

Применение системы jit на поточных линиях
На рис. 8 показано действие "вытягивающей" системы в условиях обычной поточной линии.
В идеальных условиях работы по системе JIT ни один рабочий ничего не производит до тех пор, пока рынок не "вытянет" с конечной точки поточной линии готовый продукт. Продуктом может быть готовое изделие или комплектующее, используемое на следующем этапе производства. Когда продукт "вытянут", для восполнения изъятого "вытягивается" предмет труда с предыдущей стадии производства. На рассматриваемом рисунке партия готовых изделий из запаса F (со склада готовой продукции) "вытягивается" на рынок. Менеджер по управлению запасами идет на рабочее место последней технологической операцииЕ и забирает оттуда готовый продукт, чтобы восполнить изъятый. Это передается по всей производственной цепочке вплоть до рабочегоА, который "вытягивает" материалы со склада сырья. Правила движения материального потока требуют, чтобы рабочие держали обработанные заготовки на своих рабочих местах (станциях), и, если кто-то забирает их, рабочий должен двигаться к предыдущей операции поточной линии, чтобы взять обработанную на предшествующей операции заготовку для восполнения выбывшей своей.

Применение IIT в производстве, работающем по заказам
Систему JIT традиционно применяют в поточном производстве, однако предприятие, работающее по заказам (позаказное производство), также может получать выгоды от применения JIT. Предприятия, работающие на заказ, характеризуются большим разнообразием и малыми объемами выпускаемой продукции. Однако к ним также можно применить JIT, если распределить заказы во времени так, чтобы получить повторяющиеся процессы. Повторяющегося (стабилизированного) спроса обычно легче достичь в ситуации, когда его определяет последняя производственная стадия, а не конечный потребитель. Это объясняется тем, что внутренний потребитель, т.е. — последняя производственная стадия — предоставляет больше возможностей для стабилизации спроса, чем дистрибьютор или отдельный покупатель.
Заводские участки металлообработки, магазины, торгующие красками, и фабрики по пошиву одежды — все это примеры предприятий, работающих на заказ, т.е. для них характерно, что завершающие операции определяются потребителем (заказчиком). В качестве примера рассмотрим производственную систему, изображенную на рис. 9.

