

2.2. Выбор схемы базирования заготовки
Базирование - придание заготовке требуемого положения относительно выбранной системы координат станка или инструмента.
На рисунке 2.1 представлена схема базирования детали на сверлильной операции.
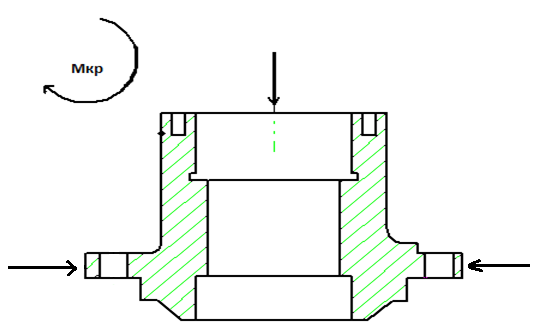
Рисунок 2.1- Схема базирования
2.3. Выбор конструкции установочных элементов
Установочные элементы станочных приспособлений служит для базирования деталей с наименьшей погрешностью.
В данном приспособлении в качестве установочного элемента применяется установочный палец (рис.2.2).
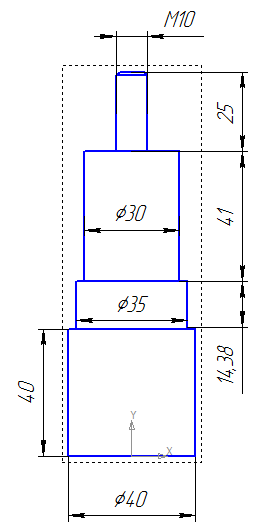
Рис. 2.2
Рисунок 2.2- установочный палец
2.4. Выбор схемы закрепления заготовки, расчет усилия зажима
Действующие на заготовку силы и моменты резания можно рассчитать по формулам, приводимым в справочниках и нормативах по режимам резания применительно к определенному виду обработки.
В процессе обработки на заготовку действует осевая сила Ру(которую в дальнейшем не учитываем, т.к. она создает дополнительную прижимную силу) и крутящий момент Мкр. Схема закрепления заготовки изображена на рисунке 2.3.
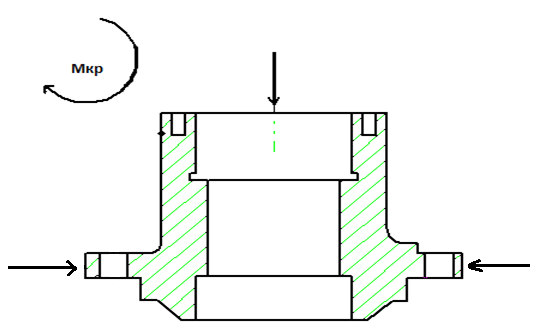
Рис. 2.3
Расчет зажимной силы производим исходя из следующих формул:
Q=K*Mкр/[fзм*D/2+fоп*D1]
[2,T2,
стр.376] (2.1)
f=0,16-коэффициент трения; Q – сила зажима; К - коэффициент запаса; Mкр = 2,7 Н*м – крутящий момент , создаваемый сверлом; D- диаметр сверла.
Силовой расчет учитывает коэффициент запаса K, поскольку при обработки заготовки возникают неизбежные колебания сил и моментов резания. В общем случае величина этого коэффициента находится в пределах
K=2…3,5 и зависит от конкретных условий обработки.
К=К0*К1* К2* К3* К4* К5* К6 [2, стр.382-384] (2.2)
где К0=1,5-коэффициент гарантированного запаса
К1=1,2-коэффициент, учитывает увеличение сил резание из-за случайных неровностей на обрабатываемой поверхности
К2=1,3-коэффициент, характеризует увеличение сил резание вследствие затупления режущего инструмента [2,стр382,таб.№2]
К3=1-коэффициент, учитывает увеличение сил резание при прерывистом резании [2,стр383,]
К4=1,3-коэффициент, характеризует постоянство сил закрепления
[2,стр383]
К5=1-коэффициент, характеризует эргономику не механизированного зажимного механизма.[2,стр383,]
К6=1-коэффициент, учитывает наличие моментов, стремящихся повернуть заготовку установленную плоской поверхностью.
Кз=1,5*1,2*1,3*1,3*1*1*1=3,04 (2.3)
Принимаем коэффициент запаса К=3.
Q=3*2,7/[0,16*6,5/2+0,16*6,5]=6H
Для дальнейших расчетов принимаем силу создаваемую крутящим моментом осевой силы сверла(Мкр), т.е. Q=6 Н
2.5. Выбор конструкции и расчёт зажимного механизма
В данном приспособлении использован винтовой зажимной механизм.
Исходя из крутящего момента сверла выбираем резьбу М10 длиной
25 мм [2,Т1, стр.390, таб.№6]
Данное приспособление обеспечит необходимое усилие зажима.
2.6. Выбор конструкции и расчет привода зажимного механизма
Исходя из условий массового производства и усилия необходимого для зажима детали, а также выбранного ранее оборудования в данном приспособлении будем использовать ручной привод.
Необходимая сила зажима в приспособлении создается с помощью мышечной силы рабочего и передается на гайку с помощью гаечного ключа.
Необходимое усилие, прилагаемое рабочим = 40 Н (или 4кгс)
[2, стр.386, таб.№4]