

технология литейного производства
.pdfмые. Наибольшее применение находят прибыли прямого и бокового питания, открытые и закрытые, простого действия.
На рис. 162 показаны открытые прибыли прямого (а) и бокового (б) пи- тания.
Открытые прибыли назначаются в тех случаях, когда применение за- крытой прибыли затруднено, как например, при сложной модели, необходима доливка металла сверху.
Закрытые прибыли прямого (а) и бокового (б) питания простого дейст- вия приведены на рис. 163.
Рис. 161. Типичные усадочные раковины
Рис. 162. Типы открытых прибылей: |
Рис. 163. Типы закрытых прибылей: |
а – прибыль прямого питания; |
а – прибыль прямого питания; |
б – прибыль бокового питания |
б – прибыль бокового питания |
Применение закрытых прибылей сферической формы позволяет сэко- номить 40-50 % металла.
Для обеспечения работы закрытой прибыли под атмосферным давлени- ем в нее устанавливают песчаный стерженек (рис. 164), который быстро про- гревается до температуры металла, а металл вокруг него не затвердевает. По этому стерженьку воздух из атмосферы проходит в прибыль, которая и рабо- тает под атмосферным давлением.
Для того чтобы прибыль застывала как можно позже, применяют спе- циальные стаканы (рис. 164) из экзотермических смесей. При заливке формы эта смесь разлагается с выделением большого количества теплоты, которая и обогревает прибыль.
Для уменьшения расхода металла применяют прибыли, работающие под избыточным давлением, создаваемым специальным патроном 1, установ- ленным в форме (рис. 164). Патрон состоит из металлического корпуса и ме- лового заряда. После заливки формы стенки корпуса патрона расплавляются
271

к моменту, когда на стенках формы образовалась уже достаточно прочная ко- рочка твердого металла (рис. 164). Мел при нагревании разлагается, образуя газ, который и создает внутри прибыли избыточное давление. Давление улучшает условия заполнения усадочных пор жидким металлом.
Рис. 164. Закрытая прибыль под атмосферным давлением (с песчаным стержнем; с экзотермическим стаканом)
Легкоотделяемая прибыль (отбиваемая прибыль) – прибыль, питающая отливку через относительно малое отверстие, выполняемое разделительной пластиной из керамической или стержневой смеси (рис. 165).
а |
б |
Рис. 165. Отбиваемая прибыль а – открытой; б – закрытой; 1 – прибыль; 2 – разделительная пластина; 3 – отливка
Действие легкоотделяемой прибыли основано на следующем. Стер- жень-диафрагма, имея малую толщину, в течение короткого времени на- столько прогревается теплом стали, залитой в форму, что в дальнейшем не оказывает существенного влияния на охлаждение стали в прибыли и в ее пи- тающем отверстии. Легкоотделяемые прибыли применяют для отливок с ма- лым объемом механической обработки, к которым не предъявляются специ- альные требования по сплошности стенок.
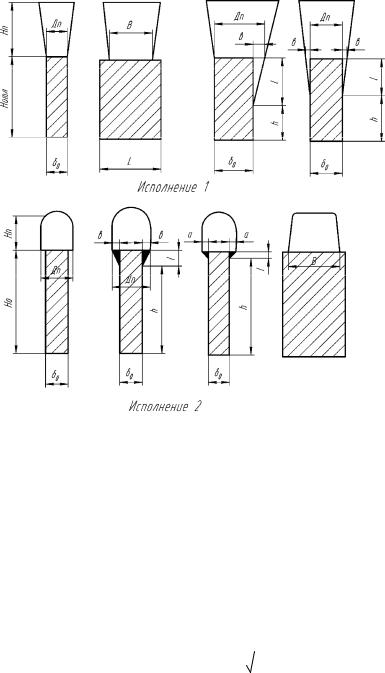
По форме прибыли делятся на шаровые (а), полушаровые (б), кониче- ские (в) и плоскостенные (г) (рис. 166).
Влияние формы прибыли на величину и расположение сосредоточен-
272

ной усадочной раковины в стальной отливке показано на рис. 167. Из рас- смотрения рисунка видно большое влияние формы прибыли на процесс пита- ния стальной отливки.
