходимо предусматривать зазоры (табл. 62), зависящие от размеров стержней и способов изготовления.
Таблица 62
Зазоры на сторону между знаком формы и стержня при формовке по-сырому, мм по ГОСТ 3212-92
Высота знака |
|
Зазор (не более) при длине или диаметре стержня |
|
||||||
верха или |
до |
50- |
150- |
300- |
500- |
700- |
1000- |
1500- |
2000- |
низа |
50 |
150 |
300 |
500 |
700 |
1000 |
1500 |
2000 |
2500 |
до 25 |
0,15 |
0,15 |
0,25 |
- |
- |
- |
- |
- |
- |
25-50 |
0,25 |
0,25 |
0,50 |
1,00 |
1,00 |
1,50 |
- |
- |
- |
50-100 |
0,50 |
0,50 |
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
100-200 |
1,00 |
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
200-300 |
1,00 |
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
300-500 |
1,50 |
1,50 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
4,50 |
500-750 |
- |
- |
2,00 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
4,50 |
750-1000 |
- |
- |
- |
2,50 |
3,00 |
3,50 |
4,00 |
4,50 |
5,00 |
1000-1250 |
- |
- |
- |
3,00 |
3,00 |
3,50 |
4,00 |
4,50 |
5,00 |
1250-1500 |
- |
- |
- |
3,00 |
3,50 |
4,00 |
4,50 |
5,00 |
5,50 |
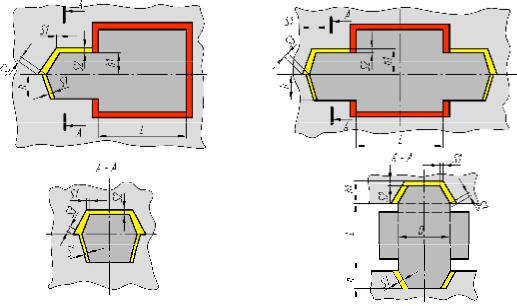
Для точной фиксации стержней в форме необходимо правильное вы- полнение зазоров между знаком формы и стержня. На рис. 147 представлена схема постановки стержней в форму с буквенным отображением допусков. В табл. 63 и 64 представлены фактические зазоры на сторону между знаком
265
формы и стержня при формовке по-сырому и по-сухому.
|
Зазоры на сторону между знаком формы и стержня |
|
Таблица 63 |
|||||||||
|
|
|
|
|||||||||
|
|
при формовке по-сырому, мм по ГОСТ 3212-92 |
|
|
|
|||||||
Высота знака |
Зазор S1 (не более) при длине стержня L или диаметре D |
Зазоры |
|
|||||||||
h или h1 наи- |
до |
|
50- |
150- |
300- |
500- |
700- |
1000- |
1500- |
2000- |
S3 |
|
большая |
50 |
|
150 |
300 |
500 |
700 |
1000 |
1500 |
2000 |
2500 |
|
|
до 25 |
0,15 |
|
0,15 |
- |
- |
- |
- |
- |
- |
- |
- |
|
25-50 |
0,25 |
|
0,25 |
0,50 |
1,00 |
1,00 |
1,50 |
- |
- |
- |
1,50-2,50 |
|
50-100 |
0,50 |
|
0,50 |
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
2,00-5,00 |
|
100-200 |
1,00 |
|
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
3,00-6,00 |
|
200-300 |
1,00 |
|
1,00 |
1,00 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
3,50-6,50 |
|
300-500 |
1,50 |
|
1,50 |
1,50 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
4,50 |
4,00-7,50 |
|
500-750 |
- |
|
- |
2,00 |
2,00 |
2,50 |
3,00 |
3,50 |
4,00 |
4,50 |
5,00-8,00 |
|
Примечание. Зазоры для стержней, имеющих два или более вертикальных знака, при необходимости можно увеличить до 1,5S1. При использовании на знаках сырых форм противообжимных поясков, зазор S2 не назначается.
