

2.7. Выбор конструкции направляющих элементов и выбор способа монтажа приспособления на станке
Согласно
исходным данным монтаж проектируемого
приспособления осуществляется в патроне
вертикально-сверлильного станка
2Р135Ф2-1.
Установка приспособления происходит путём зажима в кулачках самоцентрирующегося патрона станка, рис. 2.4.
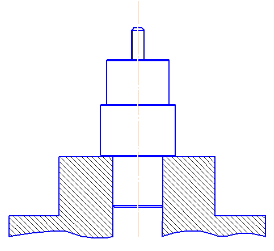
рис. 2.4
2.8. Расчёт приспособления на точность
![]() (2.5)
(2.5)
где Тd=0,08 - допуск на диаметр отверстия ;
К=1 - коэффициент, учитывающий возможность отсутствия нормальных распределяющих или отдельных составляющих ;
К1=0,8 - коэффициент, учитывающий уменьшение погрешности базирования при работе на настроенном оборудовании;
εб - погрешность базирования;
εз - погрешность закрепления;
εу. э - погрешность, зависящая от точности изготовления установочного элемента (призмы);
εи - погрешность износа установочного элемента;
ω=0,5 - экономическая точность обработки, равна допуску на размер;
К2=0,6 - коэффициент, учитывающий долю погрешности обработки в суммарной погрешности метода, вызываемой факторами не зависящими от приспособления.
При установке в призму нарушается принцип единства баз и по размеру d появляется погрешность:
εб=0,5*Td=0,5*0,12=0,06 мм (2.6)
В данном приспособлении зажим совпадает с направлением оси углового паза заготовки и величина εз рассчитывается по формуле:
εз=0,1*Сm*W/sin45o (2.7)
где ΔW- непостоянство силы зажима.
Для механизированных приводов ΔW=0,1×W=7 Н; СМ=0,026 - поправочный коэффициент, учитывающий вид материала заготовки.
εз=0,1*0,026*7/ 0,7071=0,026 мм
εу. э= ΔВ/tg45o (2.8)
Погрешность
ΔВ=0,01 мм.
εу. э=0,01/1=0,01 мм
Погрешность износа принимаем εи=0,01 мм
Определим погрешность по формуле:
![]()
Следовательно приспособление обеспечит заданную точность.
2.9. Расчет рычага на прочность
В качестве рычага применяется гаечный ключ ГОСТ 2838-80.
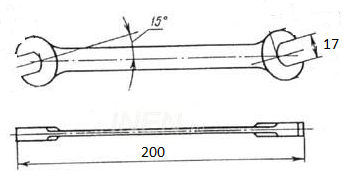
Находим момент сопротивления рычага по формуле:
W=b*h2/6 (2.9)
Где b=3 - ширина рычага, h=18 – высота рычага
W=0,03*0,182/6=162 Н*м
Находим наибольшее напряжение растяжения или сжатия:
σ =Mкр/W (2.10)
Где Мкр=162 Н*0,2м=32,4 Н*м – крутящий момент рычага
σ = 32,4/162=0,2 Н*м2
Отсюда следует, что все размеры рычага подобраны верно и он может выдержать, приходящиеся на него нагрузки.
2.10.
Описание устройства и принципа действия
приспособления
Проектирование станочного приспособления предназначено для обработки детали на сверлильной операции в условиях массового производства.
Обрабатываемая заготовка устанавливается на установочный палец. Палец установлен в самоцентрирующийся патрон станка. На палец устанавливается деталь. Поджимается гайкой. Идет процесс сверления. Деталь снимается. Происходит замена детали и процесс повторяется.
2.11.
Описание и расчет измерительного
инструмента или контрольного приспособления
Выбираем контрольное приспособление калибр пробку для Ø 35Н6
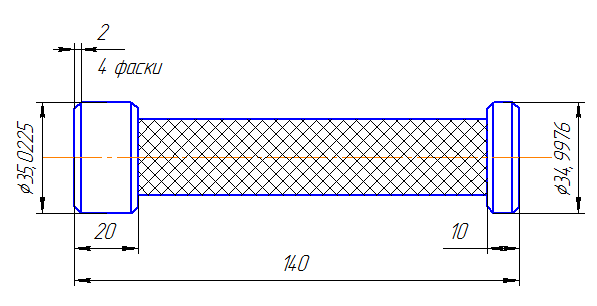
Определяем наибольший предельный размер
Dmax= 35,016 мм
Определяем наименьший предельный размер
Dmin= 35,000 мм
Определяем наименьший размер проходного калибр-пробки
ПР= Dmax +ΔB+ Hkl = 35,016+0,004+0,005/2= 35,0225 мм (2.11)
Определяем предельный размер изношеного калибр-пробки
ПРизн= Dmax+yв= 35,016+0,002= 35,016 мм (2.12)
НЕпр= Dmin- Hkl/2= 35,000-0,005/2 = 34,9975 мм
ΔB, Hkl, yв – 1;стр 124; таб. 3.46
Схема расположения полей допусков