Рис. 166. Типы прибылей:
а – шаровые; б – полушаровые; в – конические; г – плоскостенные
Выбор месторасположения прибыли. Расположение прибыли также может быть причиной образования дефектов (усадочных раковин) в теле от- ливки (рис. 168). На схеме б прибыль сдвинута с того места, где она бы наи- более эффективно воздействовала на питание отливки. То же самое показано и на схеме в при сужении основания прибыли. В обоих случаях, в отливке ос- тается часть сосредоточенной усадочной раковины, что приводит к браку. Ес- ли питание отливки правильное, центральная усадочная раковина остается в прибыли. При этом получают плотную без дефектов отливку (схема а).
Рис. 167. Влияние конфигурации прибыли |
Рис. 168. Расположение прибылей |
на усадочную раковину: |
в отливке: |
а – правильно; б, в – неправильно |
а – правильное; б, в – неправильное |
|
(показано стрелками) |
Большую роль в получении стальных отливок без дефектов (усадочных раковин) играет конструктивное оформление изделия. На рис. 169 даны при- меры конструктивного оформления отливок. Изменяя конструктивное оформление, можно получить технологичную отливку, не опасаясь образова- ния в ней дефектов – усадочных раковин.
При выборе места расположения прибыли необходимо учитывать сле- дующее.
1. Усадочные раковины образуются в местах отливки, затвердевающих позднее, т.е. в местах, где имеется скопление металла (местные утолщения, узлы сочленений отдельных элементов отливки, места с замедленной тепло-
273

отдачей).
2.Усадочная раковина стремится занять наивысшее положение в от-
ливке.
3.Установка прибылей на массивных местах еще более замедляет ско- рость охлаждения последних и способствует увеличению остаточных напря- жений в отливке.
Рис. 169. Образование внутренних дефектов при правильной (а, в) и неправильной (б, г) конструкциях отливок
4.Расположение прибылей на необрабатываемых поверхностях приво- дит к необходимости обработки и зачистки последних.
5.Прибыли способствуют собиранию в них неметаллических включе- ний и ликвационных выделений.
6.Открытые прибыли, расположенные на верхних частях отливки, вы- полняют роль выпоров. Закрытые прибыли не устраняют необходимости применения выпоров.
Усадке подвержены все металлы и сплавы. Так как для каждой стали определенного состава усадка не изменяется, единственной возможностью получения отливок без дефектов является создание условий, при которых во
время кристаллизации недостаток металла компенсируется добавкой новых его порций.
Для обеспечения эффективности прибыли необходимо, чтобы все части отливки затвердевали до начала кристаллизации стали в прибыли.
Получение плотных отливок без усадочных раковин и микропор дости- гается при так называемой направленности кристаллизации, т.е. при последо- вательном затвердевании крайних частей отливки с постепенным приближе- нием к местам, расположенным под прибылью, которая должна затвердевать последней. При направленной кристаллизации необходима непрерывная по- дача жидкой стали из прибыли к отливке (рис. 170).
В сталелитейном производстве весьма важной является проблема уменьшения размеров прибылей, так как на прибыли расходуется значитель- ное количество металла.
Основные требования, предъявляемые к прибылям, сводятся к следую- щему:
- их сечения должны быть такими, чтобы они затвердевали позднее от-
274

ливки;
-в объеме прибылей должна располагаться вся усадочная раковина, об- разующаяся во время процесса кристаллизации;
-прибыли должны иметь минимальный объем; это требование имеет смысл при выполнении двух первых требований.
Рис. 170. Построение прибылей по способу вписанных окружностей:
а – контур отливки и прибыли подвески котла; б – сфероидальные прибыли на отливке ма-
ховика
Контрольные вопросы.
1.Классификация прибылей по форме.
2.Какие требования предъявляются к прибылям по размерам?
3.Может ли служить причиной образования усадочных дефектов место расположения прибылей в отливке?
4.Когда применяют отводные прибыли?
5.Дайте сравнительную характеристику типов прибылей.
6.Какое условие необходимо для обеспечения эффективности прибы- ли?
7.Как влияет конфигурация прибыли на образование усадочной рако- вины?
ЛЕКЦИЯ 26.