Таблица 64
Зазоры на сторону между знаком формы и стержня при формовке по-сухому, мм по ГОСТ 3212-92
Высота |
|
Зазор S1 (наибольший) при длине стержня L или диаметре D |
|
Зазо- |
|||||||||
знака наи- |
до |
50- |
150- |
300- |
500- |
750- |
1000- |
1500- |
2000- |
2500- |
свыше |
ры |
|
большая |
50 |
150 |
300 |
500 |
750 |
1000 |
1500 |
2000 |
2500 |
3000 |
|
3000 |
S3 |
до 25 |
0,5 |
0,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
25-50 |
0,5 |
0,5 |
1,0 |
1,5 |
1,5 |
2,0 |
- |
- |
- |
- |
|
- |
1,5-3,0 |
50-100 |
1,0 |
1,0 |
1,5 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
- |
|
- |
1,5-6,0 |
100-200 |
1,5 |
1,5 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
|
5,5 |
2,5-7,5 |
200-300 |
1,5 |
1,5 |
1,5 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
|
5,5 |
3,0-8,0 |
300-500 |
2,0 |
2,0 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
|
6,0 |
3,5-8,5 |
500-750 |
- |
- |
2,5 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 |
5,0 |
5,5 |
|
6,0 |
4,0-9,0 |
Примечание. Зазоры для стержней, имеющих два или более вертикальных знака, при необходимости можно увеличить до 1,5S1. При использовании на знаках сырых форм противообжимных поясков, зазор S2 не назначается.
Для свободного центрирования стержней в форме, предусмотрены ук- лоны горизонтальных и вертикальных знаков. На рис. 148 представлены схе- мы зазоров между знаком формы и стержня. В табл. 65 даны величины укло- нов в знаках верхних и горизонтальных стержней, а также допуски на уклоны знаков в металлических и деревянных моделях.
266
|
Уклоны знаков моделей и стержневых ящиков (рис. 148) |
Таблица 65 |
||||||||||
|
|
|
||||||||||
Высота |
|
Уклон знака, град |
|
Пределы допусков на уклоны зна- |
|
|||||||
знака h |
|
|
|
|
|
|
|
|
ков, ' (мин) |
|
|
|
или h1, |
вертикальных |
горизонтальных |
металлических |
деревянных |
|
|||||||
мм |
стержней |
|
стержней |
|
|
|
|
|
|
|||
|
ниж- |
верх- |
нижнего |
|
верх- |
моде- |
стерж- |
моде- |
стерж- |
|
||
|
него |
него |
|
|
|
|
него |
лей |
невых |
лей |
невых |
|
|
α |
β |
α1 |
|
α |
|
β |
|
ящиков |
|
ящиков |
|
до 20 |
10,00 |
15,00 |
10 |
|
3,00 |
|
15,00 |
+15 |
-15 |
+30 |
-30 |
|
20-50 |
7,00 |
10,00 |
7 |
|
1,30 |
|
10,00 |
+15 |
-15 |
+30 |
-30 |
|
50-100 |
6,00 |
8,00 |
6 |
|
1,00 |
|
8,00 |
+10 |
-10 |
+25 |
-25 |
|
100-200 |
5,00 |
6,00 |
5 |
|
0,45 |
|
6,00 |
+10 |
-10 |
+25 |
-25 |
|
200-300 |
- |
- |
5 |
|
0,45 |
|
6,00 |
+10 |
-10 |
+20 |
-20 |
|
300-500 |
- |
- |
4 |
|
0,30 |
|
5,00 |
+5 |
-5 |
+20 |
-20 |
|
500-800 |
- |
- |
3 |
|
0,30 |
|
3,30 |
+5 |
-5 |
+15 |
-15 |
|
свыше |
- |
- |
2,3 |
|
0,30 |
|
3,00 |
+3 |
-3 |
+15 |
-15 |
|
800 |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Для стержней, симметричных по отношению своей горизонтальной оси, уклоны нижних и верхних знаков могут выполняться одинаковыми.
Рис. 147. Допуски на размеры знаков металлических моделей и стержневых ящиков
267
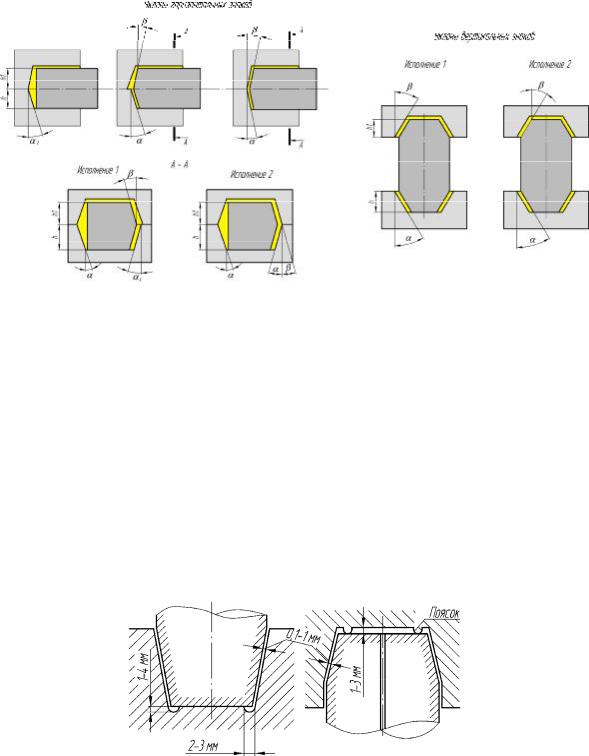
Рис. 148. Зазоры между знаком формы и стержня
Для устранения перекосов при установке вертикальных стержней, на знаковой части модели устраивается выступ. При формовке этот выступ об- разует небольшую канавку, размеры которой приведены на рис. 149, а.
