

2.6. Характеристика основного технологічного обладнання.
Екструдер ОМ-150.
Редуктор. Екструдер з вертикальними вісями складається з чавунного корпусу 630 UNI, який має шестерні зі сталіNiCr, закалені, зі шліфованим та спіральним профілем зубів. Група опорних підшипників розміщена у задній частині редуктора.
Змазка редуктора відбувається примусово циркуляцією масла за допомогою шестеренчастого насосу.
Зони живлення. Між редуктором та барабаном екструдера змонтована зона живлення, яка складається зі стального блоку, у якому знаходяться два окремі контури для терморегуляції за допомогою масла або води. Внутрі зони живлення є заглиблення для втулки живлення, азотованої, яка може бути гладкою, або жолоподібною, в залежності від матеріалу, який екструдується.
Барабан. Барабан екструдера складається з цільного фрагменту сталі, внутрішня частина його азотована або біметалічна. Твердість барабану гарантує тривалий строк експлуатації. Він може мати вентиляцію для видалення вологи та газів, які видалаються з матеріалу, який перероблюється.
Барабан монтується на опорах, що забезпечує йому вільність переміщення із-за теплового розширення. Нагрівачі і барабан мають теплоізоляційний захист, який має внутрішній пристрій для відображення тепла поверхнею. барабан підрозділяється на відповідну кількість терморегулюючих зон. Нагрівання здійснюється за допомогою броньованих нагрівальних патронів, які монтуються в алюмінієвих корпусах та встановлюються безпосередньо стикаючись з барабаном.
Охолодження забезпечується центробіжними вентиляторами, які подають повітря в канали, які знаходяться у нагрівачах, що забезпечує безпосереднє охолодження барабану. Гаряче повітря, яке виходить з усіх зон, подається на випускну горловину, до якої можна зробити під'єднання для виходу повітря за межі будівлі.
Шнек. Шнек виконаний зі спеціальної сталі. Він може бути азотований або мати стелітоване покриття на верхівці спіралі. Профіль шнеку підбирається у відповідності з матеріалом який планується перероблювати, та його легко зняти з барабана за допомогою спеціального екстрактора, який поставляється разом з машиною. Шнек має отвір для внутрішнього охолодження. Якщо необхідно, його можна охолоджувати за допомогою спеціальної роторної системи.

Рис.2 .Редуктор
Пружне з`єднання для двигуна 1GG6-256/258.
Набір чіток для двигуна постійного струму1GG6-258.