ТЕМА: КОНСТРУИРОВАНИЕ И РАСЧЕТ ПРИБЫЛЕЙ
План лекции
1.Определение формы и размеров прибылей.
2.Определение формы и размеров питающих бобышек.
275

Определение размеров и геометрической формы прибыли.
Метод П.Ф. Василевского. На размеры прибыли существенно влияет способ заливки, место подачи металла и его температура и т.д.
Выбор места установки прибылей и определение их размеров следует начинать с выделения отдельных узлов отливки. Узлы отливки можно при- вести к двум типовым схемам питания (рис. 171, 172).
Рис. 171. Питание отливок по первой типовой схеме
На основе практических данных и положений, разработанных П.Ф. Ва- силевским, основные размеры прибылей применительно к каждой схеме пи- тания определяются по табл. 66, 67.
|
|
|
|
|
Таблица 66 |
||
|
Ориентировочные соотношения основных параметров отливки δо |
||||||
|
и прибыли Дп по первой типовой схеме питания [2] |
||||||
δо, мм |
Дп/δо при отношении Нп/Дп |
Прибыли |
Доливка прибыли через |
|
|||
|
1 |
1,2-1,25 |
1,5 |
|
каналы дополнительной |
||
|
|
литниковой системы |
|||||
|
|
|
|
|
|||
50-120 |
2,4-2,6 |
2,3-2,5 |
2,2-2,3 |
закрытые |
- |
|
|
120-200 |
2,2-2,5 |
2,1-2,4 |
2,0-2,3 |
закрытые |
- |
|
|
открытые |
необходимо |
||||||
|
|
|
|
||||
200-500 |
2,1-2,3 |
2,0-2,3 |
1,9-2,2 |
открытые |
необходимо |
|
|
Примечание. Нижние и промежуточные значения Дп/δо относятся к случаям приме- нения прибылей с отношением размеров Lп/Дп≥2, а также, если прибыли доливаются свер- ху. При шаровой форме прибыли применяется Нп/Дп=1.
Отливку условно делят на самостоятельные узлы питания, определяют поперечный размер питаемой стенки δо или диаметр окружности, вписанный в питаемый узел, а по второй схеме питания подсчитывают также соотноше- ние Но/δо. На основании этих данных выбирают по табл. 67 для близких зна- чений δо и Но/δо соответствующие отношения До/δо и Нп/Дп, а также относи-
276
тельную протяженность прибыли В = (1-2)Дп. В зависимости от протяженно- сти термических узлов и конструкции отливки определяется количество при- былей, необходимое для ее питания.
Рис. 172. Питание отливок по второй типовой схеме
После этого отношения переводят в конкретные размеры, строят контур прибыли и определяют технологический выход годного, т.е. отношение мас- сы отливки к расходу жидкого металла на отливку, выраженное в процентах
(табл. 68).
Метод Уралмашзавода. Простейший метод расчета прибылей для раз- ностенных отливок и отливок, имеющих отношение преобладающих толщин стенок (максимальной к минимальной) в пределах 1,5-2,5, разработан и при- меняется на Уралмашзаводе. Формула расчета имеет вид
Д |
ш.п |
= (0,4 + 0,45)3 |
V |
+ Т, |
(4) |
|
|
ж.м |
|
|
где Дш.п – диаметр шаровой прибыли, дм; Vж.м – объем жидкого металла, не- обходимого для изготовления отливки вместе с прибылями, дм3; Т – толщина стенки тела отливки, дм.