Если производственный участок производит девять различных деталей, используемых несколькими сборочными линиями, работающими по системе "точно в срок", то каждый рабочий центр держит у себя контейнеры, заполненные готовыми деталями, чтобы потребители могли их забирать. Операторы делают периодический обход сборочных линий (каждый час или чаще), чтобы собрать пустые контейнеры и вновь поместить их в соответствующий рабочий центр, а также переместить полные контейнеры на линии сборки. На рис. 9 автоматически управляемый подъемник собирает и доставляет детали под номерами М5и М8на линиях сборки 2 и 3 для сборки. Эти процедуры можно выполнять вручную или автоматизировать, но независимо от этого, периодический сбор и установка контейнеров позволяют работать системе в режиме "точно в срок".
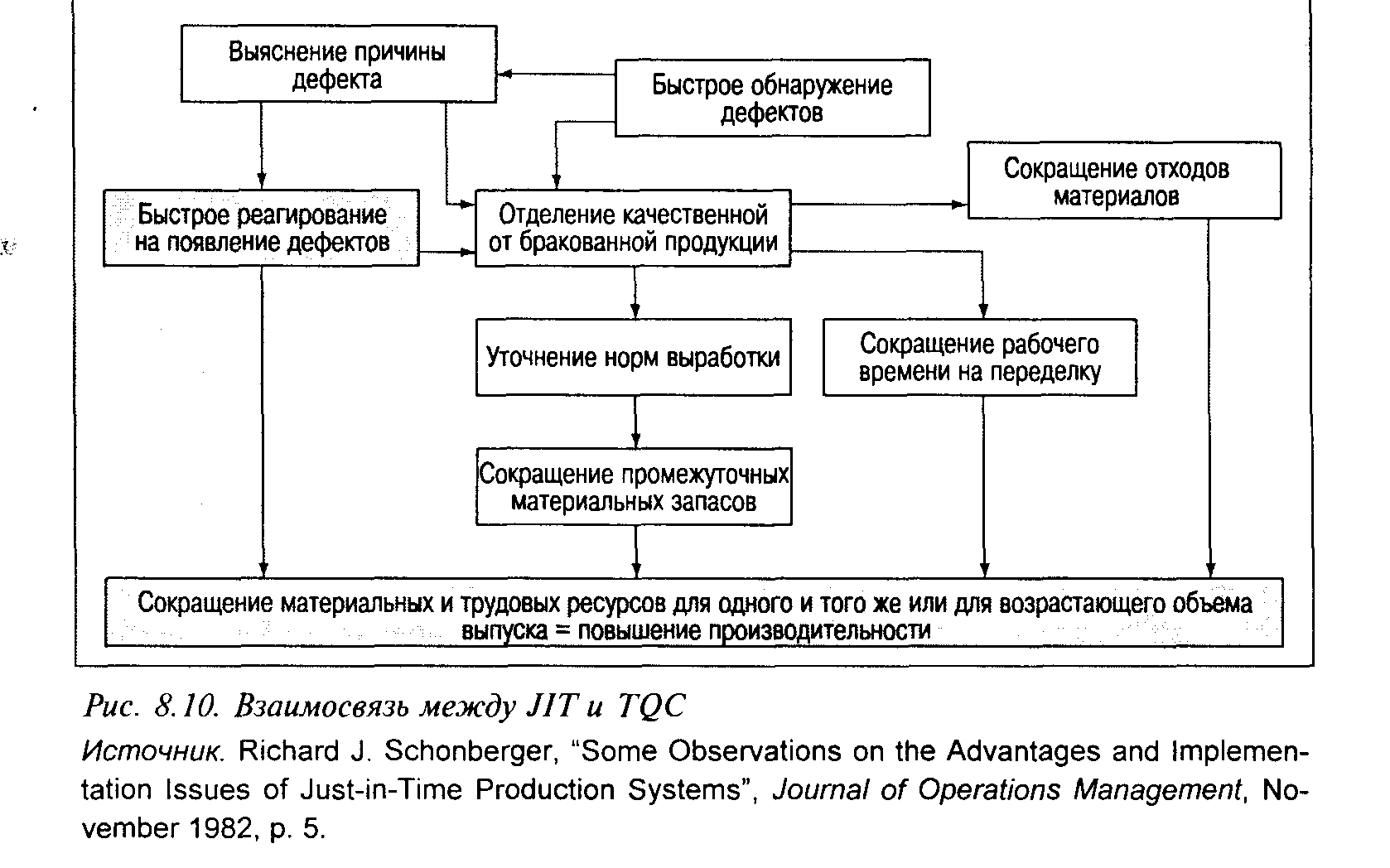
Системы JIT и TQCв теории и на практике взаимосвязаны.Всеобщий контроль качества — это система обеспечения качества продукции в ходе всего процесса, а не фиксация качества отделом технического контроля. Она основана на ответственности работников за качество выполняемой ими работы. Если работники непосредственно отвечают за качество производимой ими продукции, система JIT работает наилучшим образом, поскольку при такой системе "вытягиваются" только качественные изделия. Если все изделия качественные, то не требуется дополнительных материалов "точно в ящик". В результате производство может достигнуть высокого качества и высокой производительности, что проиллюстрировано рис. 10.
Используя статистические методы контроля качества и обучив рабочих поддерживать качество, можно проверять качество только первой и последней единицы выпускаемой продукции. Если они соответствующего качества, то можно считать, что и другие детали (между этими двумя) будут качественными.
Один из элементов достижения высокого качества — улучшение конструкции изделия. Применение типовых и унифицированных деталей и компонентов, а также небольшая их номенклатура являются очень важными для системы JIT. Такие конструкторские приемы уменьшают количество изменений в ходе производства, улучшают воспроизводимость при изготовлении изделий и облегчают новые инженерные разработки и модификации выпускаемой продукции.