Во время установки стержня в форму земля, попадающая в знаковую часть, собирается в этой канавке и не отражается на правильности установки стержня.
Через верхний знак вертикальных стержней наиболее часто осуществ- ляется вывод газов из стержня. Поэтому важно, чтобы верхний знак при за- вивке не заливался металлом, для этого на торце знака модели делается коль- цевое углубление. При формовке и углубления знака образуется выступаю- щий земляной поясок. При сборке формы этот поясок плотно обжимается по торцу знака стержня, не допуская (рис. 149, б).
Рис. 149. Технологические устройства на знаках вертикальных стержней: а – нижний знак; б – верхний знак
Предохранение горизонтальных знаков от заливов осуществляется уст- ройством запорных выступов (а), прокладкой глиняных жгутов (б) и засып-
268

кой песком (в) (рис. 150).
Рис. 150. Предохранительные устройства от заливов на знаках горизонтальных стержней.
Контрольные вопросы.
1.Что такое границы стержней?
2.Что обеспечивают знаковые части стержней?
3.Что такое поверхность разъема и плоскость набивки стержней?
4.При каких условиях отверстия выполняют «болваном»?
5.Как выбирается величина зазора между формой и знаком стержня?
6.Что такое уклоны знаковых частей?
7.Требования, предъявляемые к стержням вытекающие из особенно- стей их применения в форме при высокой температуре расплавлен- ного металла?
8.Какие требования предъявляются к конструкции стержней, их очер- таниям и выбору линий разъема?
9.Для чего используют жеребейки?
10.Как осуществляется предохранение знаков стержня от заливов?
269
ЛЕКЦИЯ 25.
ТЕМА: КЛАССИФИКАЦИЯ ПРИБЫЛЕЙ
План лекции
1.Назначение прибылей.
2.Классификация прибылей.
3.Выбор месторасположения прибылей.
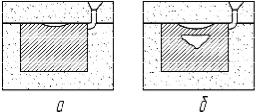
Определение формы и размеров прибылей. Центральная усадочная ра-
ковина (рис. 160) в стальных отливках в некоторых случаях может вся нахо- диться на поверхности отливки (по схеме а) или представлять собой внеш- нюю и внутреннюю концентрированные усадочные раковины (по схеме б).
Рис. 160. Концентрированные усадочные раковины: а – внешняя; б – внешняя и внутренняя
Прибыль представляет собой технологический прилив к отливке, в ко- тором, в зависимости от его размеров, конфигурации, места расположения, способа заливки формы, может быть в той или иной степени сосредоточена усадочная раковина, которая при отсутствии прибыли получилась бы в теле отливки.
На рис. 161 показаны последствия неправильного определения разме- ров прибылей, когда центральная усадочная раковина полностью расположе- на внутри отливки (по схеме а) или занимает ее часть (по схеме б). Штрихо- вой линией показана граница отливки, ниже которой дефекты недопустимы. Правильный расчет прибыли показан на схеме в, где сконцентрированная усадочная раковина находится полностью в ней. При отделении прибыли по- лучают плотную отливку.
Прибыли увеличивают расход металла, поэтому применять их нужно по необходимости и только для отливок из сплавов с повышенной усадкой, та- ких, например, как углеродистая и легированная сталь. Прибыли ставят также на крупных отливках из серого и модифицированного (высокопрочного) чу- гуна и некоторых цветных сплавов.
В зависимости от принципа действия прибыли подразделяются на при- были прямого и бокового питания, открытые и закрытые, простого действия, с атмосферным и сверх атмосферным давлением, обогреваемые и отламывае-
270