277
|
|
|
|
|
|
|
|
Таблица 67 |
||
|
Ориентировочные соотношения основных параметров отливки δо |
|
|
|||||||
|
|
и прибыли Дп по второй типовой схеме питания [2] |
|
|
|
|||||
δо, |
Но/δо |
Дп/δо |
Нп/Дп |
а, мм |
b не |
l, мм |
h1, не |
|
||
мм |
|
испол- |
испол- |
испол- |
испол- |
|
менее, |
|
более, |
|
|
|
нение I |
нение II |
нение I |
нение II |
|
мм |
|
мм |
|
|
3 |
1,3-1,8 |
1,6-2,1 |
1,2-1,3 |
1,1-1,2 |
4 |
4 |
50 |
Но-50 |
|
60 |
5 |
1,4-1,9 |
1,7-2,2 |
1,2-1,4 |
1,1-1,3 |
4 |
5 |
50 |
Но-50 |
|
|
8 |
1,5-2,0 |
1,8-2,3 |
1,2-1,5 |
1,2-1,5 |
10 |
10 |
Но-6δо |
6δо |
|
|
3 |
1,2-1,6 |
1,5-2,0 |
1,2-1,3 |
1,1-1,2 |
5 |
5 |
60 |
Но-60 |
|
100 |
5 |
1,3-1,7 |
1,6-2,1 |
1,2-1,4 |
1,1-1,3 |
5 |
5 |
60 |
Но-60 |
|
|
8 |
1,4-1,8 |
1,8-2,3 |
1,2-1,5 |
1,2-1,5 |
15 |
15 |
Но-6δо |
6δо |
|
|
3 |
1,2-1,4 |
1,4-1,9 |
1,1-1,3 |
1,0-1,2 |
5 |
5 |
60 |
Но-60 |
|
200 |
5 |
1,3-1,4 |
1,5-2,0 |
1,2-1,5 |
1,1-1,4 |
5 |
5 |
60 |
Но-60 |
|
|
8 |
1,3-1,5 |
- |
- |
- |
- |
- |
- |
6δо |
|
|
3 |
1,2-1,4 |
1,4-1,8 |
1,2-1,4 |
1,1-1,5 |
6 |
6 |
60 |
Но-60 |
|
300 |
5 |
1,2-1,5 |
- |
- |
- |
- |
6 |
- |
Но-60 |
|
|
8 |
1,2-1,5 |
- |
- |
- |
- |
15 |
- |
6δо |
|
Примечание. Нижние пределы отношений Дп/δо относятся к случаям доливок ме- талла в прибыль после окончания заливки формы. Приливы а, b предназначены для ком- пенсации возможных утонений тела в подприбыльной части и выполняются сверх формо- вочного уклона (рис. 172).
|
Ориентировочный технологический выход годного для отливок, |
Таблица 68 |
|||||
|
|
|
|||||
|
изготовленных из углеродистых и низколегированных сталей [2] |
|
|
||||
Группы |
Отливки |
Масса от- |
Преобладающая |
Технологический |
|
||
|
|
ливки, кг |
толщина стенок |
выход годного, % |
|||
|
|
|
отливки, мм |
прибыли |
|
прибыли |
|
|
|
|
|
открытые |
|
закрытые |
|
|
Мелкие отливки: |
|
|
|
|
|
|
|
ответственного |
до 100 |
до 20 |
54-62 |
|
59-67 |
|
|
назначения |
|
20-50 |
53-60 |
|
58-65 |
|
1 |
|
|
свыше 50 |
52-58 |
|
57-63 |
|
|
особо ответствен- |
до 100 |
до 20 |
52-58 |
|
57-63 |
|
|
ного назначения |
|
20-50 |
51-57 |
|
56-62 |
|
|
|
|
свыше 50 |
50-56 |
|
55-61 |
|
|
Средние отливки: |
|
|
|
|
|
|
|
ответственного |
100-500 |
до 30 |
56-64 |
|
61-69 |
|
|
назначения |
|
30-60 |
54-62 |
|
59-67 |
|
2 |
|
|
свыше 60 |
52-60 |
|
57-65 |
|
|
особо ответствен- |
100-500 |
до 30 |
54-62 |
|
59-67 |
|
|
ного назначения |
|
30-60 |
53-60 |
|
58-65 |
|
|
|
|
свыше 60 |
50-58 |
|
55-63 |
|
|
Крупные отливки: |
|
|
|
|
|
|
|
ответственного |
500-5000 |
до 50 |
57-65 |
|
62-70 |
|
3 |
назначения |
|
50-100 |
55-63 |
|
60-68 |
|
|
|
|
свыше 100 |
53-61 |
|
56-66 |
|
|
особо ответствен- |
500-5000 |
до 50 |
55-63 |
|
60-68 |
|
|
|
|
|
|
|
278 |
|
|
ного назначения |
|
50-100 |
53-61 |
58-66 |
|
|
|
|
свыше 100 |
51-59 |
56-64 |
|
|
Очень крупные |
|
|
|
|
|
|
отливки: |
|
|
|
|
|
|
ответственного |
свыше |
до 50 |
58-66 |
62-70 |
|
4 |
назначения |
5000 |
50-100 |
56-64 |
60-68 |
|
|
|
свыше 100 |
54-62 |
58-66 |
||
|
|
|
||||
|
особо ответствен- |
свыше |