Рис.3 Екструдер ОМ-150
1. двигун;
2. поворотне з`єднання;
3. шнек екструдера;
4. редуктор;
5. конічна щока.
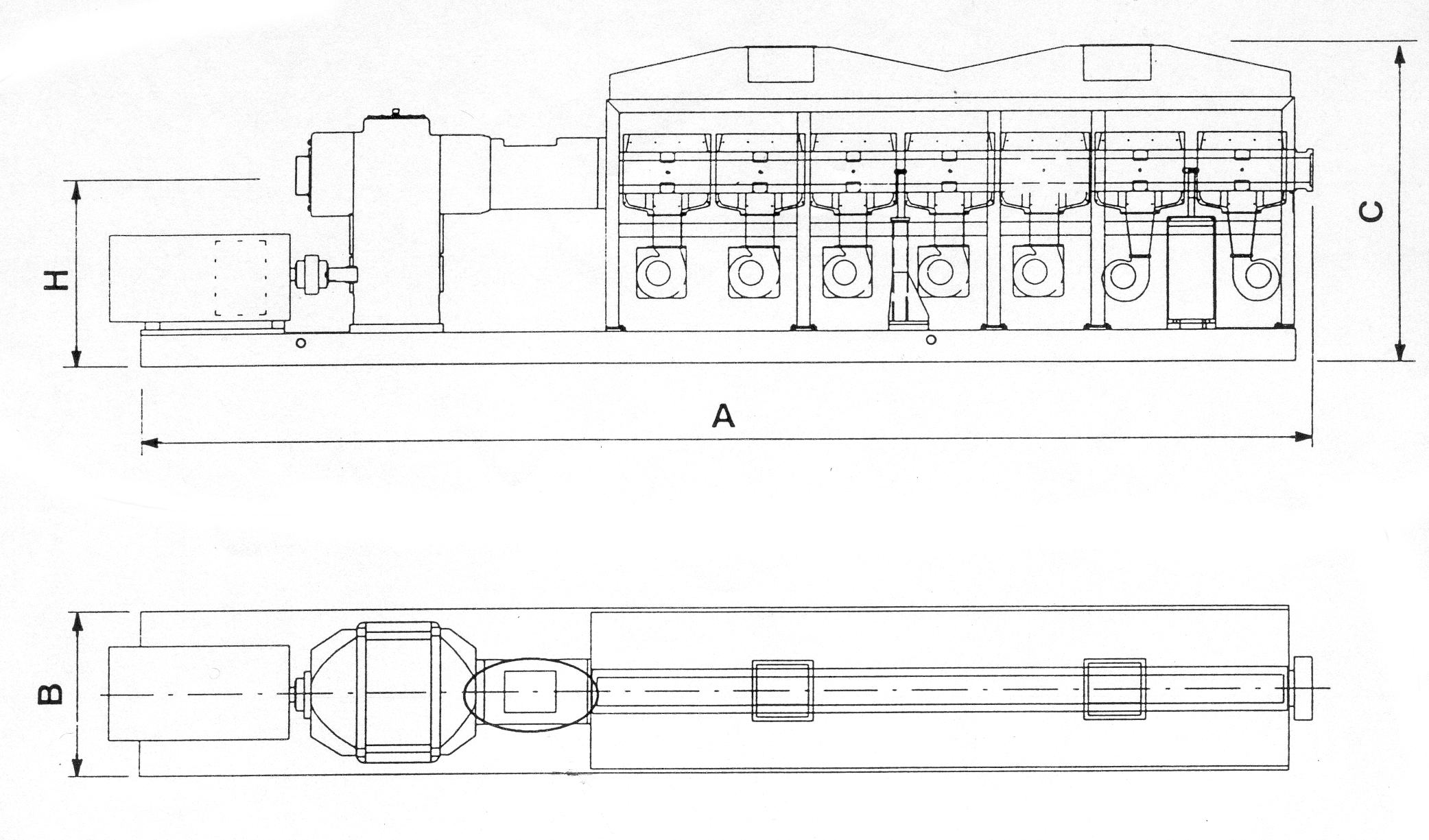
Рис.4. Габаритні розміри екструдера ОМ-150.
Габаритні розміри(А*В*С) А=7075 мм
В=700 мм
С=1650 мм
Висота екструзії(Н) Н=1170 мм
Вага 8500 кг
Таблиця 12. Технічні дані екструдера ОМ – 150
|
Тип машини |
ОМ/150/17V33DB |
|
Тип шнеку |
150/33/V/SCP/BAR |
|
Тип коду |
00.08P41SCP |
|
Діаметр шнеку |
150мм |
|
Відношення довжина/ діаметр |
1/33 |
|
Тип втулки живлення |
ОМ 150/180 |
|
Код втулки живлення |
00.08Р455 |
|
Загальна потужність нагрівання |
74.8 кВт |
|
Загальна потужність охолодження |
6.33 кВт |
|
Кількість терморегулюємих зон |
7 |
|
Відношення шестерінок редуктора |
1/17/37 |
|
Максимальна швидкість обертання шнеку |
100.7 об/хв. |
|
Коефіцієнт корисної дії |
98% |
|
Максимальний обертальний момент шнеку |
37460 Нм |
|
Тип двигуна |
1 GG6 258-ONH40-1 WV1-035+A06 1750 об/хв 395кВт 470-310В |
|
Код двигуна |
40189S |
|
Динамічна потужність групи опорного підшипника |
2550000N |
|
Строк служби |
31000 год |
Продуктивність екструдера залежить від товщини, тобто лінійною швидкістю шнеку:
до 500 кг/год – 4,6,8,10 мм
550 – 600 кг/год – 16,20 мм
Продуктивність можливо досягти і вищою, але за рахунок використання соекструзії продуктивність знижена.
Умови у приміщенні для експлуатації екструдера ОМ-150.
Для того, щоб гарантувати правильну експлуатацію машини її необхідно встановити у приміщенні, яке захищене від дій навколишнього середовища (дощ, сніг, туман і .т.і.). Температура від +5 до +40ºС, вологість – 5-75%.
Приміщення повинно мати;
належної якості підлогу;
відповідну лінію електроживлення з заземленням у відповідності з діючими нормативами;
відповідну лінію подачі для пневматичного обладнання у відповідності з діючими нормативами;
достатнє освітлення;
достатню вентиляцію.
Для нормальної експлуатації або виконання тех. Обслуговування необхідно прослідити, що приміщення, у якому розміщене обладнання було освітлене таким чином, щоб можливо було виконувати передбачені операції у безпечних умовах.
Машина виконана таким чином, щоб зменшити рівень шуму з джерела.
Графіки планово-попереджувальних ремонтів дивись таблицю 13
Заходи перед запуском обладнання:
перевірка цілісності та функціонування термопар.
перевірка наявності циркуляції охолоджувальної води у контурі.
перевірка наявності консистентної змазки у підшипниках.
перевірка рівня масла у редукторі.
очищення охолоджувальних вентиляторів.
перевірка стану щиток та колектору.
Заходи після зупинки обладнання.
очищення фільтру охолоджувального вентилятору привідного двигуна екструдера.
Екструдер К-150
Аналогічний за будовою та технічними характеристиками з екструдером ОМ-150
Продуктивність екструдера К-150 ЕЕ – 33Dзалежить від кількості шарів та товщини листа. До 800 кг/год. – для будь якої товщини.
Графіки планово-попереджувальних ремонтів дивись таблицю 14
Заходи перед запуском обладнання:
Перевірка цілісності та функціонування термопар.
Перевірка наявності циркуляції охолоджувальної води у контурі.
Перевірка рівня масла у редукторі.
Очищення від забруднень станини екструдера у районі пасної передачі.
Перевірити цілісність клинових пасів.
Заходи після зупинки обладнання.
Перевірити затяжку закріплюючих гвинтів.
очищення фену та радіатору шафи керування.
очищення охолоджуючих вентиляторів.