до 50 |
57-65 |
61-69 |
|
|
ного назначения |
5000 |
50-100 |
55-63 |
59-67 |
|
|
|
|
свыше 100 |
53-61 |
57-65 |
|
|
|
до 100 |
- |
- |
55-60 |
|
5 |
Зубчатые колеса |
100-500 |
- |
54-58 |
58-62 |
|
|
|
свыше 500 |
- |
55-59 |
59-63 |
|
|
|
до 1000 |
- |
56-60 |
59-63 |
|
6 |
Зубчатые венцы |
свыше |
|
|
|
|
|
|
1000 |
- |
58-62 |
61-65 |
|
|
Цилиндры, плун- |
|
|
|
|
|
|
жеры с механиче- |
|
|
|
|
|
7 |
ски обрабатывае- |
свыше |
- |
61-67 |
- |
|
мыми наружными |
1000 |
|||||
|
|
|
|
|||
|
или внутренними |
|
|
|
|
|
|
поверхностями |
|
|
|
|
Примечание. Расход металла на литники принят 3-6 % от общей массы жидкого ме- талла, в том числе около 6 % при массе отливок до 500-600 кг.
По результатам расчета можно построить схему (рис. 173).
Для определения диаметра шаровой прибыли приняты следующие зна- чения:
-объем усадочной раковины равен (0,03-0,04)Vж.м и выражен как πd3/6, где d – диаметр шара, равный объему усадочной раковины;
-для компенсации влияния различных факторов на объем усадочной раковины введен коэффициент запаса 1,25;
-удельный вес жидкого металла γ=7,0 кг/дм3;
-скорость кристаллизации металла в отливке и в прибыли равны: если отливка с толщиной тела Т затвердевает, то в прибыли с каждой стороны об- разуется слой твердого металла, равный Т/2 (рис. 173);
-для определения количества жидкого металла, необходимого для изго- товления отливки, выход годного ориентировочно принимается 60-80 %.
Для примера возьмем выход годного, равного 70 %. Тогда, зная массу отливки q, можно определить массу жидкого металла, кг:
Р = |
q |
. |
(5) |
|
0,7 |
||||
|
|
|
Объем жидкого металла, дм3:
279

V = |
Р |
. |
(6) |
ж.м γ
Рис. 173. Схема построения шаровой прибыли
Если на отливку требуется установить несколько прибылей, то для оп- ределения их размеров принимается объем жидкой части отливки, на кото- рую будет установлена прибыль.
Для отливок, имеющих массивный узел, диаметр прибыли вычисляют по методу Нехендзи и Оболенцева:
Дп = d + (0,1÷ 0,2)3 |
Q |
, |
(7) |
где Дп – диаметр прибыли, дм; d – диаметр окружности, вписанной в узел, дм; Q – вес питаемого узла, кг; 0,1 – коэффициент, принятый для концентриро- ванного узла; 0,2 – коэффициент для разветвленного узла.
Высота прибыли принимается (1,0-1,5)Дп, относительная протяжен- ность прибылей – 30-50 % и более в зависимости от конфигурации отливки, длины детали или питаемого узла.
Метод Пржибыла. Расчет прибылей по методу И. Пржибыла применим для многих литейных сплавов. Более надежные результаты он дает в случае образования концентрированных усадочных раковин, например, при изготов- лении отливок из стали, высокопрочного чугуна и т.д. Объем прибыли Vп оп-
ределяется по уравнению
V = |
β× εV |
×V |
|
, |
(8) |
1− β× ε |
|
||||
п |
|
у |
|
|
|
|
V |
|
|
|
|
где β – отношение объема прибыли к объему усадочной раковины (Vп/Vр); εV – часть объемной усадки сплава, принимающая участие в формировании уса- дочной раковины; Vу – объем питаемого узла отливки, м3.
Для определения Vп по данному уравнению необходимо выделить в от-
280